Bedienungsanleitung THK 22 Seite 4
_________________________________________________________________________________
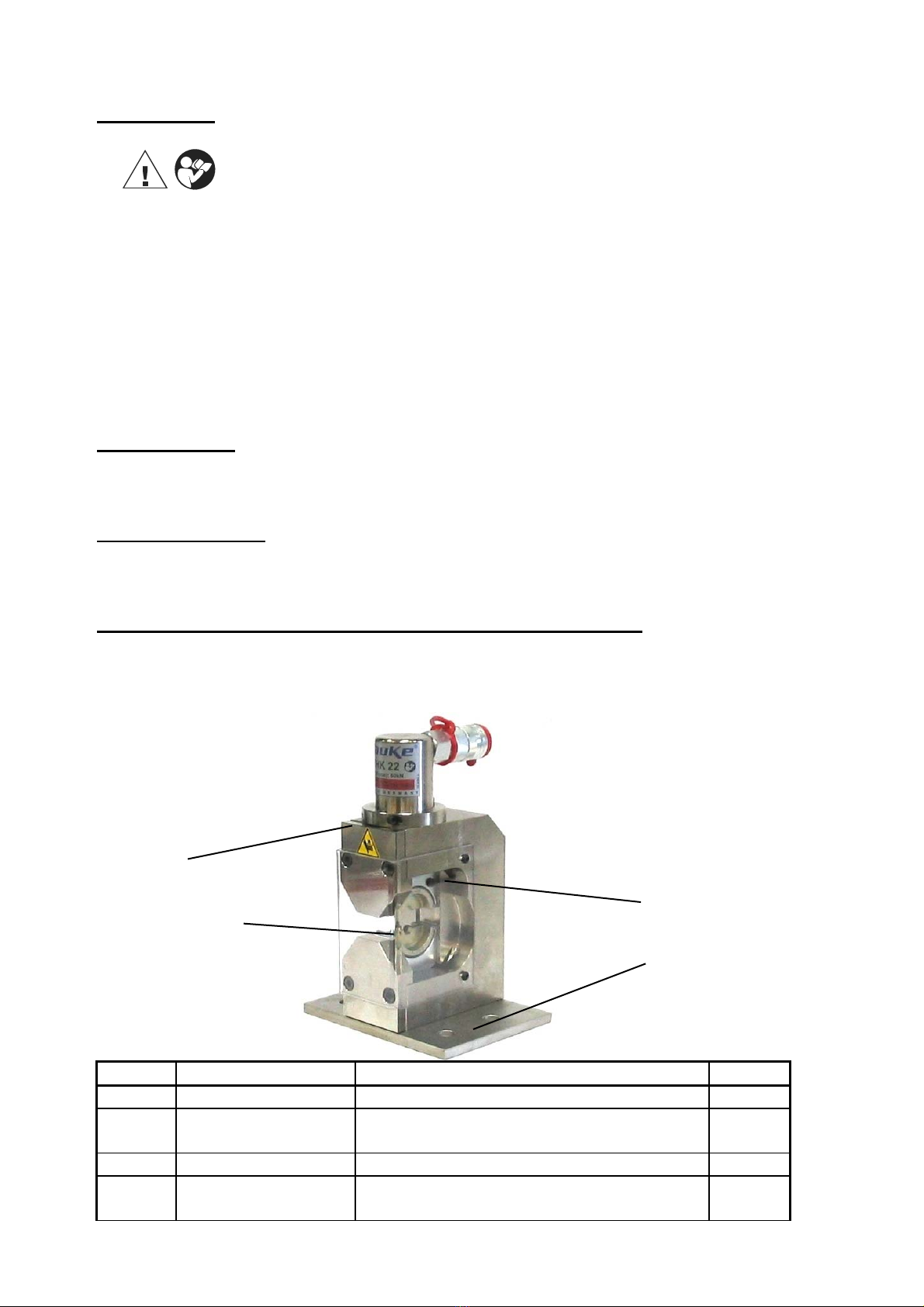
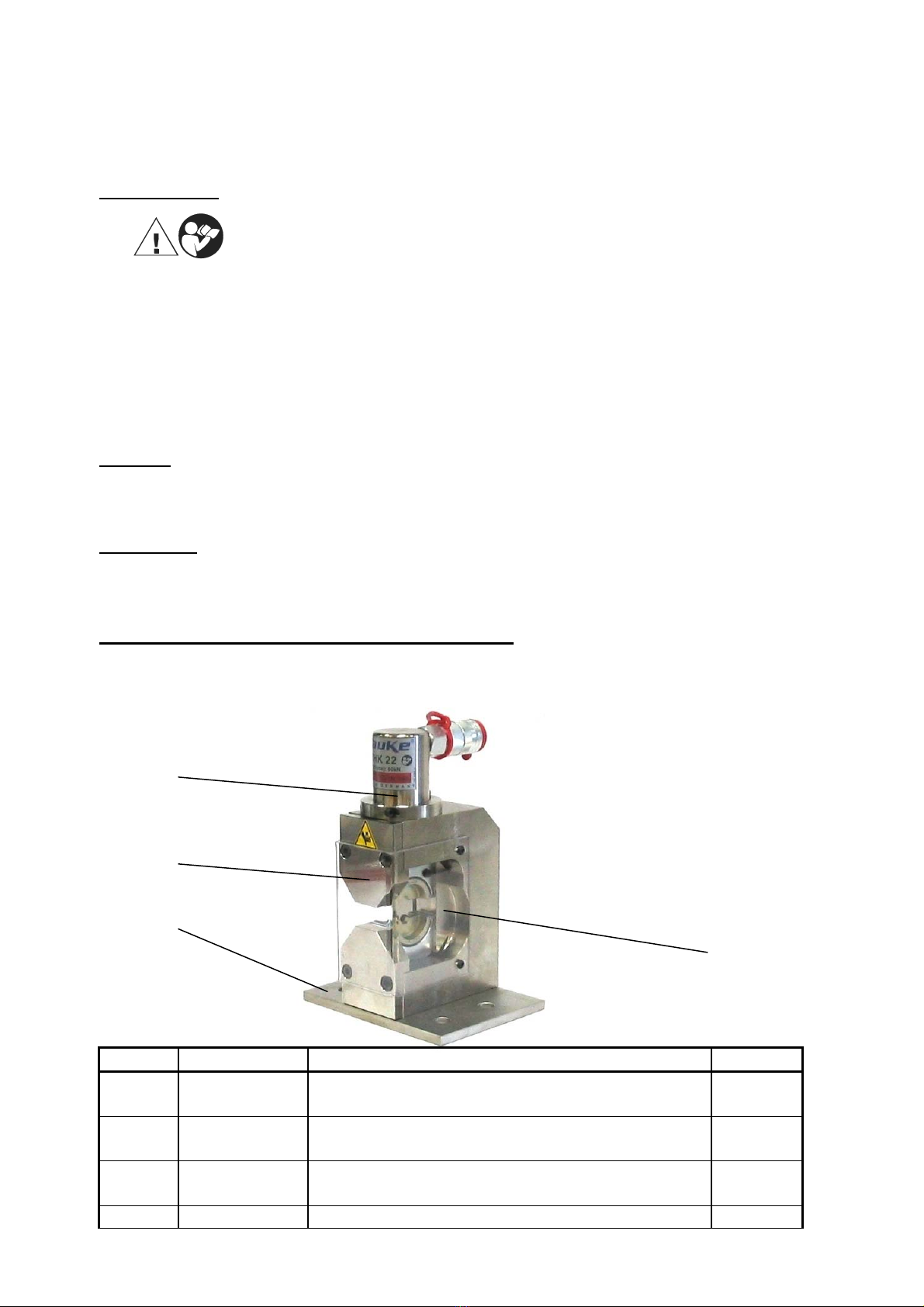
5.2. Erläuterung des Anwendungsbereiches
Unser elektro-hydraulisches Preßgerät vom Typ THK 22 verfügt
über eine große Anzahl verschiedener Werkzeugeinsätze (Pos.-Nr. 2)
zum Verpressen von Cu- und Al-Verbindungsmaterial.
Tabelle 2
Bild3
Preßbereich Verbindungsmaterial
__________________________________________________________________________________________________________________
a 6-300 mm² Rohrkabelschuhe und Verbinder „Normalausführung“
_______________________________________________________________________________________________________________
b 6-240 mm² Preßkabelschuhe und Verbinder DIN 46235/DIN 46267
__________________________________________________________________________________________________________________
c 10-240 mm² Aluminium Kabelschuhe und Verbinder
_______________________________________________________________________________________________________________
d 25-185 mm² Preßverbinder für zugfeste Verbindungen von Aldrey-Seilen
nach DIN 48201, Blatt 6 und Al-Leiter DIN 48201, Blatt 5,
120 - 185 mm²
_______________________________________________________________________________________________________________
e 25/4-120/20 mm² Preßverbinder DIN 48085 Teil 3 für AL-/St-Seile DIN 48204
_______________________________________________________________________________________________________________
f 10-240 sm mm² Runddrückeinsätze für für Al- und Cu-Sektorleiter
35-300 se mm²
__________________________________________________________________________________________________________________
g 10-70 mm² Quetschkabelschuhe DIN 46234,
Stiftkabelschuhe DIN 46230
_______________________________________________________________________________________________________________
h 10-70 mm² Isolierte Quetschkabelschuhe
__________________________________________________________________________________________________________________
i 10-70 mm² Rohrkabelschuhe für feindrähtige Leiter
__________________________________________________________________________________________________________________
j 4-50 mm² C-Abzweigklemmen
__________________________________________________________________________________________________________________
k 10-150 mm² isolierte Rohrkabelschuhe und Verbinder sowie isolierte
Stiftkabelschuhe
__________________________________________________________________________________________________________________
l 2x50-2x70 mm² Doppel-Preßkabelschuhe
__________________________________________________________________________________________________________________
m 10-50 mm² Nickel-Kabelschuhe und Verbinder
__________________________________________________________________________________________________________________
n 10-70 mm² Ovale Preßverbinder DIN 48217 Al + Cu uns Preßendbunde
__________________________________________________________________________________________________________________
o 10-185 mm² Aderendhülsen
__________________________________________________________________________________________________________________
p 2x4-2x16 mm² Zwillingsaderendhülsen
Bitte beachten Sie unbedingt die im Katalog Kapitel 12 angeführten Montagehinweise.
Achtung
Es dürfen nur die in Tab. 2 genannten Verbindungsmaterialien verpreßt werden.
Sollten andere Verbindungsmaterialien verpreßt werden müssen, ist eine Rücksprache mit dem
Werk zwingend erforderlich.
Achtung
Desweiteren dürfen keine unter Spannung stehenden Teile verpreßt werden.
Vor Arbeitsbeginn ist ein spannungsfreier Zustand der zu verpressenden Verbindung
sicherzustellen.