HU
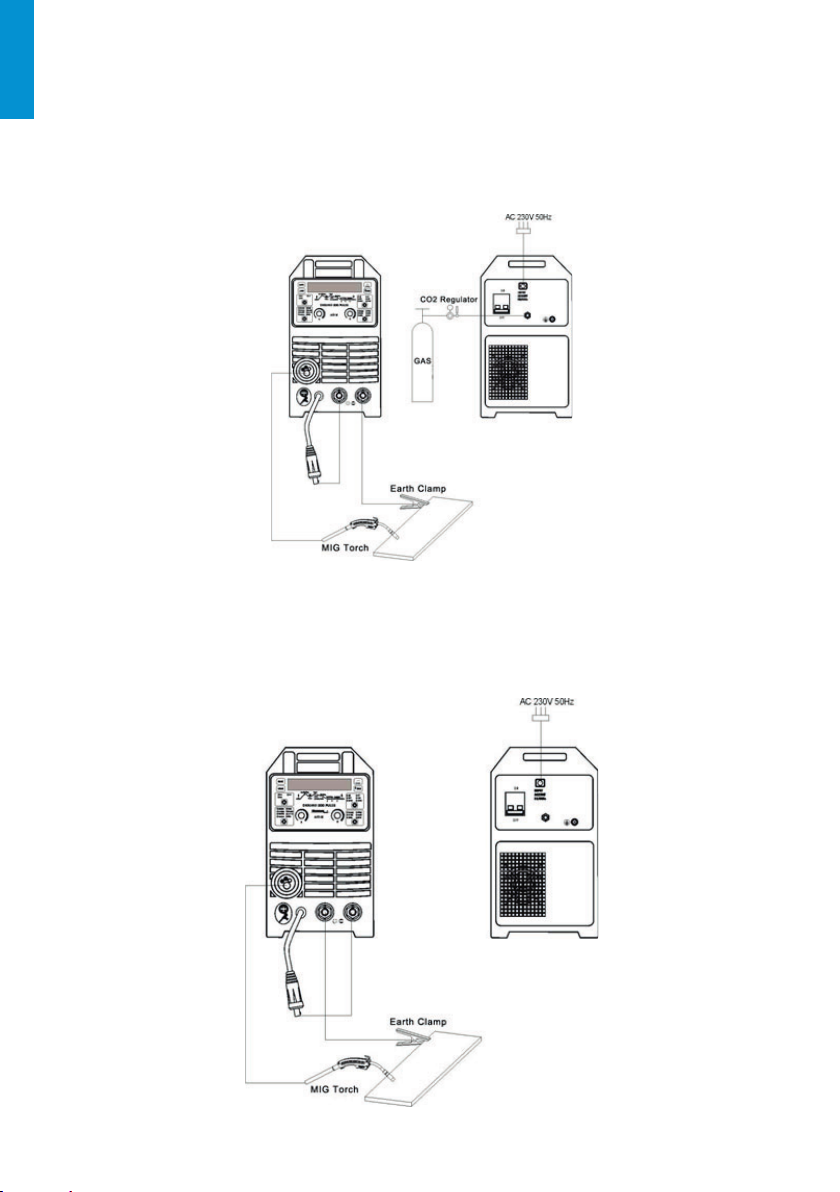
3.1.3.3 Hegesztés Push-Pull pisztollyal
A hegesztőpisztolyt csatlakoztassa a hegesztőgép központi csatlakozójához(1). Helyezze be a
polaritás-váltó dugót (4) az aljzatba (3). Csatlakoztassa a hegesztőgép negatív pólusát (5) a
munkadarabhoz egy szorítóval ellátott kábel segítségével. Csatlakoztassa az eszköz 230V-os
hálózati csatlakozó dugót egy 230 V-os 50 Hz-es fali aljzathoz.
A huzalvezetőegység felett található kapcsolót (11) állítsa a Push-Pul pisztoly helyzetbe.
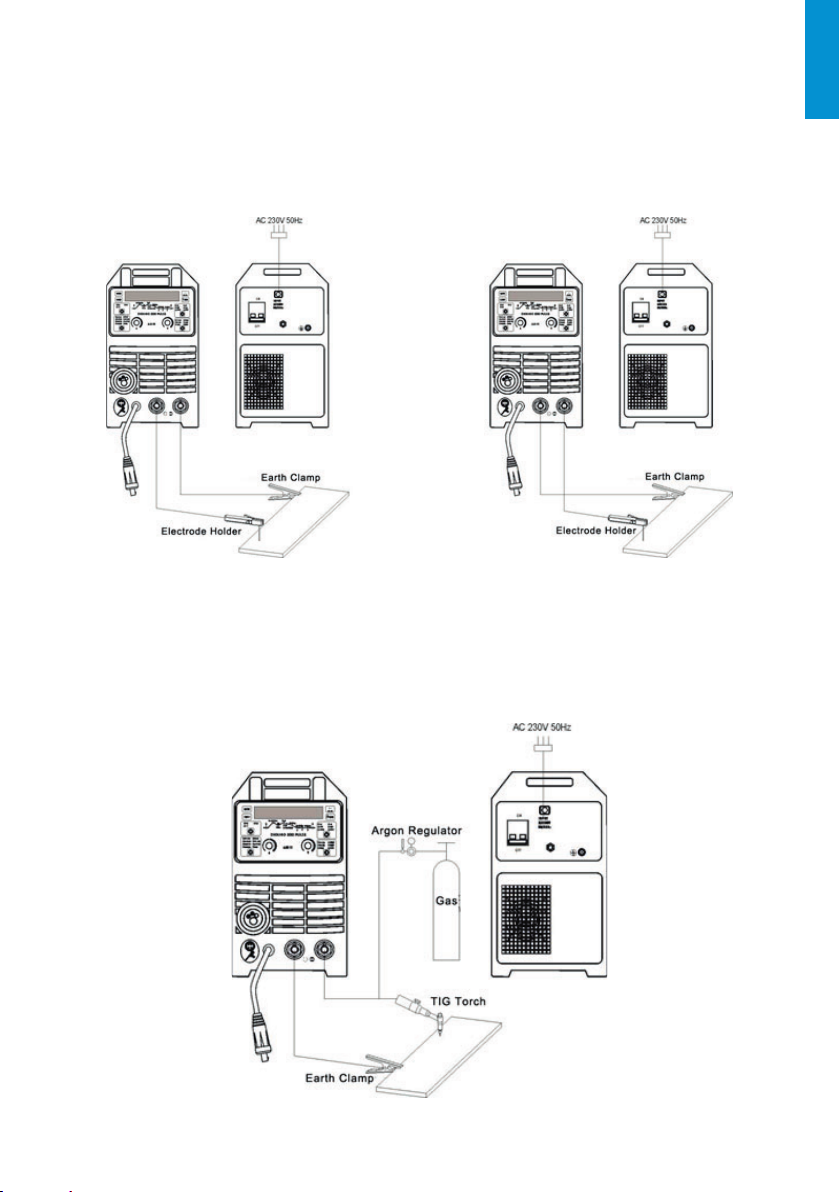
3.2 Védőgáz csatlakoztatása
1. Rögzítse a gázpalackot és biztosítsa azt leesés ellen.
2. A szennyeződések eltávolításához egy pillanatra nyissa ki a palackszelepet.
3. Helyezze a nyomásszabályozót a palackra.
4. Csatlakoztassa a nyomásszabályozót egy gázcsővel (8) a hegesztőhátulján lévőgázcsonk-
hoz.
5. Nyissak ki a palackszelepet és a nyomásszabályozót.
3.3 Csatlakozás a hálózathoz
1. A készüléket csak egyfázisú, háromvezetékes tápfeszültség-rendszerben szabad használni,
földelt nulla ponttal.
2. A POCKETMIG 235 DP hegesztőgépet úgy alakítottuk ki, hogy együttműködjön egy 25A biztosí-
tékokkal védett, 230 V50 Hz-es hálózattal, késleltetéssel. Az áramellátásnak stabilnak kell lennie,
feszültségcsökkenés nélkül.
3. A készülék tápkábellel és dugóval van felszerelve. A tápegység csatlakoztatása előtt ellenőriz-
ze, hogy a főkapcsoló (6) OFF állásban van.
3.4 Huzaldob elhelyezése
1. Nyissa ki a ház oldalsó burkolatát.
2. Ellenőrizze, hogy a huzaltoló tógörgők megfelelnek-e a huzal típusának és átmérőjének. Ha
szükséges, szerelje be a megfelelőgörgőket. Acélhuzalokhoz „V” alakú hornyokkal ellátott
görgőket alumíniumhoz „U” alakú hornyokkal ellátott görgőket kell használjon.
3. Helyezze a huzaltekercset a tengelyre.
4. Biztosítsa a huzaldobot a leesés ellen.
5. Lazítsa fel az huzaltoló görgőket.
6. Húzza meg a huzal végét.
7. Vezesse a huzalt a görgőkön keresztül a huzalvezetőbe.
8. Nyomja be a huzalt a hajtóhenger hornyaiba.
9. Csavarja le az áramátadót a pisztolyon a tartóról, kapcsolja be a hegesztőkészüléket és
továbbítsa a huzalt a hegesztőgép gyorstoló funkciójával ameddig a hegesztőpisztolynál
megjelenik.
10. Miután a huzal megjelenik a pisztoly kimeneténél, engedje el a gombot és csavarja fel az
áramátadót.
11. Állítsa be az adagolóhenger nyomását a nyomógomb elforgatásával. A túl alacsony nyo-
más miatt a görgőmegcsúszik, a túl nagy nyomás növeli az előtolás ellenállását, ami huzal
deformációhoz és az adagoló károsodásához vezethet.
3.5 A hegesztőpisztoly előkészítése
A hegesztendőanyag típusától és a huzal átmérőjétől függően szerelje be a megfelelőáramá-
tadót és a huzalvezetőspirált a MIG hegesztőpisztolyba.
3.5.1 Gyors huzaladagolás
A készülék gyors huzalvezetési funkcióval rendelkezik. A (B) gomb megnyomása gyors huzalveze-
tést eredményez, segítve ezzel a huzal befűzését.
9