8
DEUTSCH • Betriebsanleitung
Die Vorrichtung PT40 dient zur Erleichterung der Radeinspannung und der Demontage
bzw. Montage des Reifens von der bzw. auf die Felge.
Dieses Verfahren wurde von Sice entwickelt, um den Facharbeitern der Branche korrekte
Vorgaben für die Arbeit an Niederquerschnittsreifen oder sonstigen Reifen, bei denen
die außergewöhnliche Härte der Seitenwände die Montage bzw. Demontage wesentlich
erschwert, bereitzustellen.
PT40 erleichtert nicht nur die verschiedenen Arbeitsphasen, in denen eine höhere
Kraftanstrengung von Seiten des Bedieners erforderlich ist, sondern trägt auch dazu bei,
die Risiken einer Schädigung des Reifens zu begrenzen.
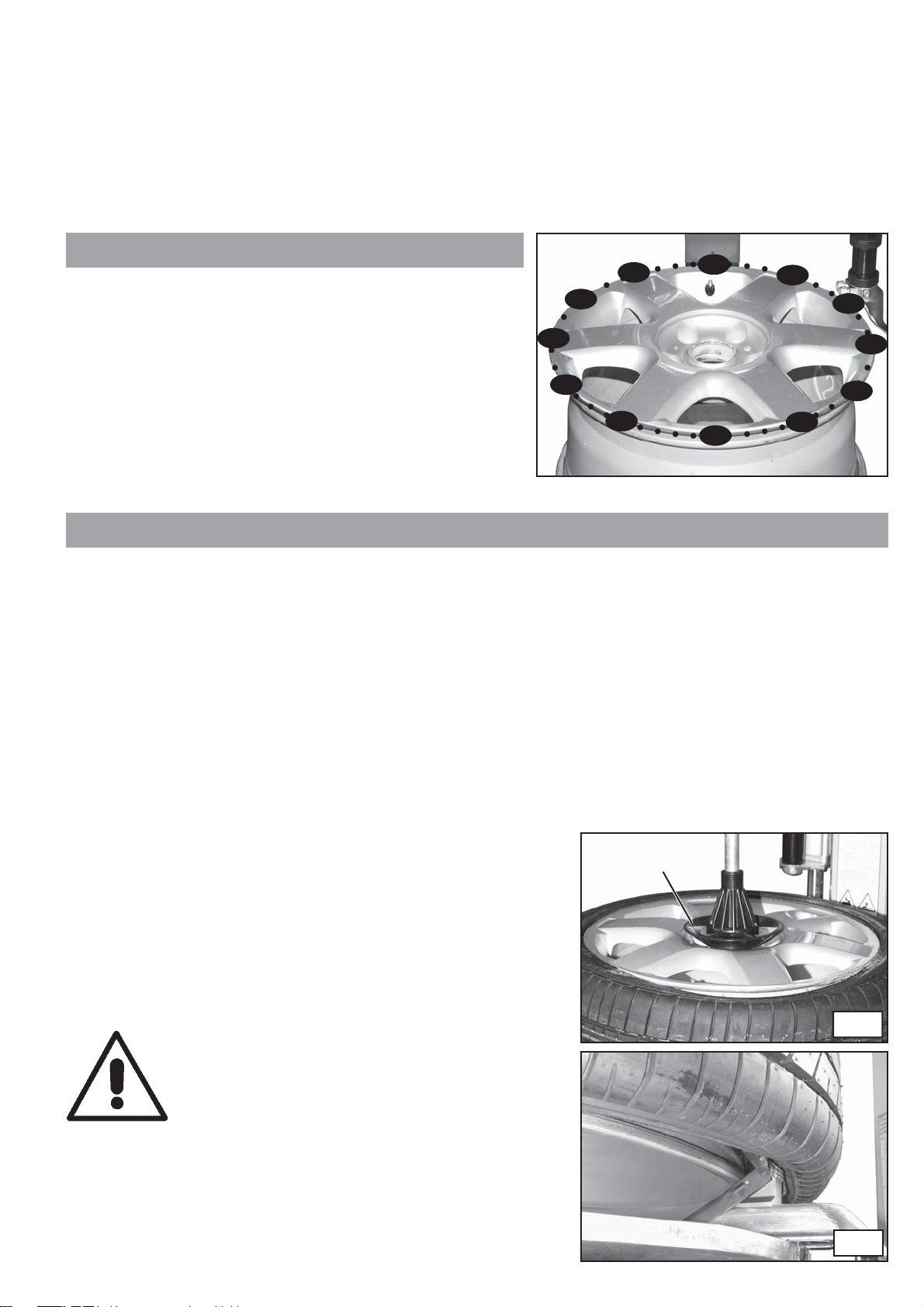
Die Stellen mit dem größten Risiko einer Schädigung während der Arbeitsphasen sind die
so genannten Zugstellen, an denen im Verlauf der Montage bzw. Demontage der Reifen
am Felgenrand sehr starken Zugbelastungen ausgesetzt ist.
Die Abb. D1 und D2 zeigen die Bereiche, an denen während der Demontage (D1) bzw.
Montage (D2) die größten Beschädigungsrisiken auftreten.
ACHTUNG!
Für die Nutzung der Vorrichtung PT40 ist es UNABDINGBAR,
dass die Reifenmontiermaschine korrekt am Boden befestigt
ist.
'%"2!5#(
D/1
D/2
7.1
VORBEREITENDE KONTROLLEN
Die Arbeitssicherheitsvorschriften beachten. Alle Arbeitskräfte müssen über geeignete Arbeitskleidung, Schutzhandschuhe, Sicherheitsschuhe usw. verfügen.
Reifen und Felge müssen sorgfältig gesäubert werden. Die Teile richtig identifizieren: sowohl die Felge als auch den Reifen.
Auf den Felgen sind ihre Kenndaten wie Durchmesser, Breite, Anzahl Humps usw. gedruckt.
Z.B. besitzt die Angabe 7.5Jx16H2 folgende Bedeutung:
7.5 gibt die Nennbreite der Felge an.
J ist das Maß des Flansches.
16 ist der Nenndurchmesser der Felge.
H2 gibt an, dass zwei Höcker oder Humps vorhanden sind.
Auf dem Reifen ist eine beträchtliche Menge an Informationen wie Abmessungen, Typ und Baujahr aufgedruckt.
Beispiel: Reifen 205/45 R16 91V
205 gibt die Reifenbreite an, d.h. den Abstand zwischen den Seitenwänden in Millimetern.
45 gibt das Verhältnis (in Prozent) zwischen Reifenquerschnittshöhe und Reifenquerschnittsbreite
an.
Rsteht für „radial“.
16 gibt den Felgendurchmesser in Zoll an.
91 ist die Kennzahl für die Reifentragfähigkeit.
Vist der Kennbuchstabe, der die zulässige Höchstgeschwindigkeit angibt (T: 190 km/h, H: 210 km/h usw.).
ACHTUNG: Es ist strengstens verboten, Reifen auf Felgen mit einem anderen Felgendurchmesser zu montieren.
Es ist ebenfalls verboten, Reifen mit anderen Abmessungen als denen zu montieren, die der Hersteller des Fahrzeugs im Fahrzeugschein angegeben hat.
Es ist verboten, Reifen zu montieren, deren Reifenverschleißanzeige (TWI Tread Wear Indicator) anzeigt, dass das Profil zu stark abgefahren ist.
Im Hinblick auf die Breite die speziellen Tabellen zu Rate ziehen.
Überprüfen, ob:
- die Felge oder der Reifen sichtbare Schäden (Einschnitte, Beulen, Risse usw.) aufweist. Im Falle von Schäden die Teile austauschen.