ROLLERS – ADJUSTMENT/INSPECTION5
Adjustment
Important – knob unscrewed
The knob should be un-
screwed to its end position.
Undo the lock-nuts
Rough adjustment
Rotate the blade by hand
and tighten the adjustment
screws until the rollers rotate
Fine adjustment
Fine-tune the adjustment to
a position where you can
easily stop the rotation of
the rollers using your thumb
(lower picture).
Tighten the lock-nuts –
final check
Tighten the lock-nuts firmly
and carry out a final check of
the adjustments.
Tighten the knob
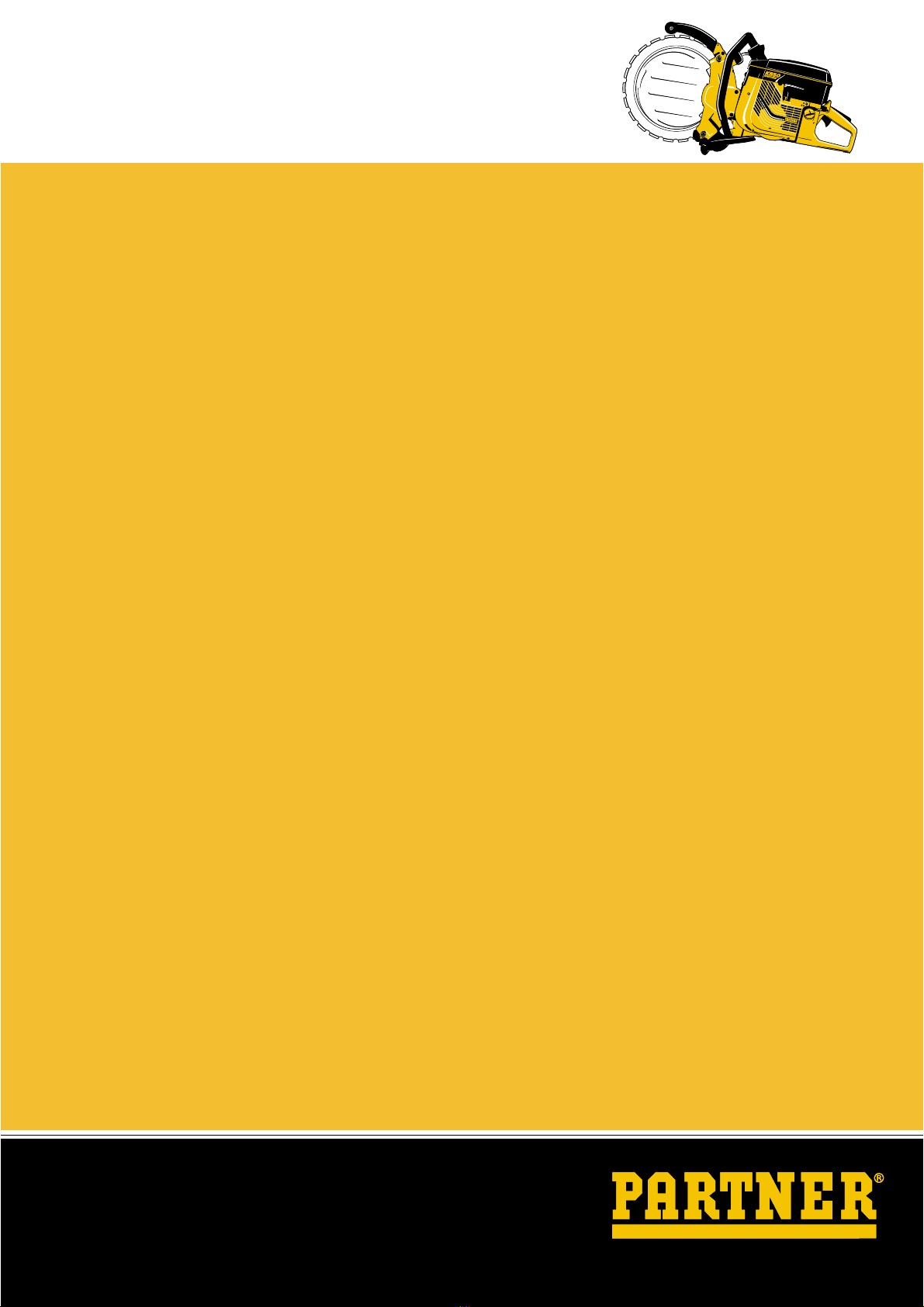
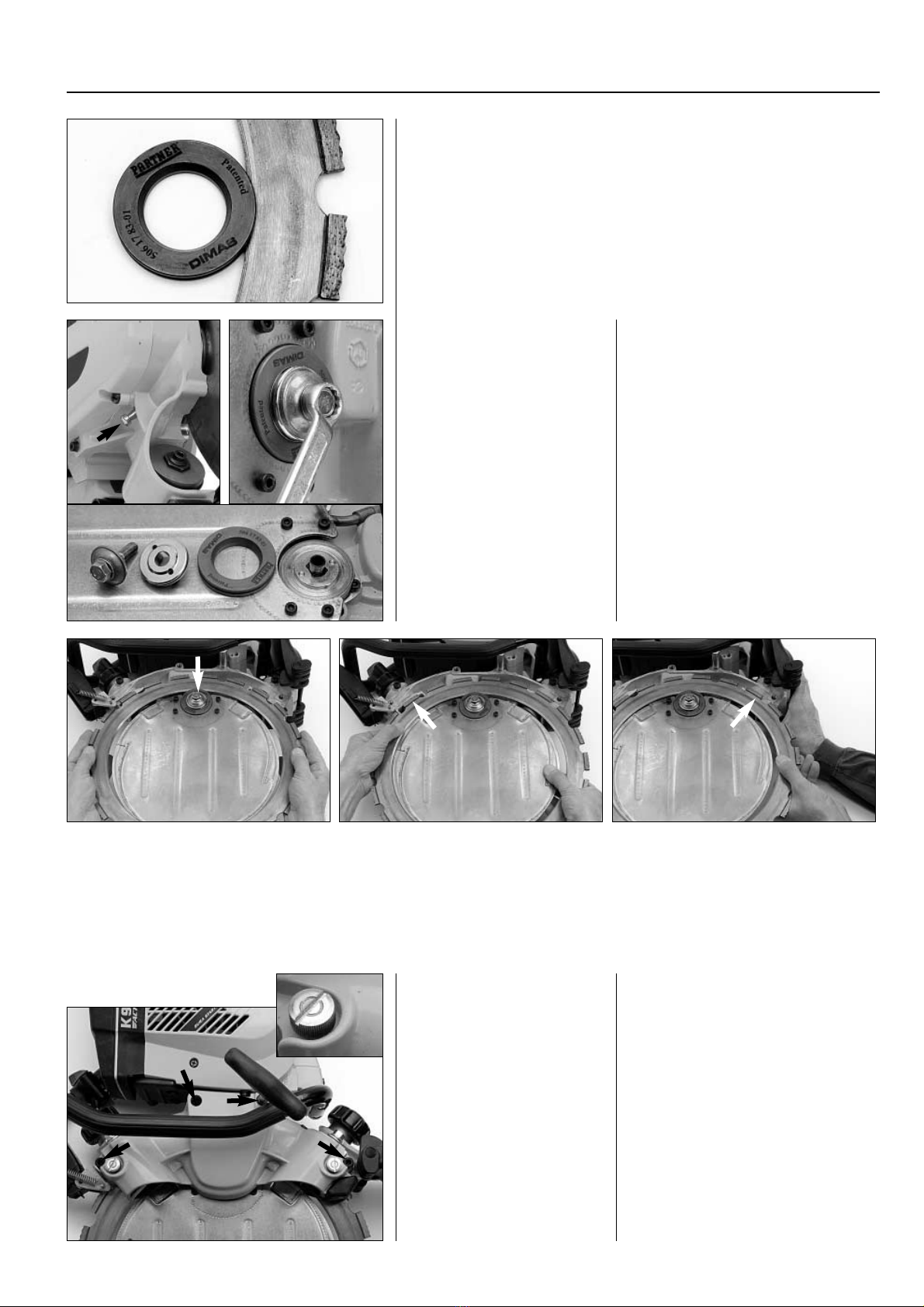
Adjustment
Important – knob unscrewed
Roller adjustment should always be
performed with the knob unscrewed
to its end position. Undo the lock-
nuts.
The best adjustment check is obtai-
ned if the lock-nuts are tightened
somewhat before adjustment is
carried out.
Rough adjustment
Rotate the blade by hand and tighten
the adjustment screws until the rol-
lers rotate.
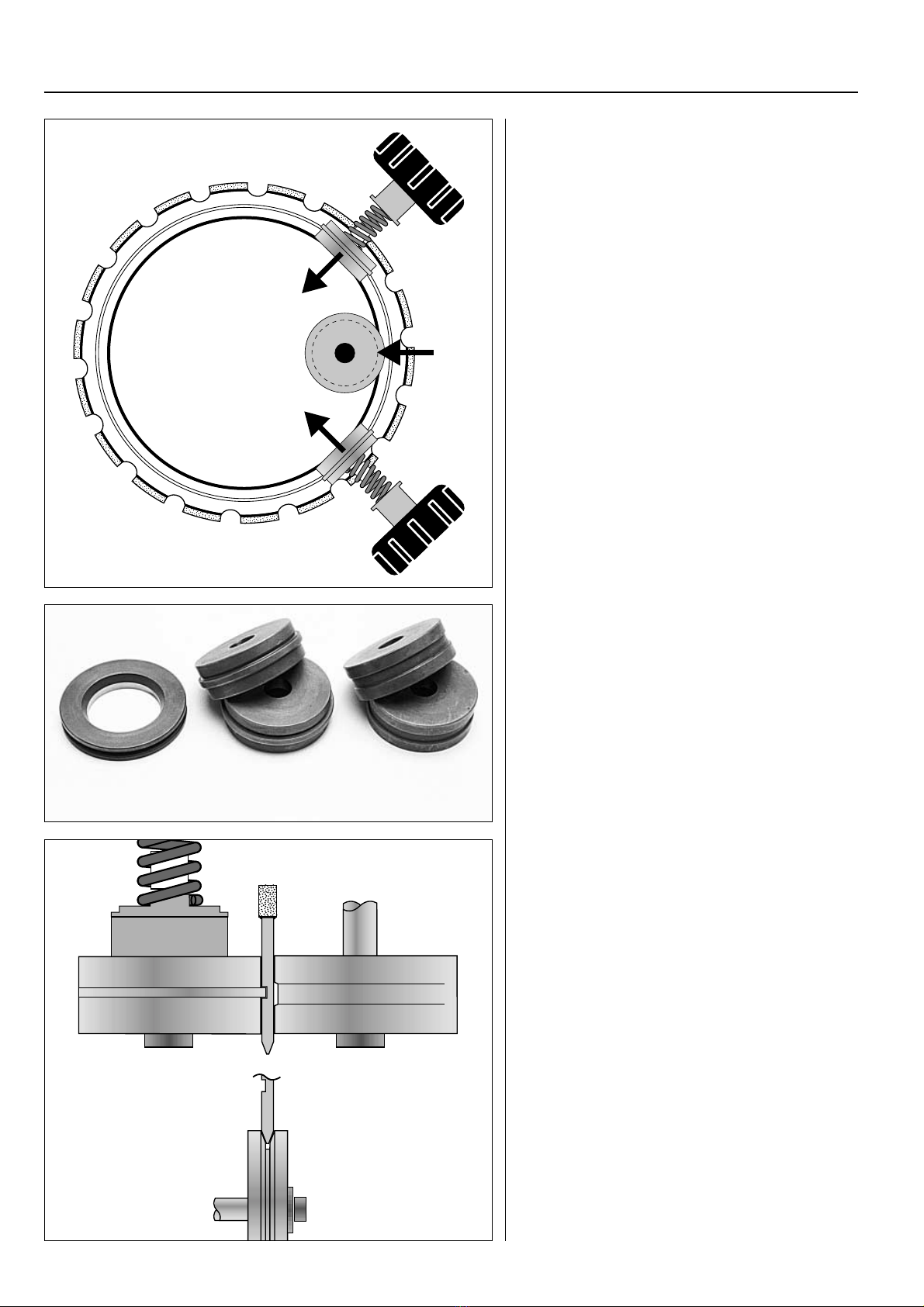
Fine adjustment
Fine-tune the adjustment to a posi-
tion where you can easily stop the
rotation of the rollers using your
thumb (lower picture).
Tighten the lock-nuts – final check
Tighten the lock-nuts firmly and carry
out a final check of the adjustments.
Tighten the knob
End by tightening the knob that ten-
sions the blade against the drive disc.
Correct adjustment
Correctly adjusted rollers are very important to
the machine’s function and in order to reduce
wear.
Correct adjustment means that the rollers
should be in uniform contact with the blade
without any play or clearance.
If the rollers fit too tightly, the result is in-
creased wear and blade deformation, which
can even lead to blade breakage.
If the rollers are not fitted tightly enough,
the blade is not guided properly, which in the
worst-case scenario can lead to the blade jum-
ping out of its groove.
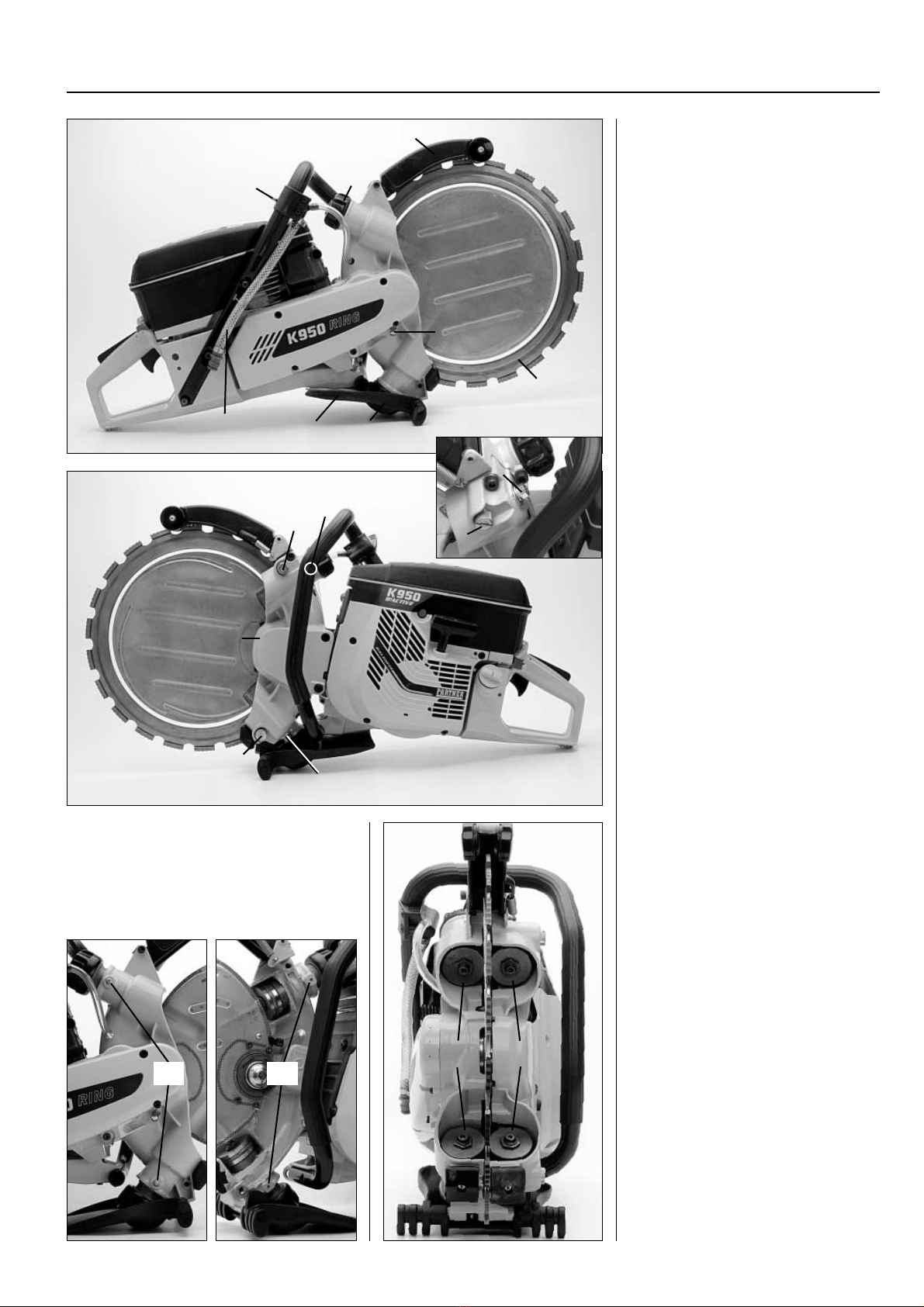
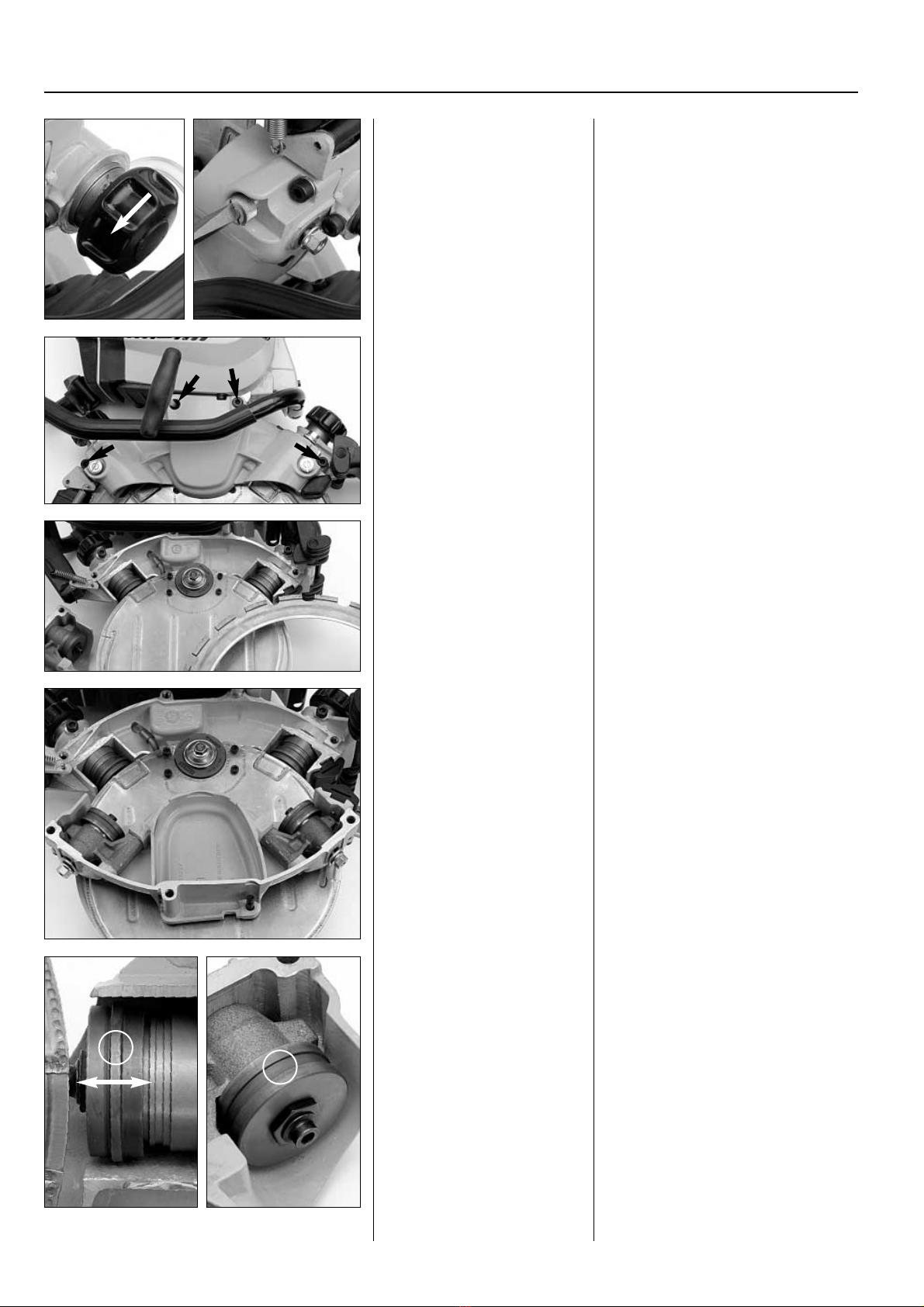
Function
The support rollers are fitted on levers in the
support roller shroud. The adjustment screws
(A) are used to alter the position of the lever.
The lock-nuts (B) lock the lever in position.
6
The rollers must always be adjusted when:
– switching to a new blade
– switching to another used blade
– replacing engagement or support rollers
Always check adjustment when the support roller shroud has
been removed and refitted.
A
A
A
AB
B
B
Inspection
At least once during the
blade’s lifetime
This check is carried out in
the same way as described
above.
Do not forget that the
knob must be unscrewed to
its end position when perfor-
ming the check!
Inspection
At least once during the blade’s
lifetime
This check is carried out in the same
way as described above.
Do not forget that the knob must
be unscrewed to its end position
when performing the check! If the
pressure is incorrect, undo the lock-
nut and adjust properly. Tighten the
lock-nut securely, carry out a final
check and end by tightening the
knob to its end position.