Remove model bubbles and detail the oral anatomy
with a laboratory knife. Fill holes in the model with a
quick-setting stone.
When referencing the model to the platform, make
sure the base of the model is reduced at, parallel
to the occlusal surface. In some cases, the base is
removed creating a at horseshoe model to eliminate
excessive material thinning.
No undercuts under the model base should be
present. This will prevent material from forming
beneath the model base causing potential air leaks
and poor material forming. For some materials, a
liquid separating foil is applied to allow for easy
removal of the formed material.
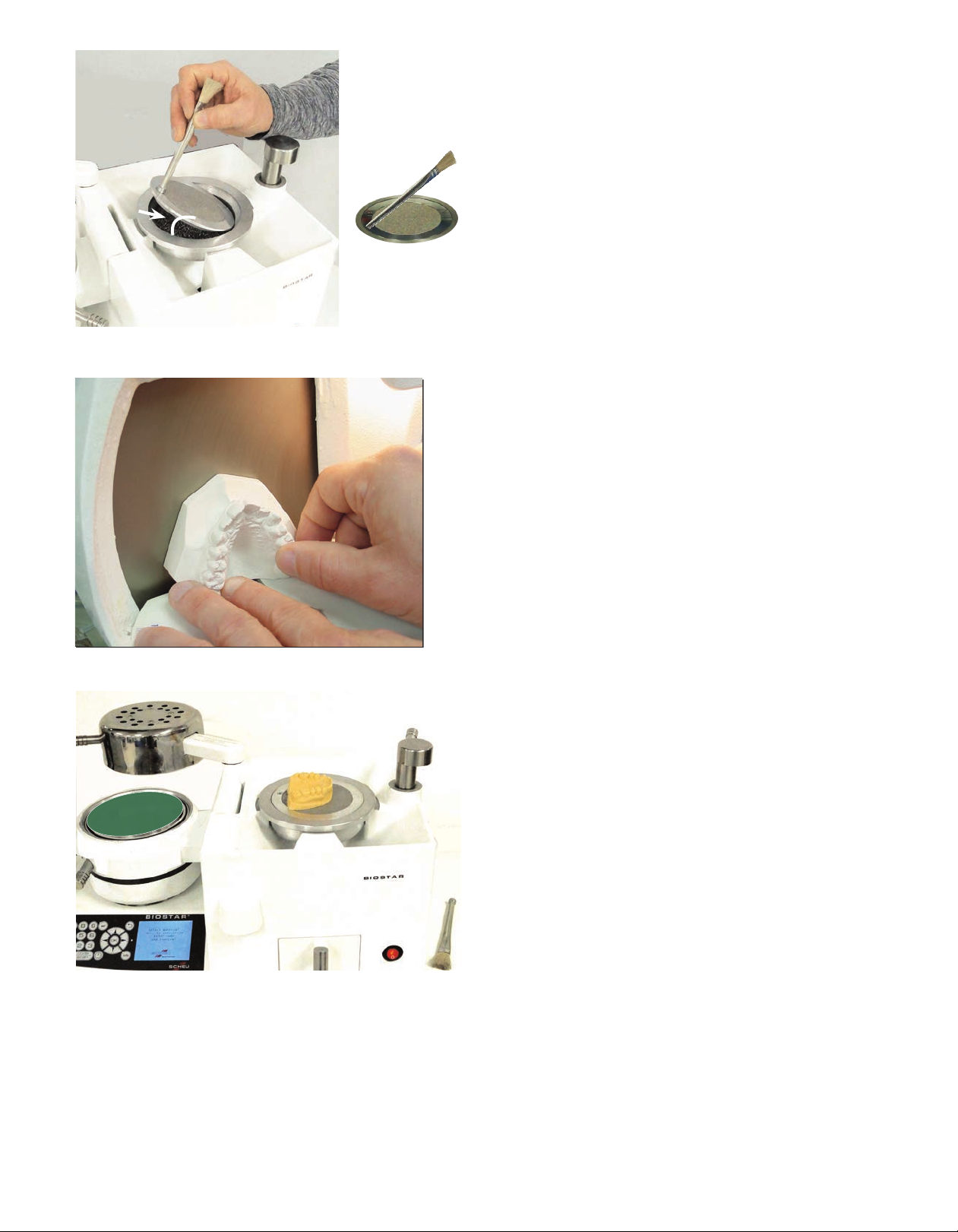
Position the model on the platform, referencing the
heel toward the material in the pressure chamber,
and incisor segment near the center area of the
platform. Placing the model to the left side of the
platform provides better material forming along
the incisor region.
Apply a liquid model-separating medium, such
as Great Lakes Separator (175-034) or Bioplast
Insulator (175-068) to the dental casts before the
material is formed.
Empty cup or reduce the pellet line to the half-way
level (white arrow). Make sure the inner lip of the
cup is clean. Place the outer ring of the platform
on the inner lip of the pellet cup with the at
platform surface on top (curved white line).
To remove the platform, use the Biostar Brush with
Magnet (016-021).
Engage the tip and lift up.
Pellet Use
A 2.5 pound container of zinc pellets (010-125) is supplied with each Biostar. Pellets are used to
prevent the thermal-plastic materials from stretching over areas of the model that are not part of the
appliance design. Stainless steel pellets (010-099) are also available. The pellets will prevent sealing
the chamber to the cup, and inhibit the pressure-molding process if left on the pellet cup rim.
Note: The use of pellets other than what the manufacturer recommends may result in
machine malfunction and could void the warranty.