6
For Instructional Videos:
https://www.youtube.com/c/Prospotwelding All Info Copyright © Pro Spot International Inc.
3.0 BEFORE USING THIS DEVICE
PR-5 die kits are fully compatible with the PR-8
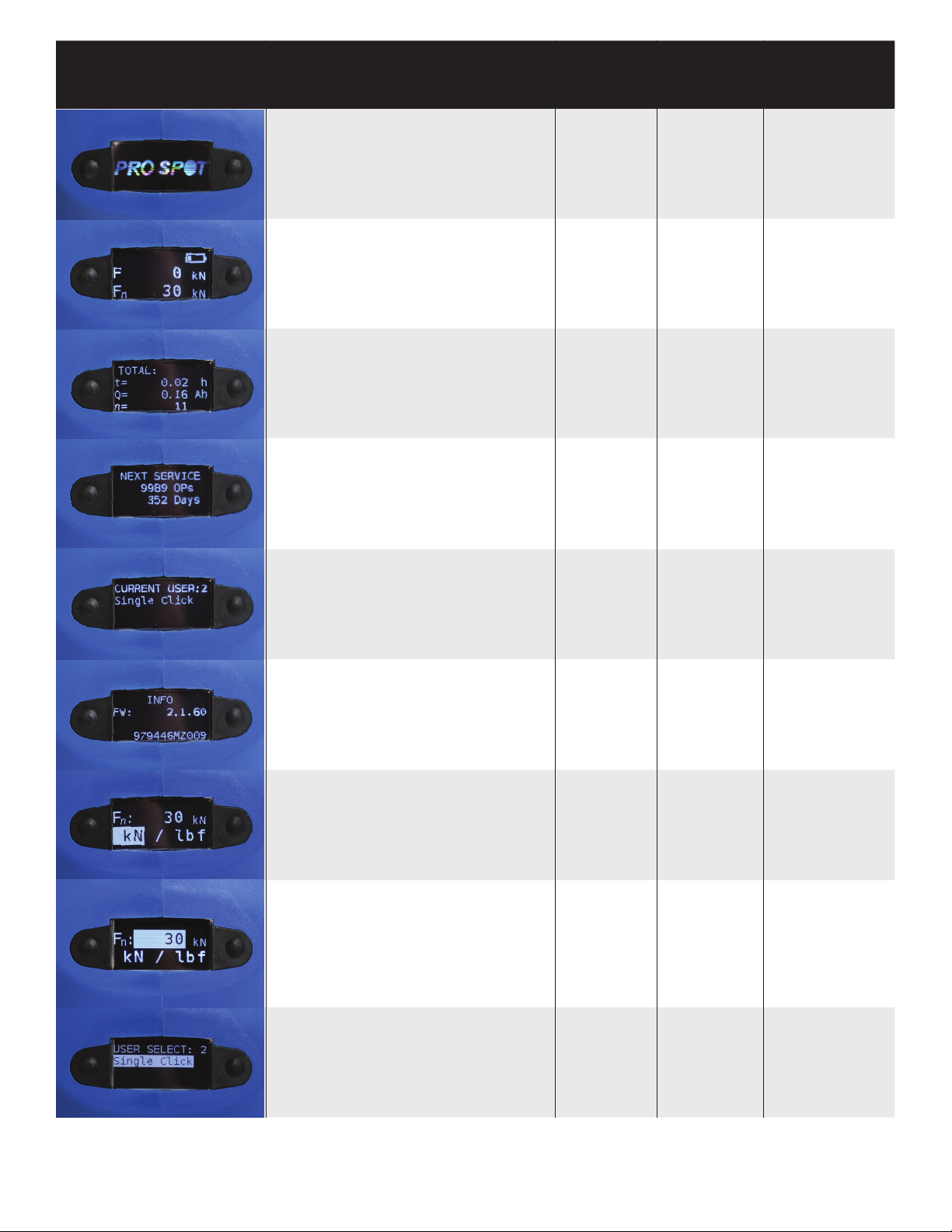
• The Rivet Gun will beep three times and ash the LED three times when the battery reaches a low voltage
threshold.Lowvoltageconditionisapproximately16.7Volts.
• Eachbatterycanchargeanddischargeforapproximately600cycles.After600cycles,thebatterywill
need to be replaced. When you notice the life of each battery charged gets shorter, this is a good
indication that the battery needs replacement. Do not discharge the battery completely, it will
damage the battery.
• If the rivet gun will not be used for a long period of time, the battery should be removed. Every couple
of months, the batteries should be fully charged without interruption. If the rivet gun will not be used
forextendedperiodsoftime,thebatteriesshouldbechargedto80%atthetimeofstorage.
• Donotburnabatteryinanysituation,possibleexplosionandpersonalinjurymayoccur.
• ThePR-8CordlessRivetSystemandallofitscomponentsshouldneverbeexposedtorainorextremely
humidenvironments.Exposinganypartoftheelectricalsystemwillincreasetheriskofelectricalshock.
• Do not disassemble the rivet gun, the batteries or the charger. If any issues occur during usage, you
should contact your distributor or Pro Spot Headquarters for authorized repairs.
• Check if there are any visible breaks, missing components, adjustment issues or any other issues which
will cause a safety problem or prevent operation. Any issues found must be resolved before the riveter
is to be used.
• The stop screws in the arm are used to prevent the arm from being removed during operation. Verify
that the stop screws are tight before use. The stop screws should only be removed when changing to a
different sized arm.
• The rivet gun should be free of grease and dirt, especially on the handle and trigger to prevent it from
slipping out of your hand during use.
• When changing Dies, remove battery to prevent pinching.
Before using the PR-8 Cordless Rivet System, perform a visual check of the charger, the batteries and the entire
rivet gun along with the arms, punches and dies. This visual inspection should be done before each use. Verify that
the connection for the battery is good. Check all components carefully in order to guarantee safety.
3.1 Battery Charging
3.2 Device Operation
ExtensionDies
When using the PRR-80kN-240 ARM, the best
choiceofExtensionDieisthePRR-EXT-65.
This places the mating point for the die contact
at the Center Line of the arm gap. The lowest
angular deviation will occur at this position.