Instructions manual KM 775 - 785
1Introduction:........................................................................................................ 1
1.1 Purpose of the operating manual:.................................................................. 1
1.2 Presentation:.................................................................................................. 1
1.3 Reference standards:..................................................................................... 1
1.4 General warnings and recommendations:...................................................... 1
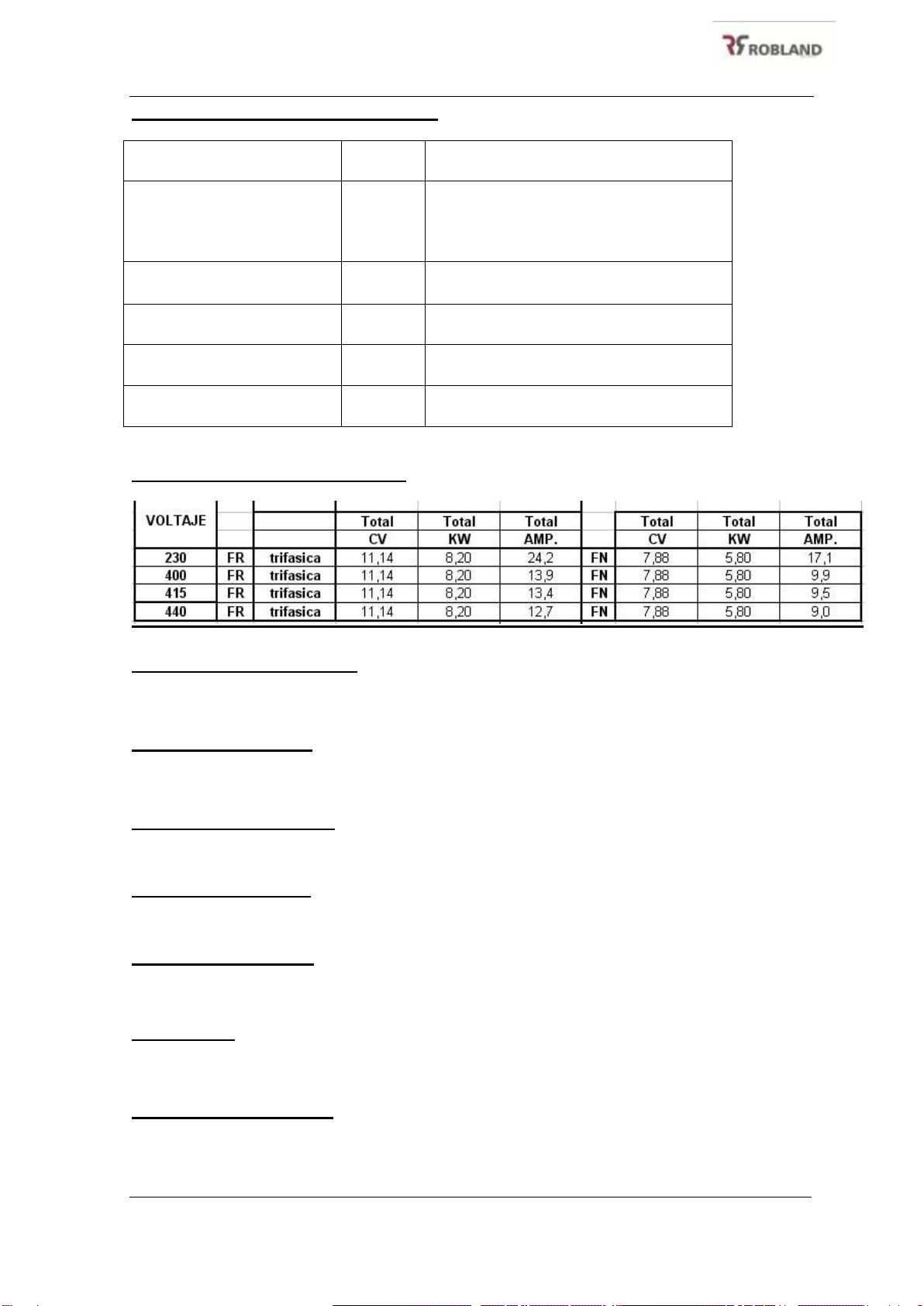
1.5 Technical specifications:................................................................................ 2
2MACHINE Installation: ........................................................................................ 3
2.1 General safety rules at the KM 775 edge banding machine installation:........ 3
2.2 Limits of use:.................................................................................................. 3
2.3 Machine movement and sitting: ..................................................................... 4
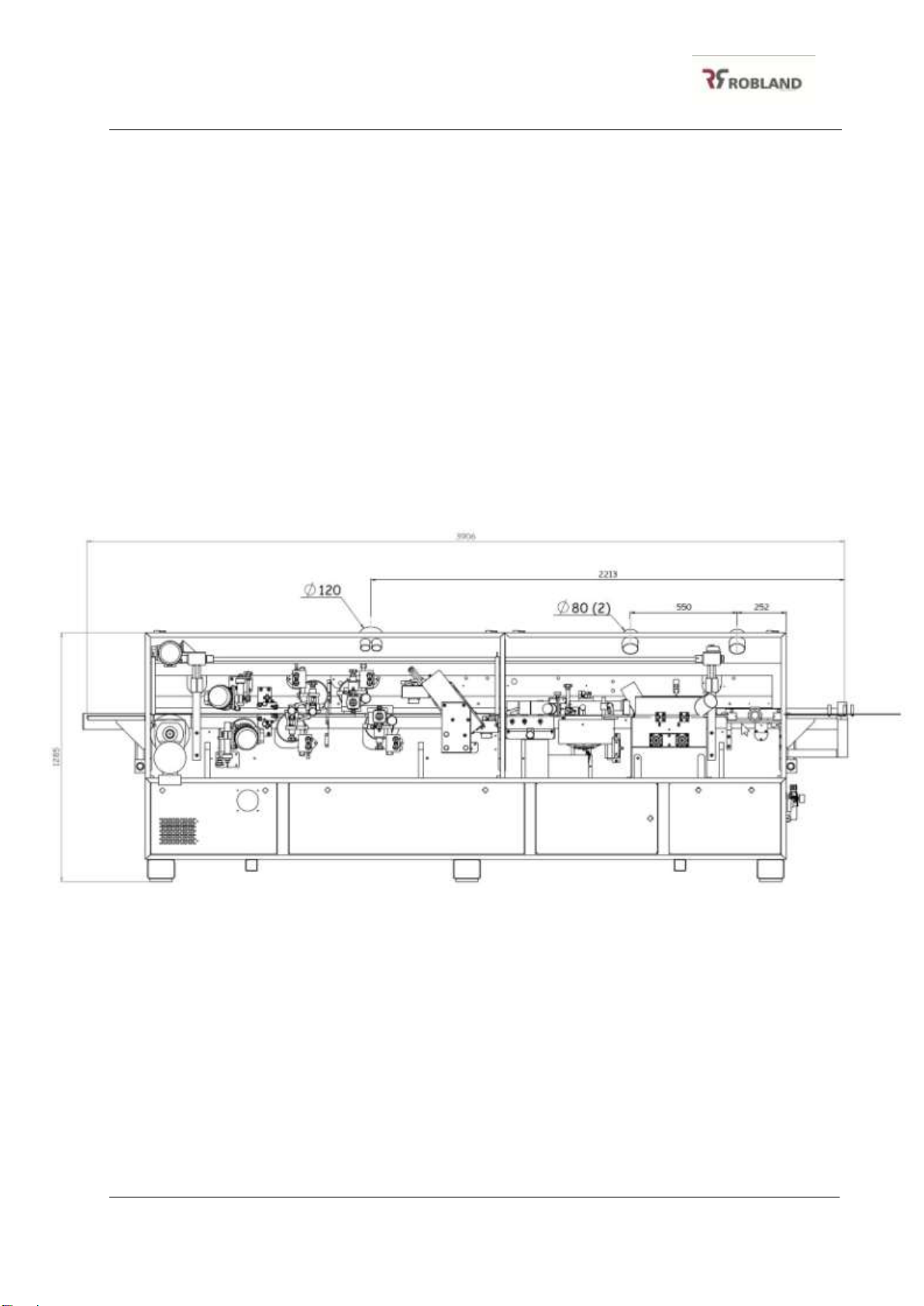
2.4 Dimensions and safety zones: ....................................................................... 5
2.5 Electrical installation:...................................................................................... 5
2.6 Pneumatic installation:................................................................................... 7
2.7 Fitting the roll-holder tray: .............................................................................. 7
2.8 Fitting the apron:............................................................................................ 8
3Setting up and starting the machine:................................................................ 8
3.1 Control devices on the button panel:.............................................................. 8
3.2 Start-up and stop the machine....................................................................... 9
3.3 Adjusting presser height:................................................................................ 9
3.4 Loading and regulating the band in roll form:................................................. 9
3.5 Regulating surplus strip:............................................................................... 10
4Working stations:.............................................................................................. 11
4.1 PREMILLING STATION PF-12.................................................................... 11
4.1.1 Depth regulation of the pre-trimming:.................................................... 11
4.1.2 Adjusting the motor’s premilling: ........................................................... 11
4.1.3 Adjustment of the first motor:................................................................ 11
4.1.4 Adjustment of the second motor: .......................................................... 11
5Working stations:.............................................................................................. 12
5.1 Glue pot station:........................................................................................... 12
5.1.1 Dispensing glue: ................................................................................... 12
5.1.2 Glue level in the tank: ........................................................................... 12
5.1.3 Setting up for correct gluing:................................................................. 13
5.1.4 Replacing heating resistances:............................................................. 13
5.1.5 Security:................................................................................................ 15
5.2 Roller base:.................................................................................................. 15
5.2.1 Security:................................................................................................ 16
5.3 V-7 end trimming station:............................................................................. 16
5.3.1 Pneumatic regulation:........................................................................... 16
5.3.2 Security................................................................................................. 17
5.3.3 Safety systems:..................................................................................... 17
5.3.4 Working limits:....................................................................................... 18
5.3.5 Mechanical regulation:.......................................................................... 18
5.3.6 Replacing the end trimmer discs:.......................................................... 18
5.4 Trimming station JC-5:................................................................................. 19
5.4.1 Adjustment with flat cutters:.................................................................. 19