7Site Preparation Guide
Input Power
• 120V / 1Ph / 15A / 60Hz (table and computer)
• 380-600V / 3Ph / 50-60Hz (Plasma Power Supply specic)
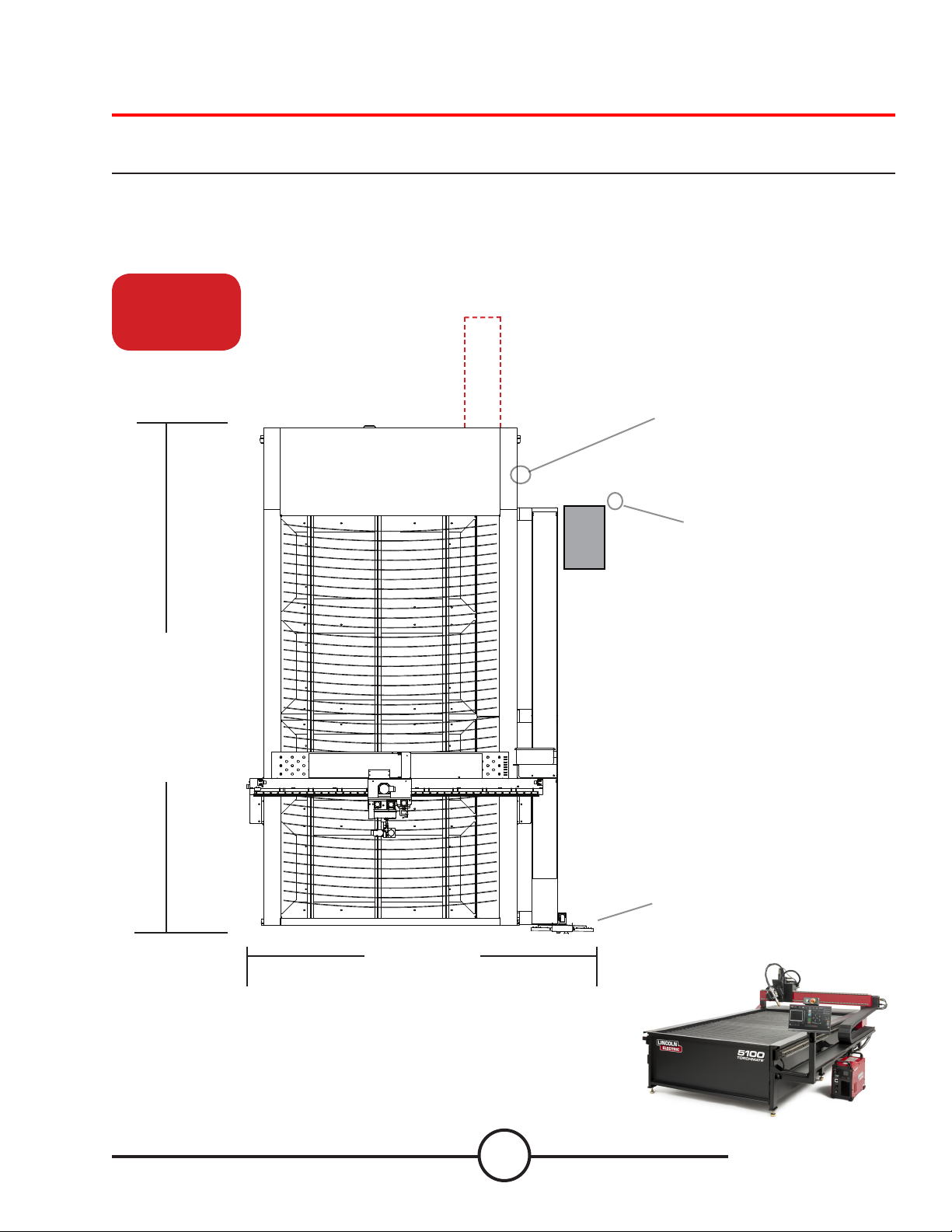
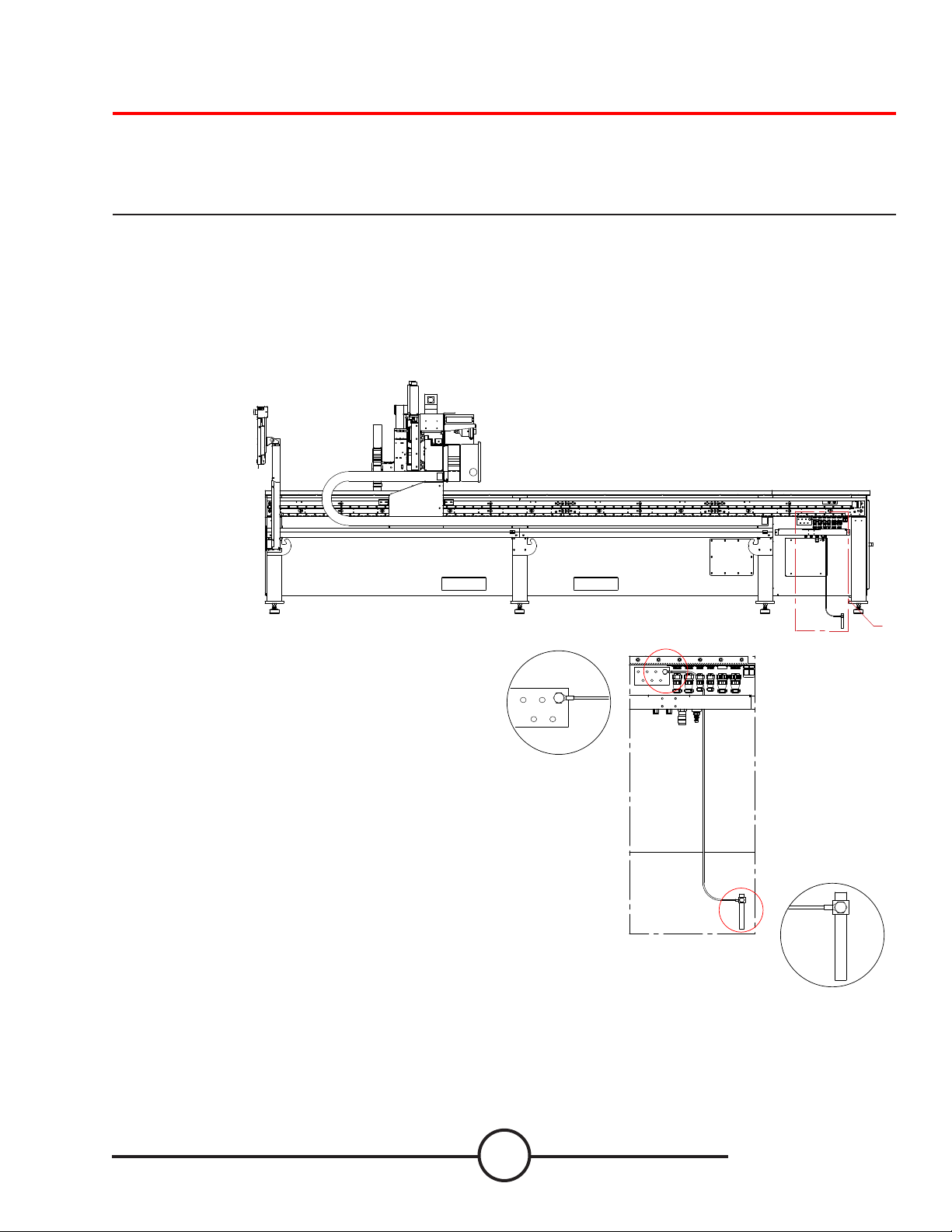
Machine Size
• 60˝ x 120” (1524mm x 3048mm) Cutting Area
• 113.5˝ x 167” (2895.6mm x 4241.8mm) Footprint
Traverse Speed
• 1,500 ipm (0.635 mps)
Cut Speed
• Up to 1500 ipm
Plate Capacity
• Holds Up To 4” (102mm) 5’x10’ (1524mm x 3048mm) Mild Steel
Weight
• 6,600 lbs
Operating Temperature
• 32-104° Fahrenheit (0-40° Celsius)
Motors
• Servo Motors Fitted with Rotary Glass Encoders
Drive System
• Helical Gear Rack and Hardened Pinion with Lubrication
System
Linear Guidance
• Prole Linear Rail
Acceleration Rate
• 0.08g (0.06g Bevel)
Deceleration Rate
• 0.08g (0.06g Bevel)
Input Pneumatics
• Minimum 115PSI Supply Pressure
• Volume - 7 SCFM (420 SCFH) @ 90PSI
Height Control
• Ohmic Sensing
• Automatic Torch Height Control
• 6.75” Z-axis Travel
Bevel Capabilities
• +/-45° Rotation (dependent on material thickness and power
supply conguration)
Software
• Easy-To-Use Lincoln Electric User Interface
• CAM with Irregular Part Nesting
• Popular Shape Library
Fume Extraction (Optional Accessory)
• 61,801 ft3/hr or 1,750 m3/hr minimum
• Automatic Filter Cleaning, Pressure Controlled
Downdraft Conguration
• Multiple Zones Controlled By Motion Controller
Safety
• Dual-Channel Safety System Supporting Emergency Stop
Switch
• Safety System Extended To External Peripherals
• External Drive Power On Switch
Warranty
• *1 Year Warranty
TORCHMATE 5100 CNC PLASMA SYSTEMS FlexCut 125 FlexCut 200 Spirit ii 275 Spirit ii 400
PRODUCTION CUTTING CAPACITY
Mild Steel 1” (25mm) 1.25” 1.5” (38mm) 2” (50mm)
Stainless Steel 3/4”(20mm) 3/4”(20mm) 1” (25mm) 1.5” (38mm)
Aluminum 5/8”(16mm) 3/4”(20mm) 3/4” (20mm) 1.5” (38mm)
CUTTING SPEED @ RATED OUTPUT CURRENT
1/4” MS 210 ipm @125A 200 ipm @200A 230 ipm @200A 230 ipm @ 200A
1/2” MS 88 ipm @125A 110 ipm @200A 125 ipm @ 275A 160 ipm @ 400A
1” MS 32 ipm @125A 40 ipm @200A 65 ipm @275A 85 ipm @ 400A
PROCESS AMPS 20A - 125A 15A - 200A 30A - 275A 30A - 400A
CUTTING GAS
Mild Steel Air / Air Air / Air Oxygen / Air Oxygen / Air Oxygen / Oxygen
Stainless Steel Air / Air Nitrogen Air / Air Nitrogen Air / Air - Nitrogen H17 / Nitrogen Nitrogen / Air
Aluminum Air / Air Air / Air Air / Nitrogen Nitrogen Air
INPUT VOLTAGE 380/400/415V3Ph50/60Hz 380/460/575V3Ph50/60Hz 380V 3Ph 50/60Hz | 400V 3Ph 50/60 Hz
460V 3Ph 50/60Hz 400V3Ph 50Hz (CE) 415V 3Ph 50/60Hz | 440V 3Ph 50/60Hz
575V 3Ph 50/60Hz 480V 3Ph 50/60Hz | 600V 3Ph 50/60 Hz
Table Specications