HU
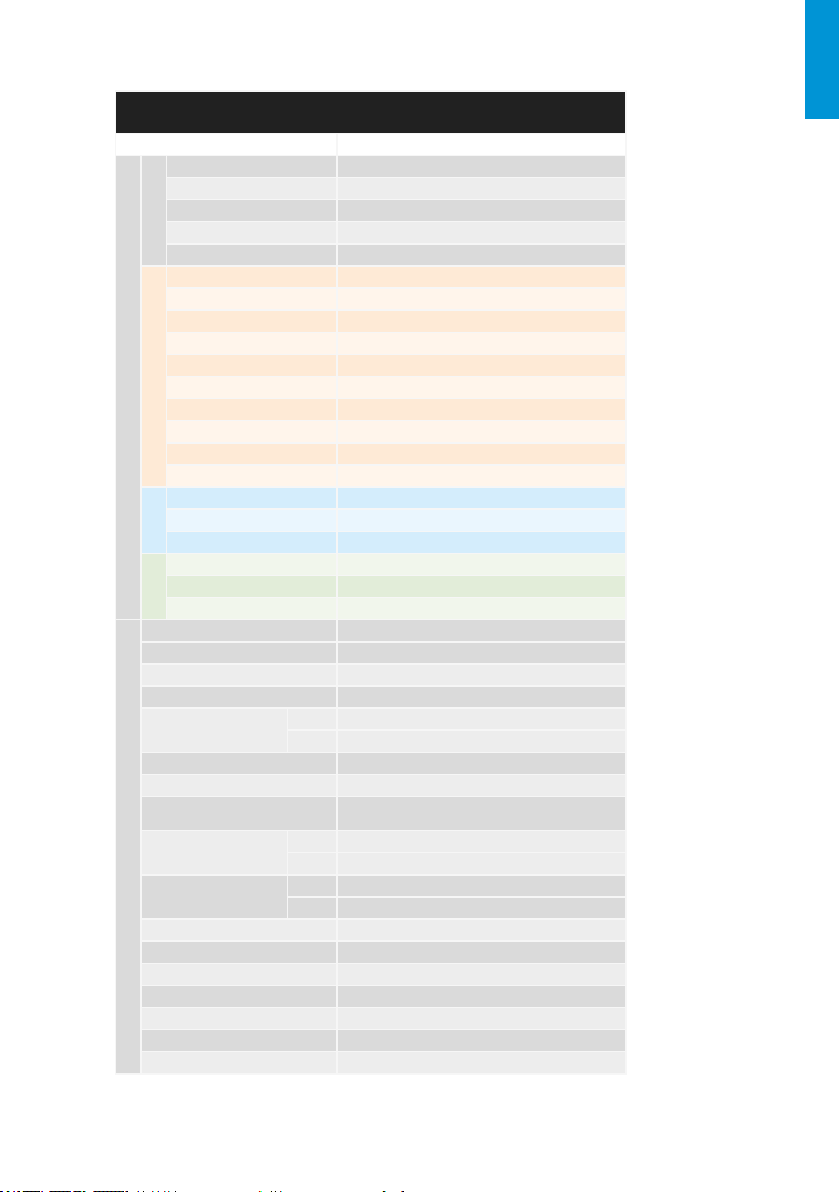
Vezérlési mód (CNTR) LOCL (helyi)/REMT (távvezérlés)
Hegesztőhuzal anyagminőség (WIRE) STEL (acél), CN19 (rozsdamentes acél)
Hegesztőhuzal átmérő (DIRM) 0.8, 1.0, 1.2, 1.6
Hegesztési (kapcsolási) mód (TRIG) 2T, 4T, ponthegesztés
Gáz minőség (GAS) CO2/MIX
Hot start (HOTS) NO/OFF
Ívgyújtó áramerősség (HOTI) 10 - 200A
Felfutási idő (UPSL) 0.1 - 10.0s
Gáz előáramlás idő (GPR) 0.1 - 20.0s
Lassú előtolás sebesség (FDC) 10 - 100%
Lassú előtolás idő (FDT) 0.1 - 1.0 s
Kezdő áramerősség (I-S) 100% - 200%
Befejező áramerősség (I-E) 10% - 100%
Kezdő idő (T-S) 0.1 - 10.0s
Befejezés idő (T-E) 0.1 - 10.0s
4T mód kráterfeltöltés áramerősség (CRAT) 10% - 100%
Lefutási idő (DWSL) 0.1 - 10.0 s
Gáz utóáramlás idő (GPO) 0.1 - 20.0 s
Visszaégés idő (BURN) 0.01 - 1.0 s
Ponthegesztés idő (SPOT) 0.1 - 20.0 s
Gyári értékek visszaállítása (DFLT) NO/YES
3-2. Másodlagos menü (különböző hegesztési módokban különböznek a menüpontok)
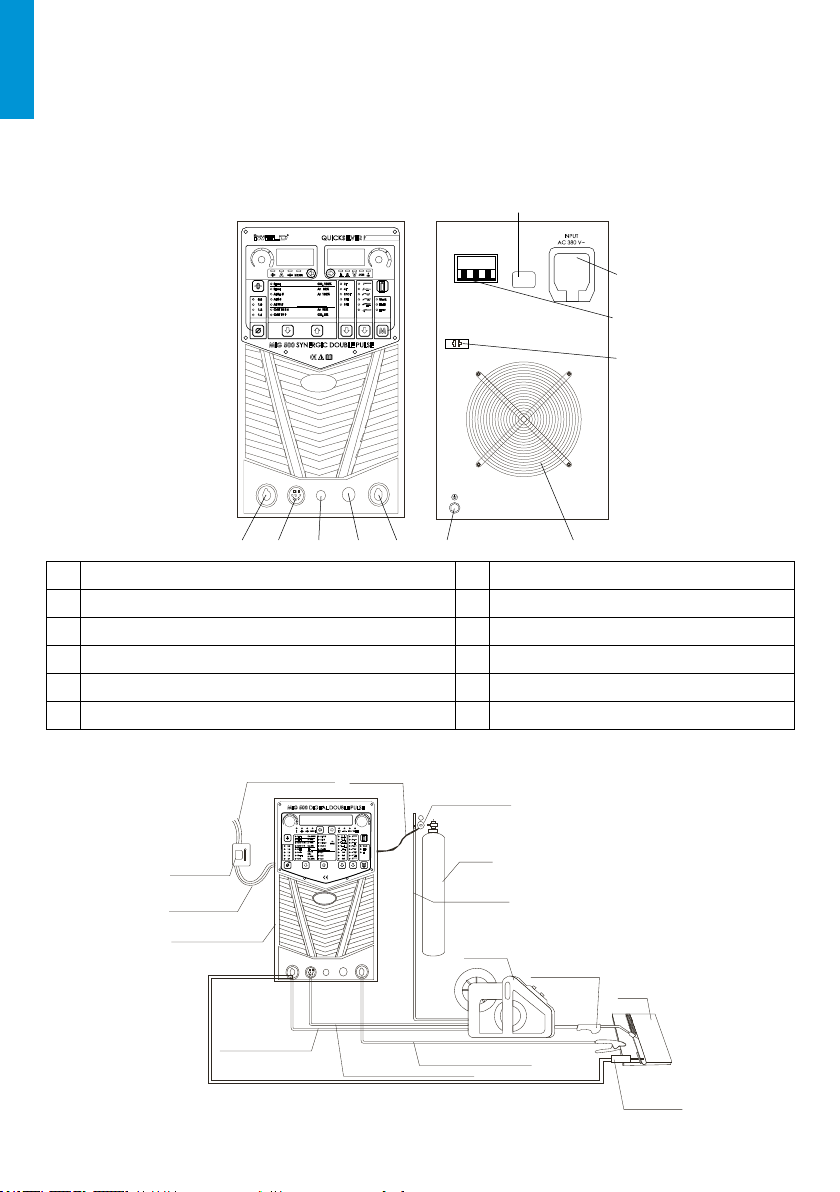
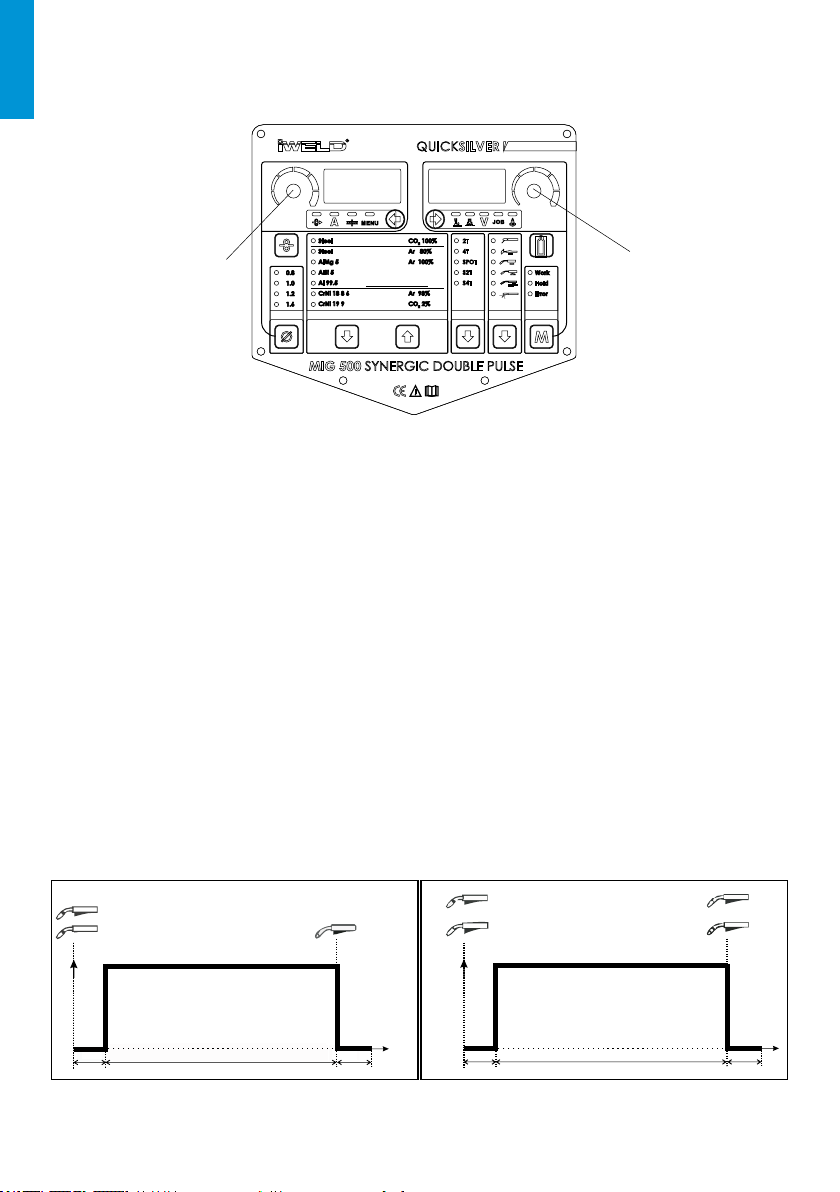
LHa a jelzés világít, akkor a kijelző, a paraméter tároló programhelyének számát mutatja.
A programhely az „N” gombbal kiválasztható. Röviden megnyomva az „U” gombot, elő-
hívhatjuk az adott programhelyen tárolt paramétereket. Hosszan nyomva eltárolhatjuk a
beállított paramétereket a kiválasztott programhelyre.
MHa a jelzés világít, akkor a huzelelőtoló motor áramerőssée szabályozható.
NA jobb oldali gomb a következő paraméterek beállítására szolgál: J, K, L, M
OGázellenőrző gomb. A gomb megnyomásakor a gázszelep 30 mp-re kinyit és a gázáramlás
elindul. A gomb újbóli megnyomásakor a szelep elzár és a gázáramlás megáll.
PHuzalátmérő kiválasztó gomb.
Q-R Anyagminőség program kiválasztó gomb. (le/fel)
S-T Hegesztési mód kiválasztó gomb. (le/fel)
UProgram tároló és előhívó gomb
VÁllapotjelző fények:
- Work: hegesztés közben a jelzőfény világít
- Hold: a hegesztés befejezésekor ameddig a jelzőfény világít, a kijelző a hegesztési folya-
mat átlag áramerősség és feszültség értékét mutatja. -
- Err: HIBA jelző - a hegesztőgép védelmi funkciója működésbe lép vagy más rendellenes-
ség bekövetkezik akkor a jelzőfény világít.
HU-9