2)
Montage der Arbeitsplatte
Die Arbeitsplatte kann entweder fest auf das Untergestell geschraubt werden oder mit
Hilfe der Gummipuffer so auf das Untergestell aufgelegt werden, dass die Arbeitsplatte
einerseits leicht gegen eine andere Platte getauscht werden kann und diese andererseits
ausreichend fest für gängige Arbeiten befestigt ist. Es bietet sich an, die Arbeitsplatte
zunächst mit den Gummipuffern zu fixieren und wenn nötig (z.B. als Transportsicherung)
diese zusätzlich mit den Innensechskantschrauben zu befestigen.
Um die Platte mit den Gummipuffern auf dem Untergestell zu fixieren, gehen Sie bitte
wie folgt vor (dieser Schritt ist nur beim ersten Gebrauch notwendig):
Legen Sie die Nutensteine (M6) in die Profilnuten der langen Profilseiten ein und
positionieren Sie diese so, dass diese mit der Nut-Mitte der kurzen Profilseiten
fluchten (die korrekte Position für die Bohrungsmitte des Nutensteins ist 22,5 mm
(halbe Profilbreite) von der Außenkante des Tischuntergestells.
Drehen Sie die Gummipuffer einige Umdrehungen in die Nutensteine ein. Korrigieren Sie ggf.
die Lage (Gummipuffer fluchtet mit der Profilnut der kurzen Seite) und ziehen Sie die
Gummipuffer von Hand fest an.
Beachten Sie bitte, dass der Abstand von ca. 3 mm zwischen der Unterseite des Gummipuffers
und der Oberseite des Aluprofils beabsichtigt ist.
Legen Sie die Arbeitsplatte auf das Untergestell. Wenn sich die Platte nicht bis auf das
Aluminiumprofil drücken lässt, korrigieren Sie die Lage eines oder mehrerer
Gummipuffer.
Die korrekte Position der Arbeitsplatte auf dem Untergestell ergibt sich, wenn zwischen
dem äußeren Rand des Untergestell-Rahmens und der Außenkante der Platte umlaufend
ein Abstand von einem Millimeter besteht.
Jetzt können Sie die Vario-Bench Arbeitsplatte oder andere Platten mit identischen
Befestigungsbohrungen einfach austauschen.
Alternativ können Sie die Arbeitsplatte auch erst so auf dem Untergestell positionieren,
dass zwischen dem äußeren Rand des Untergestell-Rahmens und der Außenkante der
Platte umlaufend ein Abstand von einem Millimeter besteht und die Gummipuffer von
oben, d.h. durch die Platte in die Nutensteine leicht mit den Fingerspitzen einschrauben.
Anschließend die Platte wieder abnehmen und die Gummipuffer endgültig festschrauben.
Um die Platte mit den Innensechskantschrauben zu befestigen, gehen Sie wie folgt
vor:
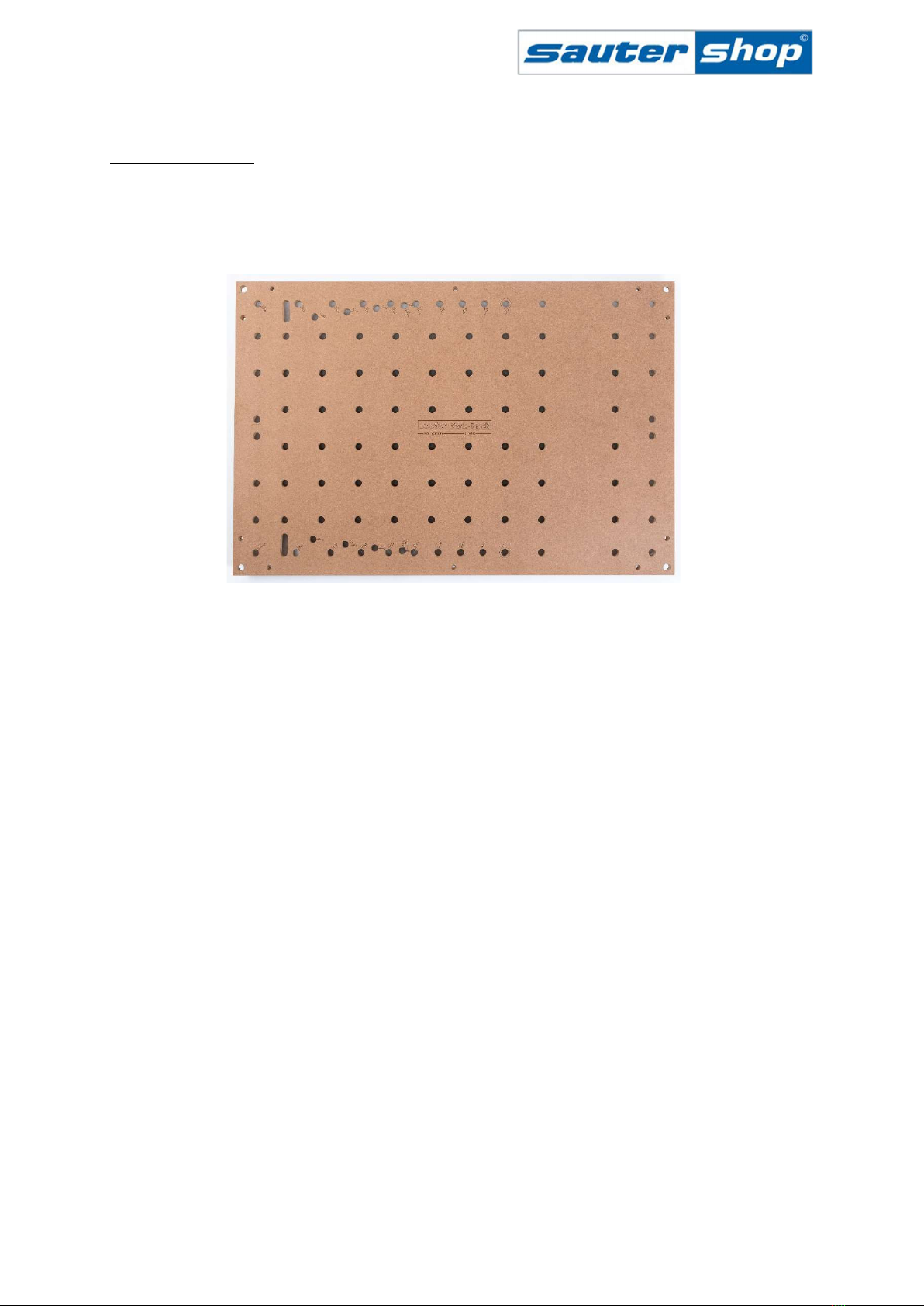
Legen Sie die Nutensteine (M6) in die Profilnuten ein
und positionieren Sie diese grob passend zu den
Bohrungen – siehe Foto. Die korrekte Position für die
Bohrungsmitte des Nutensteins ist 101 mm von der
Außenkante des Tischuntergestells.