EN
English Operating instructions 4
Contents
1. SEAMTEK W-AT............................................................................................................................................................ 4
1.1 Using this Manual ............................................................................................................................................... 4
2. Overview of Important Safety Instructions .................................................................................................................. 5
2.1 Important Safety Instructions ............................................................................................................................... 5
2.2 Intended Use ...................................................................................................................................................... 6
2.3 Improper Use...................................................................................................................................................... 6
2.4 Welding Vapors................................................................................................................................................... 6
2.4.1 Extraction ............................................................................................................................................... 6
2.5 Operating Modes ................................................................................................................................................ 6
2.6 Specialists and Training....................................................................................................................................... 6
3. Technical Data ............................................................................................................................................................. 7
4. Transport and Commissioning ..................................................................................................................................... 7
4.1 Delivery.............................................................................................................................................................. 7
4.2 Unloading the Machine from the Transport Crate................................................................................................... 7
4.3 Transportation on the Company’s Premises........................................................................................................... 7
4.4 Transportation outside of the Company’s Premises................................................................................................ 8
4.5 Work Environment............................................................................................................................................... 8
4.6 Workplace and Workplace Environment................................................................................................................ 8
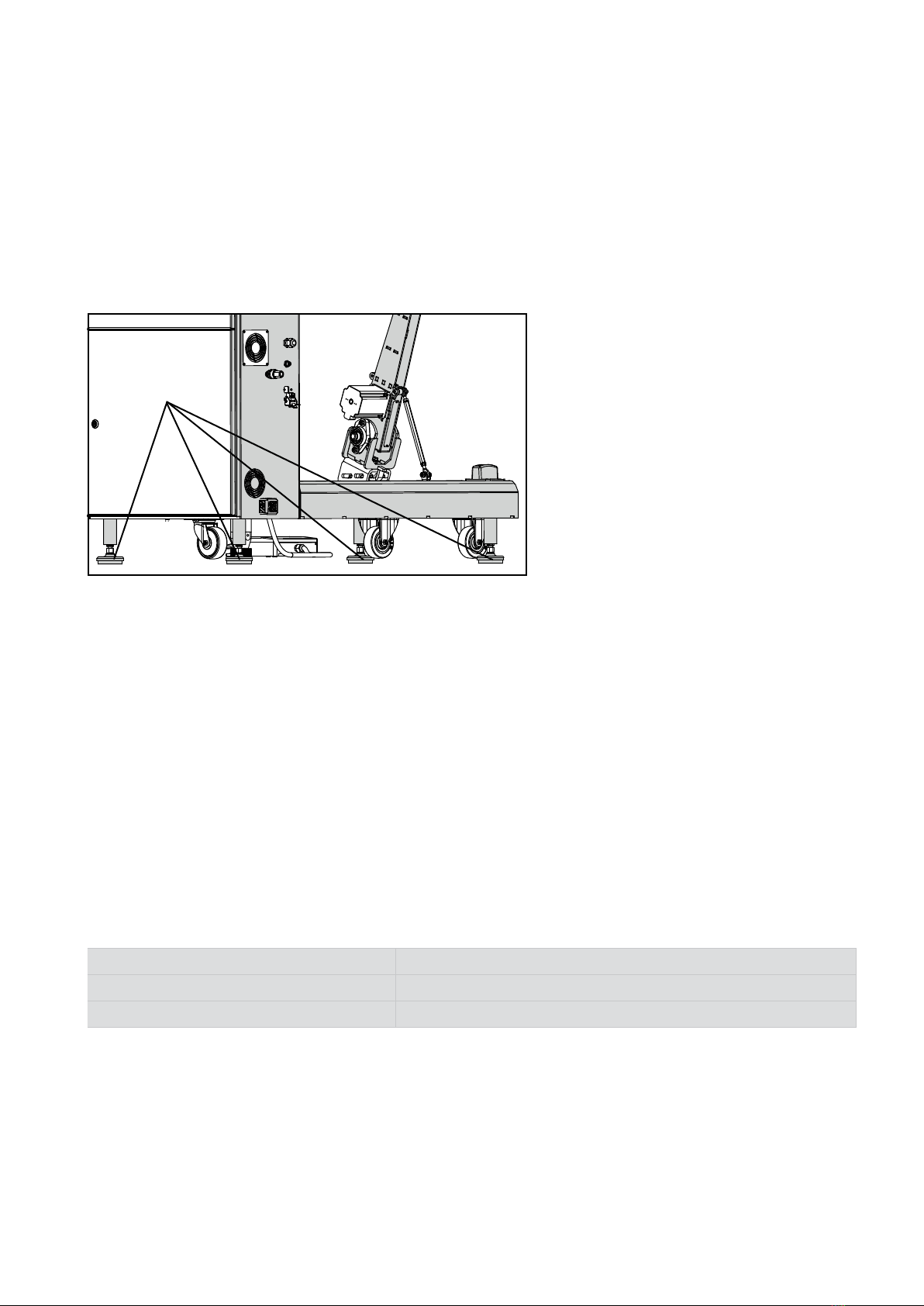
4.7 Securely Positioning the Machine......................................................................................................................... 9
4.8 Commissioning the Machine................................................................................................................................ 9
4.8.1 Power Supply.......................................................................................................................................... 9
5. Your SEAMTEK W-AT.................................................................................................................................................. 10
5.1 Type Plate and Identification .............................................................................................................................. 10
5.2 Scope of Delivery (standard model in transport box) ............................................................................................ 10
6. Overview of Machine Elements ................................................................................................................................. 11
6.1 Front View ........................................................................................................................................................ 11
6.2 Back View ........................................................................................................................................................ 12
6.3 Switch Cabinet.................................................................................................................................................. 12
6.4 Outlets for Accessories...................................................................................................................................... 12
6.5 Optional Accessories......................................................................................................................................... 13
6.5.1 Quickarm.............................................................................................................................................. 13
6.5.2 Tape Delivery System ............................................................................................................................ 13
7. Operation and Operating Elements............................................................................................................................ 13
7.1 Hot-Wedge Holder............................................................................................................................................. 13
7.2 Air Outlet for Switch Cabinet Cooling.................................................................................................................. 14
7.3 Touch Panel Operating Unit................................................................................................................................ 14
7.4 Emergency Stop Button ..................................................................................................................................... 14
7.4.1 Emergency Stop Button Function............................................................................................................ 15
7.5 USB Connection................................................................................................................................................ 15
7.6 Main Switch ..................................................................................................................................................... 15
7.7 Feet ................................................................................................................................................................. 16
7.8 Pedal Unit......................................................................................................................................................... 16
7.9 Changing Welding Arm and Welding Arm Options ............................................................................................... 17
7.9.1 Changing Welding Arm.......................................................................................................................... 17
7.9.2 Pedestal ............................................................................................................................................... 17
7.9.3 Quickarm.............................................................................................................................................. 18
7.10 Transport Rollers............................................................................................................................................... 18
7.10.1 Changing the Transport Rollers............................................................................................................... 19
7.11 Guide Holder..................................................................................................................................................... 20