Sincro ARC 280 User manual
Manuale di Uso e Manutenzione
Use and Maintenance Manual
ARC 280-400
103661
REV02
09/2018

! !!
INFORMAZIONI GENERALI
La manutenzione della saldatrice, verica e
sostituzione di parti deve essere eettuata
esclusivamente da personale qualicato.
VERIFICHE PRELIMINARI
Prima dell’utilizzo si raccomanda di esaminare
la saldatrice per vericare che non abbia subito
danni durante il trasporto.
IMMAGAZZINAGGIO
In caso di inutilizzo prolungato, la saldatrice
deve essere immagazzinata in luogo asciutto
e coperto.
Prima della messa in servizio, dopo lunghi perio-
di di inattività, controllare la bontà d’isolamento
di tutti gli avvolgimenti; valori accettabili devono
essere maggiori di 2MΩ.
In caso contrario si deve procedere all’essicca-
zione della sola saldatrice in forno (60÷70°C).
INSTALLAZIONE
Prima della messa in funzione, vericare
l’esecuzione dei collegamenti, e l’assenza di
impedimenti alla rotazione del rotore.
Fare attenzione che le aperture per l’aspira-
zione e espulsione dell’aria non siano ostruite
o danneggiate, evitare inoltre che la saldatrice
aspiri l’aria calda espulsa dalla saldatricestessa
e/o dal motore.
COLLEGAMENTO ELETTRICO
Rispettare le norme di sicurezza vigenti del
paese d’utilizzo.
Vericare che i dati di targa siano conformi alle
caratteristiche dell’impianto a cui la macchina
verrà collegata.
Provvedere al collegamento a terra del
gruppo.
SOLLEVAMENTO
L’anello o golfare, di sollevamento presente sulla
saldatrice è stato realizzato per il sollevamento
del solo alternatore.
MANUTENZIONE
Vericare che non ci siano anomalie, come
vibrazioni - rumori - uscite d’aria ostruite.
Controllare il posizionamento e l’usura delle
spazzole.
SMALTIMENTO
La saldatrice è costituita in massima parte da
acciaio, rame, alluminio. Al termine dell’utilizzo
della macchina rivolgersi ad una agenzia di
smaltimento di materiali ferrosi, ed evitare di
disperdere parti di saldatrice nell’ambiente.
ATTENZIONE!
Non toccare la saldatrice durante il funzio-
namento e subito dopo l’arresto del gruppo,
in quanto vi potrebbero essere superci a
temperatura elevata
Lemacchine elettriche rotanti sono macchi-
neche presentanoparti pericolose inquanto
poste sotto tensione o dotate di movimento
durante il funzionamento, pertanto:
- un uso improprio
- la rimozione delle protezioni e lo scolle-
gamento dei dispositivi di protezione
- la carenza di ispezioni e manutenzione
possono causare gravi danni a persone
o cose.
FOREWORD
All maintenance and controls on the welder
and any part replacements must be carried
out exclusively by qualied sta.
PRELIMINARY CHECKS
Before using the welder be sure to control it for
transport damage.
STORAGE
In the event of prolonged disuse, the welder must
be stored in a dry, sheltered location.
Before starting it up after a long shutdown
period, control the eciency of the insulation
on the windings; values over 2MΩ can be
considered acceptable.
If this is not the case, the welder alone should
be oven dried at 60-70°C.
INSTALLATION
Before starting up the welder, check the
wiring connections and that the rotor can
rotate freely.
Make sure that the air suction and discharge
vents are not clogged or damaged, what’s more
ensure that the welder does not intake hot air
discharged by the welder and/or motor.
POWER CONNECTIONS
Respect the country’s statutory safety
standards.
Make sure that the ID plate data conform with
the electricity plant’s characteristics before
connecting.
Connect the unit to earth.
LIFTING
The lifting ring, or eyebolt, on the welder has been
made for lifting only the alternator.
MAINTENANCE
Check for irregularities, such as vibrations – odd
noises – clogged air outlets.
Control the positions and wear of the
brushes.
DISMANTLING
Large part of the welder is made of steel,
copper and aluminium. When discarding the
machine contact a scrap iron merchant, and
do not dispose of any parts of the welder in
the environment.
CAUTION!
Do not touch the welder while in operation
and immediately after the unit is shutdown,
since there could be hot surfaces
Rotating electrical machinery involve haz-
ardous parts since they are under voltage or
moving during operation, therefore:
- improper use
- removal of protective guards and discon-
nection of safeties
- lack of inspection and maintenance
can cause severe damage to persons or
objects.
INFORMATIONS GÉNÉRALES
Lamaintenance delasoudeuse, lecontrôle etle
remplacement de pièces doivent être eectués
exclusivement par du personnel qualié.
CONTRÔLES PRÉLIMINAIRES
Avant l’utilisation, nous recommandons d’exa-
miner la soudeuse pour vérier qu’elle n’a pas
subi de dommages durant le transport.
STOCKAGE
En cas de non-utilisation prolongée, la sou-
deuse doit être stockée dans un endroit sec
et couvert.
Avant la mise en service, après de longues pé-
riodes d’inactivité, contrôler l’ecacité de l’iso-
lement de tous les enroulements ; les valeurs
acceptables doivent être supérieures à 2 MΩ.
En cas contraire, il faut procéder au séchage uni-
quement de la soudeuse au four (60÷70°C).
INSTALLATION
Avant la mise en marche, vérier toutes les
connexions et que rien n’empêche la rotation
du rotor.
Veiller à ce que les ouvertures pour l’aspiration
et l’expulsion de l’air ne soient pas bouchées ou
endommagées, éviter en outre que la soudeuse
aspire l’air chaud expulsé par la soudeuse
proprement dite et/ou par le moteur.
BRANCHEMENT ÉLECTRIQUE
Respecter les normes de sécurité en vigueur
dans le pays d’utilisation.
Vérier que les données de la plaque sont
conformes aux caractéristiques de l’installation
à laquelle la machine sera branchée.
Eectuer la mise à la terre du groupe.
LEVAGE
L’anneau ou œillet de levage présent sur la
soudeuse a été réalisé exclusivement pour le
levage de l’alternateur.
MAINTENANCE
Vérier qu’il n’y a pas d’anomalies telles que
vibrations, bruits, sorties d’air bouchées.
Contrôler le positionnement et l’usure des
balais.
MISE AU REBUT
La soudeuse est constituée pour la majeure
partie d’acier, cuivre et aluminium. Quand
la machine n’est plus utilisée ou utilisable,
s’adresser à une agence pour le recyclage des
matériaux ferreux et éviter d’abandonner des
parties de la soudeuse dans la nature.
ATTENTION !
Ne pas toucher la soudeuse durant le fonc-
tionnement et juste après l’arrêt du groupe
car certaines surfaces pourraient être à une
température élevée.
Les machines électriques rotatives sont des
machines qui présentent des parties dange-
reuses dans la mesure où elles sont sous
tension ou munies de mouvement au cours
du fonctionnement, par conséquent :
- une utilisation impropre
- l’enlèvement des protections et la décon-
nexion des dispositifs de protection
- la négligence dans les contrôles ou dans
la maintenance
peuvent causer de graves dommages aux
personnes ou aux choses.

!!
ALLGEMEINE INFORMATIONEN
Die Wartung der Schweißmaschine sowie
die Überprüfung und das Auswechseln von
Teilen darf nur von Fachpersonal vorgenom-
men werden.
VORUNTERSUCHUNGEN
Vor Benutzung wird dringend empfohlen, die
Schweißmaschine auf eventuelle während des
Transports erlittene Schäden zu untersuchen.
LAGERUNG
Im Fall einer längeren Nichtbenutzung muß
die Schweißmaschine an einem trockenen und
überdachten Ort gelagert werden.
Vor der Inbetriebnahme nach langen Stillstand-
zeiten den einwandfreien Zustand der Isolierung
aller Wicklungen kontrollieren; akzeptable Werte
müssen höher als 2MΩ sein.
Andernfalls muß eine Trocknung der alleinigen
Schweißmaschine im Ofen vorgenommen wer-
den (60÷70°C).
INSTALLIERUNG
Vor der Inbetriebnahme die Ausführung der
Anschlüsse überprüfen und sicherstellen, daß
keine Behinderungen an der Rotation des Rotors
vorliegen.
Darauf achten, daß die Ansaug- und Ausstoßö-
nungen der Luft nicht verstopft oder beschädigt
sind. Außerdem vermeiden, daß die Schweiß-
maschine die von ihr selbst und/oder vom Motor
ausgestoßene warme Luft ansaugt.
ELEKTRISCHER ANSCHLUSS
Die im Benutzungsland geltenden Sicherheits-
normen beachten.
Überprüfen, daß die Daten des Typenschilds den
Eigenschaften der Anlage, an die die Maschine
angeschlossen wird, entsprechen.
Den Erdungsanschluß des Aggregats vor-
nehmen.
HEBEN
Der am Schweißmaschine vorhandene Hebering
bzw. die Transportöse wurde zum ausschließlichen
Heben des Drehstromgenerators realisiert.
WARTUNG
Überprüfen, daß keine Anomalien wie Vibrationen -
Geräusche - verstopfte Luftausgänge vorliegen.
Die Positionierung und den Verschleiß der Bürsten
kontrollieren.
ENTSORGUNG
Die Schweißmaschine besteht hauptsächlich aus
Stahl, Kupfer, Aluminium. Am Ende der Benutzung
der Maschine muß man sich an eine Agentur zur
Entsorgung eisenhaltiger Materialien wenden
und vermeiden, Teile der Schweißmaschine in
der Umwelt zu entsorgen.
ACHTUNG!
Die Schweißmaschine während desBetriebs
undsofortnach demAnhaltendesAggregats
nicht berühren, da sie Oberächen mit hoher
Temperatur aufweisen könnte.
Elektrische Rotationsmaschinen sind Ma-
schinen, die gefährliche Teile aufweisen, da
sieunter Spannungstehen undwährend des
Betriebs mit Bewegung ausgestattet sind;
daher können
- ein unsachgemäßer Gebrauch
- das Entfernen der Schutzabdeckungen
unddasAbtrennen derSchutzvorrichtun-
gen
- unzureichende Inspektionen und War-
tung
schwere Personen- oder Sachschäden
verursachen.
INFORMACIONES GENERALES
Tanto el mantenimiento dela soldadora como
la vericación y sustitución de las partes
serán realizados única y exclusivamente por
personal cualicado.
VERIFICACIONES PRELIMINARES
Antes de utilizar la soldadora recomendamos
controlarla, para asegurarse de que no se haya
estropeado durante el transporte.
ALMACENAJE
En caso de largos periodos de inactividad,
habrá que almacenar la soldadora en un lugar
seco y cubierto.
Tras largos periodos de inactividad de la solda-
dora y antes de su puesta en servicio, hay que
controlar las buenas condiciones del aislamiento
de todos los bobinados. Los valores admitidos
serán superiores a 2MΩ.
De no ser así, se dispondrá el secado de la
soldadora en el horno (60÷70°C).
INSTALACIÓN
Examinar el estado de las conexiones antes de la
puesta en función, y que no haya impedimentos
al girar el rotor.
Tener cuidado de que no estén obstruidas o
estropeadas las aperturas de aspiración y
expulsión del aire. Asimismo, evitar que la sol-
dadora aspire el aire caliente que sale de ella
misma y/o del motor.
CONEXIÓN ELÉCTRICA
Cumplir las vigentes normas de seguridad
locales.
Vericar que los datos de la placa correspondan
a las características de la instalación a la que la
máquina será conectada.
Realizar la conexión de tierra del grupo.
IZADO
La función del anillo o cáncamo de izado puesto
en la saldadora es exclusivamente para izar
el alternador.
MANTENIMIENTO
Vericar que no haya anomalías, como vibracio-
nes, ruidos o salidas de aire obstruidas.
Controlar la colocación y desgaste de las
escobillas.
ELIMINACIÓN
La soldadora está casi toda conformada por
acero, cobre y aluminio. Al terminar la vida útil de
la máquina, acudir a una compañía de eliminación
de materiales ferrosos. Evítese la liberación de
partes de la soldadora al medio ambiente.
¡ATENCIÓN!
No tocar la soldadora mientras está
funcionando ni tampoco inmediatamente
después de la parada del grupo, pues la
temperatura de algunas de las supercies
podría ser elevada.
Las máquinas eléctricas rotatorias incor-
poran partes peligrosas, ya que durante
su funcionamiento están bajo tensión o se
están moviendo, por tanto:
- el uso impropio
- el desmontaje de las protecciones y
desconexión de los dispositivos de
protección
- inspecciones y mantenimiento carentes
pueden ocasionar graves daños a las per-
sonas y cosas.

REGOLAZIONE DELLA VELOCITA’
La frequenza e la tensione dipendono
direttamente dalla velocità di rotazione, la
quale deve quindi rimanere il più possibile
costante al variare del carico.
Considerando che il sistema di regolazione
della velocità dei motori di trascinamento
presenta in generale una leggera caduta
di giri tra vuoto e carico, si raccomanda di
regolare la velocità a vuoto circa il 3÷4%
superiore alla velocità nominale.
SPEED ADJUSTMENT
Frequency and voltage depend directly on
the speed of revolution, which must therefore
remain as constant as possible when the
load varies.
The speed adjustment system of the
drive motors usually gives a slight drop in
revolutions between no load and load, so
when the no load speed is being adjusted,
it is best to set it at approx. 3-4% above
the rated speed.
RÉGLAGE DE LA VITESSE
La fréquence et la tension dépendent di-
rectement de la vitesse de rotation qui doit
rester le plus possible constante quand la
charge varie.
Vu que le système de réglage de la vitesse
des moteurs d’entraînement présente en
général une légère baisse du nombre de
tours à vide ou en charge, il est conseillé
de régler la vitesse à vide à une valeur
supérieure de 3 à 4 % par rapport à la
vitesse nominale.
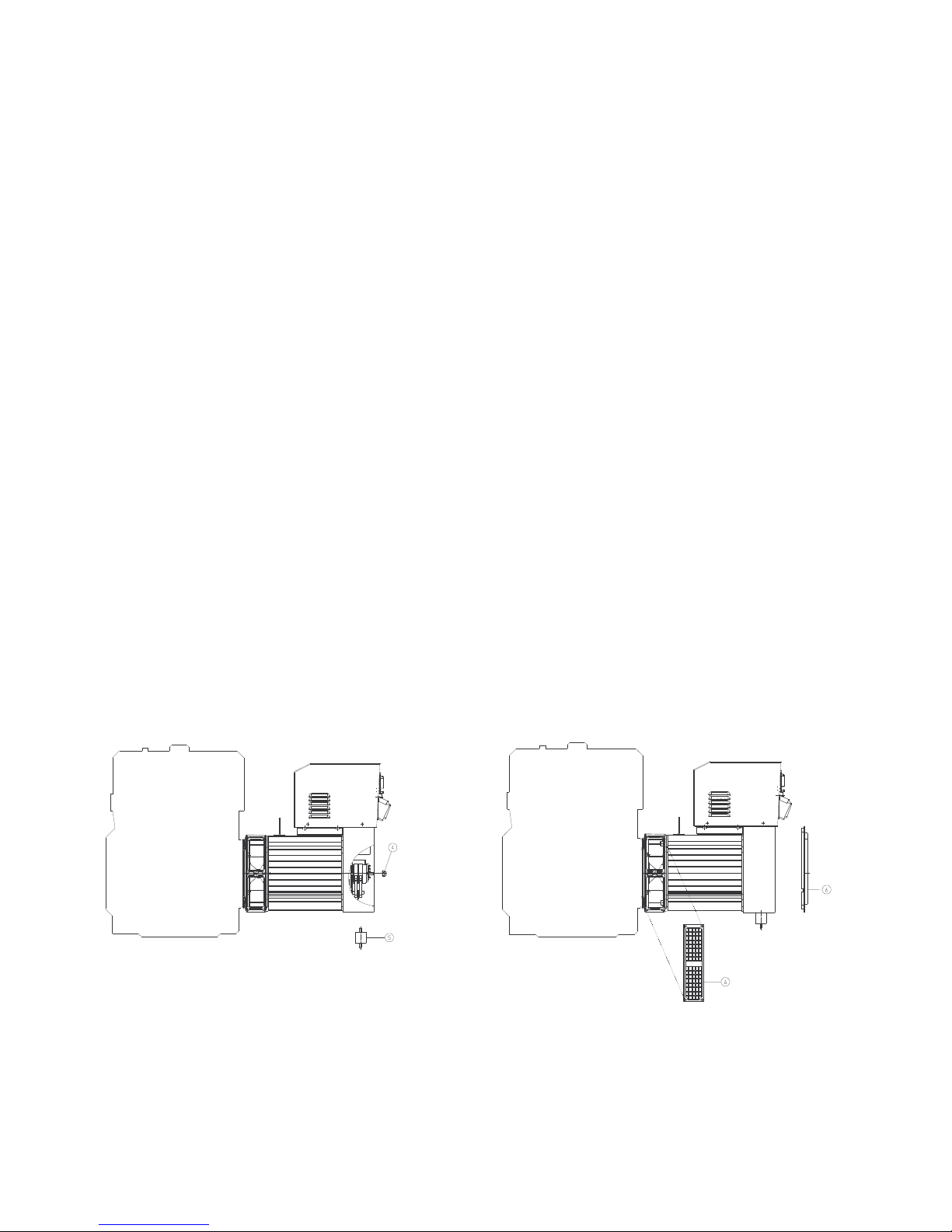
ISTRUZIONI PER IL MONTAGGIO
(FORMA IM B35)
ATTENZIONE: prima del montaggio veri-
care che le sedi coniche di accoppiamento
(sia della saldatrice che del motore) siano
regolari e ben pu lite.
1) Fissare la angia (1) al motore.
2) Applicare il tirante (2) per il ssaggio
assiale del rotore avvitandolo sulla
sporgenza dell’albero motore.
3) Fissare la saldatrice completa (statore
e rotore assieme) allo scudo usando i
4 dadi autobloccanti (3).
4) Vericare che le sedi coniche del rotore
e del motore siano in contattocolpendo
assialmente il rotore con un mazzuolo
di plastica.
5) Bloccare assialmente il rotore avvitan-
do il dado autobloccante M8 (4) sul
tirante (2).
Attenzione: prima di applicare il dado os-
servare che parte della porzione lettata del
tirante entri nel rotore permettendo cosí un
sicuro bloccaggio.
6) Verificare che le spazzole siano
perfettamente centrate nelle piste del
collettore.
7) Fissare le due griglie di protezione
(6).
8) Supportare il gruppo con adeguati
antivibranti (5) curando il corretto
livellamento tra motore e saldatrice.
ASSEMBLY INSTRUCTIONS
(IM B35 COUPLING)
ATTENTION: before assembly make sure
that the conical coupling housings for both
the welding machine and the motor are in
order and clean.
1) Fit the ange (1) to the motor.
2) Apply the tie rod (2) for the axial
clamping of the rotor, and screw it on
the drive shaft.
3) Fasten the complete welding machine
(stator and rotor together) to its ange,
using the self-locking nuts (3).
4) Check that the cone seats of rotor and
motor are engaged by tapping the head
of the rotor with a plastic mallet.
5) Axially lock the rotor in place by tighten-
ing the M8 (4) self-locking nut on the
tie rod (2).
Caution: before applying the nut, make
sure that the threaded part of the rod
partially enters the rotor in order to obtain
tight locking.
6) Make sure that the brushes are centred
perfectly in the collector track.
7) Fasten the two protection grids (6).
8) Support the unit on appropriate vibra-
tion dampers (5) ensuring that the
motor and the welding machine are
level.
INSTRUCTIONS POUR LE MONTAGE
(FORME IM B35)
ATTENTION: Avant d’eectuer le montage,
vérier que les sièges coniques d’accouple-
ment (de la soudeuse comme du moteur)
sont en ordre et bien nettoyés.
1) Fixer le asque (1) au moteur.
2) Mettre en place la tige (2) de xation
axiale du rotor en la vissant à l’ergot
de l’arbre moteur.
3) Fixer la soudeuse (complète avec
stator et rotor) au asque au moyen
de les écrous autobloquants (3).
4) Vérier que les sièges coniques du
rotor et du moteur sont en contact en
frappant axialement le rotor avec un
maillet en plastique.
5) Bloquer l’axe du rotor en serrant l’écrou
autobloquant M8 (4) sur la tige centrale
(2).
Attention: Avant de mettre en place l’écrou,
contrôler que la partie letée de la tige est
insérée dans le rotor permettant ainsi un
blocage sûr.
6) Vérier que les balais sont parfaitement
centrés dans les pistes du collecteur.
7) Fixer les deux grilles de protection
(6).
8) Soutenir le groupe avec des amor-
tisseurs de vibrations (5) en veillant
à mettre de niveau le moteur et la
soudeuse.
MONTAGEANLEITUNG
(IMB35 ANSCHLUSS)
ACHTUNG: Sich vor dem Einbau überzeu-
gen, daß die kegelförmigen Kupplungssitze
(sowohl der Schweiß-maschine als auch des
Motors) regelmäßig und sauber sind.
1) Den Flansch (1) am Motor befestigen.
2) Die Spannstange (2) für die Längsbe-
festigung des Rotors anbringen und
sie auf der Vorkragung der Motorwelle
festschrauben.
3) Die vollständige Schweißmaschine
(Stator und Rotor zusammen) mit
den selbstsperrenden Muttern (3) am
Flansch befestigen.
4) Prüfen, dass die konischen Sitze des
Rotors und des Motors in Kontakt sind,
indem mit einem Plastikhammer axial
auf den Rotor geschlagen wird.
5) Den Rotor axial blockieren, und die
selbstsperrende M8 Mutter (4) an die
Spannstange (2) anschrauben.
Achtung: bevor die Mutter angebracht wird,
beachten, daß ein Teil des Gewindes der
Spannstange in den Rotor eintritt und dadurch
eine sichere Blockierung ermöglicht.
6) Überprüfen, dass die Bürsten in den
Kollektorbahnen perfekt zentriert sind.
7) Die zwei Schutzgitter (6) montieren.
8) Das Aggregat auf Schwingungs-däm-
pfer lagern (5) und für die korrekte
Nivellierung von Motor und Schweiß-
maschine sorgen.
INSTRUCCIONES DE MONTAJE
(ACOPLAMIENTO IMB35)
ATENCION: antes de efectuar el montaje,
comprobar que los asientos cónicos de
acoplamiento (tanto de la soldadora como
del motor) estén en regla y bien limpios.
1) Fijar la brida (1) en el motor.
2) Montar el tirante (2) de jación axial del
rotor, enroscándolo en la parte saliente
del eje motor.
3) Fijar la soldadora completa (estator y
rotos juntos) en la brida, usando para
las tuercas autoblocantes (3).
4) Vericar que los asientos cónicos del
rotor y del motor estén en contacto, y
para ello se golpea axialmente el rotor
con un martillo de plástico.
5) Bloquear axialmente el rotor enroscan-
do la tuerca autobloqueante M8 (4) en
el tirante (2).
Atención: antes de poner la tuerca, compro-
bar que una parte de la porción con rosca
del tirante entre en el rotor, para obtener
así un bloqueo seguro.
6) Verificar que las escobillas estén
perfectamente centradas en las pistas
del colector.
7) Fijar las dos rejillas de protección
(6).
8) Sostener el grupo con antivibradores
adecuados (5), teniendo cuidado de
que el motor y la soldadora estén bien
nivelados.
EINSTELLUNGDERGESCHWINDIGKEIT
Frequenz und Spannung hängen direkt von
der Drehgeschwindigkeit ab, die daher bei
Lastveränderung so konstant wie möglich
bleiben muss.
Unter Berücksichtigung, dass das Regu-
lierungssystem der Geschwindigkeit der
Mitnehmermotoren im allgemeinen einen
leichten Drehzahlabfall zwischen Leerlauf
und Last aufweist, wird empfohlen, die Leer-
laufgeschwindigkeit auf ca. 3÷4% höher als
die Nenngeschwindigkeit einzustellen.
REGULACION DE LA VELOCIDAD
Tanto la frecuencia como la tensión de-
penden directamente de la velocidad de
rotación, lo que supone que ésta perma-
necerá lo más posible constante al variar
la carga.
Dado que el sistema de regulación de la ve-
locidad de los motores de arrastre presenta
una ligera disminuciónde revoluciones entre
vacío y cargado, se recomienda regular
la velocidad en vacío alrededor del 3÷4%
superior a la velocidad nominal.

ISTRUZIONI PER IL MONTAGGIO
(FORMA SAE)
ATTENZIONE: prima del montaggio
vericare che le sedi di accoppiamento
(sia dell’alternatore che del motore) siano
regolari e ben pulite.
1) Togliere le griglie di protezione (6).
2) Controllare che il diametro del disco
(3) corrisponda al diametro di allog-
giamento nel volano (2).
3) Fissare il generatore al motore me-
diante il bloccaggio della campana
SAE (1) controllando la corrispon-
denza dei fori del disco con quelli del
volano.
4) Vericare che il disco sia in appoggio
sul volano colpendo assialmente il
rotore con un martello di plastica.
5) Fissare il disco al volano.
6) Supportare il gruppo con supporti
antivibranti (5) curando il corretto li-
vellamento tra motore e alternatore.
7) Fissare le griglie (6).
ASSEMBLY INSTRUCTIONS
(SAE COUPLING)
WARNING: before assembly make sure
that the coupling seats (both on alternator
and motor) are regular and perfectly
clean.
1) Remove the guards (6).
2) Check that the disk (3) diameter
corresponds to the diameter of the
ywheel (2) seat.
3) Fit the generator to the motor using
the SAE ange (1) making sure that
the holes in the disk are in line with
those on the ywheel.
4) Check that the disk is engaged to the
ywheel by tapping the head of the
rotor with a plastic mallet.
5) Fit the disk on the ywheel.
6) Mount the unit on antivibration sup-
ports (5) making sure that alternator
and motor are level.
7) Replace the guards (6).
INSTRUCTIONS DE MONTAGE
(FORME SAE)
ATTENTION: avant le montage, vérier
que les sièges coniques d’accouplement
(aussi bien ceux de l’alternateur que ceux
du moteur) sont compatibles, réguliers et
bien propres.
1) Enlever les grilles de protection (6).
2) Contrôler que le diamètre du disque
(3) correspond au diamètre de loge-
ment dans le volant (2).
3) Fixer le générateur au moteur en
bloquant le asque SAE (1), tout en
contrôlant que les trous du disque
coïncident avec ceux du volant.
4) Vérier que le disque est en appui sur
le volant en frappant axialement le
rotor avec un maillet en plastique.
5) Fixer le disque au volant.
6) Placer le groupe sur des supports
antivibrants (5) en veillant à mettre
de niveau le moteur et l’alternateur.
7) Fixer les grilles (6).

MONTAGEANWEISUNGEN
(FORM SAE)
ACHTUNG: vor der Montage ist zu prüfen,
dass die Kopplungssitze (sowohl des We-
chselstromgenerators als auch des Motors)
korrekt und gut gereinigt sind.
1) Die Schutzgitter entfernen (6).
2) Kontrollieren, ob der Durchmesser
der Scheibe (3) mit dem Durch-
messer des Aufnahmeteils (2) im
Schwungrad übereinstimmt.
3) Den Generator mittels der Blockie-
rung der Flansch SAE (1) am Motor
befestigen und kontrollieren, dass
die Löcher der Scheibe mit jenen des
Schwungrads übereinstimmen.
4) Prüfen, ob die Scheibe am Schwun-
grad aufliegt, indem mit einem
Plastikhammer axial auf den Rotor
geschlagen wird.
5) Die Scheibe am Schwungrad befe-
stigen.
6) Das Aggregat auf Schwingungsdäm-
pfer lagern (5) und für die korrekte
Nivellierung von Motor und Wech-
selstromgenerator sorgen.
7) Die Gitter (6) befestigen.
INSTRUCCIONES PARA EL MONTAJE
(FORMA SAE)
ATENCION: antes de efectuar el montaje
hay que comprobar que los asientos de
acoplamiento (tanto del alternador como
del motor) sean regulares y estén bien
limpios.
1) Quitar las rejillas de protección (6).
2) Controlar que el diámetro del disco
(3) corresponda al diámetro del
asiento del volante (2).
3) Fijar el generador al motor usando
el bloqueo de la brida SAE (1), con-
trolando que los oricios del disco y
los del volante coincidan.
4) Vericar que el disco esté apoyado
en el volante, golpeando axialmente
el rotor con un martillo de plástico.
5) Fijar el disco en el volante.
6) Sostener el grupo con soportes
antivibraciones (5), teniendo cuidado
de que el motor y el alternador estén
bien nivelados.
7) Fija rejillas (6).

ISTRUZIONI PER LA SALDATURA
CAVI DI SALDATURA
I cavi di saldatura devono essere della lun-
ghezza minima necessaria, devono essere
mantenuti vicini e correre sul suolo.
Non utilizzare cavi con l’isolamento rovinato o
di sezione insuciente.
Per il diametro dei cavi si faccia riferimento
alla Tab.1.
COLLEGAMENTO EQUIPOTENZIALE E
MESSA A TERRA
Seguire le prescrizioni delle norme nazionali
riguardo il collegamento equipotenziale dei
componenti metallici nei pressi dell’impianto di
saldatura e la loro eventuale messa a terra.
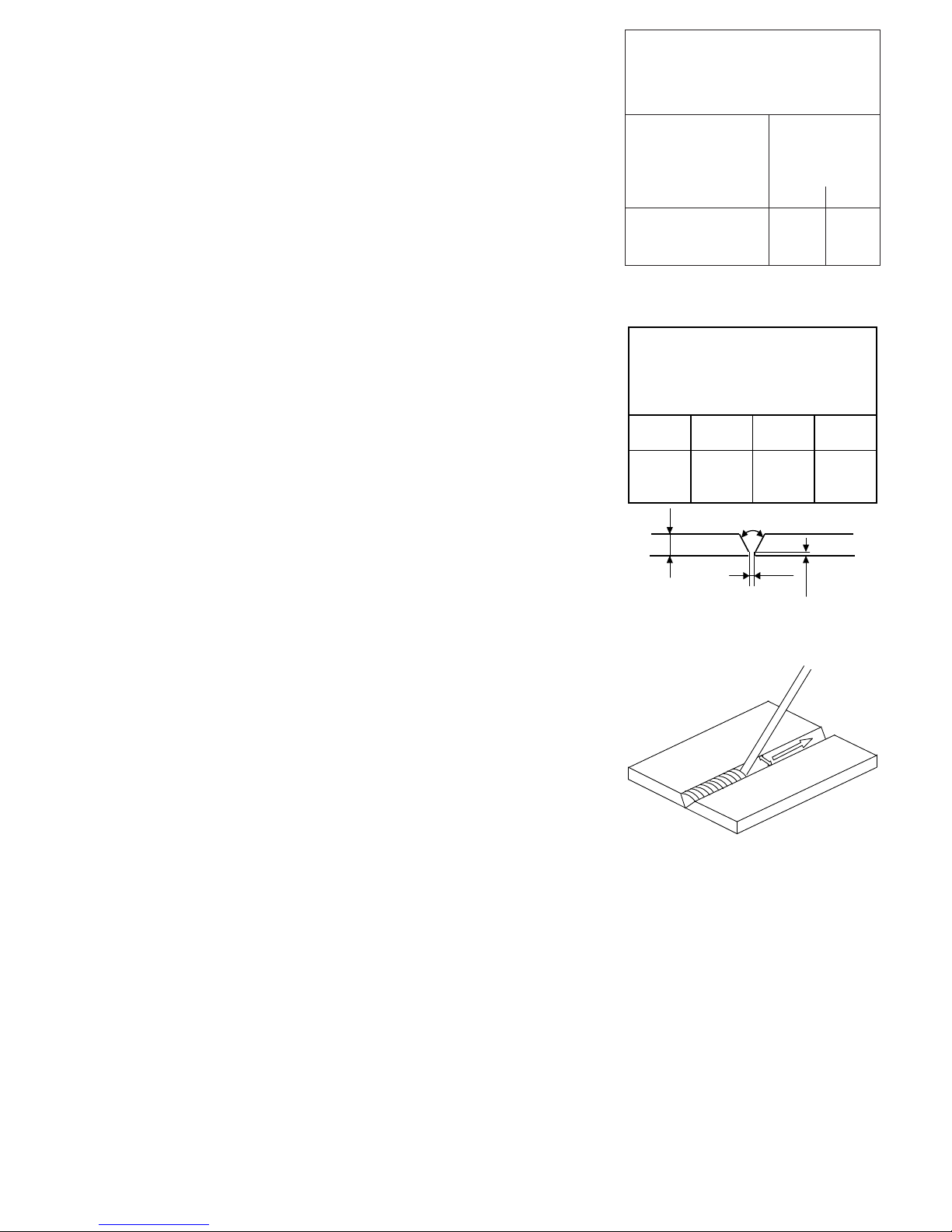
PREPARAZIONE DEI PEZZI
La preparazione varia a seconda del tipo
di giunto, dello spessore, della posizione e
dell’accessibilità dei pezzi.
In generale i lembi da saldare devono essere
preparati mediante pulizia da vernice, ruggine
o altri agenti contaminanti.
Per la saldatura in piano no a 10-12mm di
spessore si adotta normalmente la prepara-
zione a V (vedi Tab.2), per spessori maggiori
è preferibile quella a X con ripresa a rovescio
o a U senza ripresa.
SCELTA DELLA CORRENTE
Il range di corrente di saldatura è raccomandato
dal costruttore dell’elettrodo ed è indicato sul
contenitore degli elettrodi.
SALDATURA
L’arco si innesca sfregando la punta dell’elet-
trodo sul pezzo collegato al cavo di massa e
ritraendo quindi l’elettrodo no alla normale
distanza di saldatura. Se il movimento è troppo
rapido, si spegne l’arco; se invece è troppo len-
to, l’elettrodo si incolla ed occorre uno strappo
laterale per liberarlo.
La saldatura consiste nel deposito di gocce di
metallo fuso dell’elettrodo sul pezzo. Il rivesti-
mento dell’elettrodo, nel bruciare, fornisce il
gas protettivo al bagno di saldatura.
La saldatura può essere eseguita con tecni-
che diverse la cui scelta dipende da svariati
fattori.
In generale, l’elettrodo va mantenuto inclinato
e va spostato eseguendo delle oscillazioni tra
i due lembi da unire in modo da evitare un
eccessivo accumulo di materiale di apporto al
centro della saldatura (vedi Fig.1).
Al termine di ogni passata è necessario
asportare la scoria con un martello e/o una
spazzola.
INSTRUCTIONS FOR WELDING
WELDING CABLES
The welding cables must be of the minimum
length necessary, they must be kept close
together and run along the ground.
Do not use cables on which the insulation is
spoiled or which have an insucient section.
For the cable diameter, see Tab. 1.
EQUIPOTENTIAL CONNECTION AND EAR-
THING
Follow the national requirements for the equipo-
tential connection of metal components in the
vicinity of the welding system and for earthing
them if necessary.
PREPARING THE PARTS
The preparation varies depending on the type
of join, the thickness, the position and the
accessibility of the parts.
In general the edges to be welded must be
prepared by cleaning o any paint, rust or other
contaminating substances.
For at welding up to a thickness of 10-12mm,
the V preparation is normally used (see Tab. 2),
while for greater thicknesses it is preferable to
use the X preparation with upside-down rewel-
ding or the U preparation without rewelding.
CHOOSING THE CURRENT
The range of the welding current is recom-
mended by the electrode manufacturer and is
indicated on the electrode container.
WELDING
The arc is struck by rubbing the tip of the
electrode on the part connected to the earth
cable and then drawing back the electrode to
the normal welding distance. If the movement
is too fast, the arc goes out; if it is too slow, the
electrode sticks and you must pull sideways
to free it.
Welding consists of depositing drops of molten
electrode metal on the part. As it burns, the
electrode coating provides the protective gas
for the weld pool.
Welding may be carried out with different
techniques, the choice of which depends on
various factors
In general, the electrode is kept tilted and
is shifted by making oscillating movements
between the two edges that are to be joined
so as to avoid an excessive build-up of weld
material in the centre of the weld (see Fig.1).
At the end of each pass it is necessary to remo-
ve the slag with a hammer and/or a brush.
INSTRUCTIONS POUR LE SOUDAGE
CÂBLES DE SOUDAGE
Les câbles de soudage doivent être de la
longueur minimum nécessaire, ils doivent être
maintenus proches l’un de l’autre et ils doivent
passer sur le sol.
Ne pas utiliser de câbles de section insusante
ou dont la gaine isolante est endommagée.
Pour le diamètre des câbles, se référer au
Tableau 1.
CONNEXION ÉQUIPOTENTIELLE ET MISE
À LA TERRE
Suivre les prescriptions des normes en vigueur
dans le pays d’installation en ce qui concerne
la connexion équipotentielle des composants
métalliques à proximité du poste de soudage
et leur éventuelle mise à la terre.
PRÉPARATION DES PIÈCES
La préparation varie selon le type de joint,
l’épaisseur, la position et l’accessibilité des
pièces.
En général les bords à souder doivent être
préparés en éliminant les traces de peinture, de
rouille ou d’autres agents contaminants.
Pour le soudage à plat jusqu’à 10-12 mm
d’épaisseur, on adopte généralement la prépa-
ration en V (voir tab. 2); pour les épaisseurs
supérieures, il vaut mieux choisir la prépara-
tion en “X” avec reprise à l’envers ou en “U”
sans reprise.
CHOIX DU COURANT
La gamme du courant de soudage est recom-
mandé par le constructeur de l’électrode et est
indiquée sur l’emballage des électrodes.
SOUDAGE
L’arc s’amorce en frottant la pointe de l’électro-
de sur la pièce connectée au câble de masse et
en reculant ensuite l’électrode jusqu’à la distan-
ce de soudage normale. Si le mouve-ment est
trop rapide, l’arc s’éteint; si au contraire il est
trop lent, l’électrode se colle et il faut eectuer
une traction latérale pour la libérer.
Le soudage consiste dans le dépôt de gouttes
de métal fondu de l’électrode sur la pièce.
L’enrobage de l’électrode, en brûlant, fournit
le gaz protecteur au bain de soudure.
Le soudage peut être eectué avec des te-
chniques diérentes dont le choix dépend de
diérents facteurs.
En général, l’électrode doit être maintenue
en position inclinée et doit être déplacée en
eectuant des oscillations entre les deux bords
à unir de manière à éviter une accumulation
excessive de matériau d’apport au centre de
la soudure (voir Fig. 1).
À la n de chaque passe, il faut éliminer les
résidus avec un marteau et/ou une brosse.
ANLEITUNG ZUM SCHWEISSVORGANG
SCHWEISSKABEL
Die Schweißkabel müssen die erforderliche Minde-
stlänge aufweisen, zusammengehalten werden und
auf dem Boden verlaufen.
Keine Kabel mit beschädigter Isolierung oder
unzureichendem Querschnitt verwenden.
Bezüglich des Durchmessers der Kabel wird auf
die Tab. 1 verwiesen.
ÄQUIPOTENTIALANSCHLUSS UND ERDUNG
Die Vorschriften der nationalen Normen in bezug auf
den Äquipotentialanschluß der Metall-komponenten
in der Umgebung der Schweißanlage und ihre
eventuelle Erdung beachten.
VORBEREITUNG DER WERKSTÜCKE
Die Vorbereitung ist je nach Art des Stoßes, der
Dicke, der Position und der Zugänglichkeit der
Werkstücke unterschiedlich.
Im allgemeinen müssen die Schweißkanten in Form
einer Reinigung von Lack, Rost oder anderen verun-
reinigenden Substanzen vorbereitet werden.
Zum Flachschweißen bis zu 10-12mm Dicke wird
normalerweise die V-Stoß-Vorbereitung angewandt
(siehe Tab. 2); bei höheren Dickenwerten ist der X-
Stoß mit Wiederaufnahme auf der Rückseite oder
der U-Stoß ohne Wiederaufnahme vorzuziehen.
STROMWAHL
Der Schweißstrom-Bereich wird vom Hersteller der
Elektrode empfohlen und ist auf dem Behälter der
Elektroden angegeben.
SCHWEISSVORGANG
Der Lichtbogen wird entzündet, indem die Spitze der
Elektrode gegen das mit der Erdleitung verbundene
Werkstück gerieben und die Elektrode dann bis
zum normalen Schweißabstand zurückgezogen
wird. Ist die Bewegung zu schnell, erlischt der
Lichtbogen; ist sie dagegen zu langsam, klebt die
Elektrode an und muß durch einen seitlichen Ruck
befreit werden.
Der Schweißvorgang besteht im Ablagern von
Tropfen von geschmolzenem Metall der Elektrode
auf dem Werkstück. Die Verkleidung der Elektrode
liefert bei der Verbrennung das Schutzgas für das
Schweißbad.
Der Schweißvorgang kann mit diversen Techniken,
deren Wahl von verschiedenen Faktoren abhängt,
erfolgen.
Im allgemeinen wird die Elektrode in geneigter
Position gehalten und verschoben, indem man
oszillierende Bewegungen zwischen den beiden
zu verbindenden Schweißkanten ausführt, um
eine übermäßige Ansammlung von Zusatzwerk-
sto in der Mitte der Schweißung zu vermeiden
(siehe Abb. 1).
Am Ende jedes Schweißgangs muß die Schlacke
mit einem Hammer und/oder einer Bürste entfernt
werden.
INSTRUCCIONES PARA LA SOLDADURA
CABLES DE SOLDADURA
Los cables de soldadura tendrán la necesaria
longitud mínima, se colocarán uno a lado del
otro y correrán por el suelo.
No usar cables con el aislamiento estropeado
o de sección insuciente.
Para el diámetro de los cables, consultar
la Tab.1.
CONEXION EQUIPOTENCIAL Y PUESTA
A TIERRA
Hay que cumplir las normas nacionales para
la conexión equipotencial de los componentes
metálicos puestos cerca de la instalación de
soldadura, así como para su puesta a tierra.
PREPARACION DE LAS PIEZAS
La preparación cambia conforme al tipo de
junta, a su espesor, a la posición y a la acce-
sibilidad de las piezas.
Normalmente, los bordes a soldar se limpian
de toda la pintura, oxidación u otros agentes
contaminantes.
Para la soldadura horizontal hasta 10-12mm de
espesor, se adopta normalmente la preparación
a V (ver la Tab.2), en cambio, para espesores
superiores, se preere la X, con reanudación
al revés o a U, sin reanudación.
COMO SE ELIGE LA CORRIENTE
El campo de corriente de soldadura está
recomendado por el fabricante del electrodo
y viene indicado en el paquete de electrodos.
SOLDADURA
El arco se conecta rozando la punta del electro-
do contra la pieza conectada a la conexión de
tierra y luego se separa a la distancia normal
de soldeo. De ser el movimiento demasiado
rápido, se apaga el arco; en cambio, cuando es
demasiado lento, el electrodo se pega y para
dejarlo libre hay que dar un tirón lateral.
La soldadura consiste en depositar unas
gotas de metal fundido del electrodo sobre
la pieza. El revestimiento del electrodo, al
quemarse, proporciona el gas protector al
baño de soldadura.
Las técnicas empleadas en la soldadura
pueden ser diferentes, se elegirá según varios
factores.
En general, el electrodo se mantiene inclinado
y se desplaza con oscilaciones entre los dos
bordes a unir, para impedir una acumulación
excesiva del metal de soldeo en el centro de
la soldadura (ver Fig.1).
Al terminar cada pasada, es preciso quitar la
escoria con un martillo o con un cepillo.
Fig.1
Tab.1
Tab.2
t
α
hg
mm ° mm mm
0-3000
3-6 0 0 0-t/2
6-12 60-120 0-1.5 0-2
Preparación de la junta
Preparazione del giunto
Preparing the join
Préparation du joint
Vorbereitung des Stoßes
gh
t
α
Sezione minima dei cavi di saldatura
Minimum section of the welding cables
Section minimum des câbles de soudure
Mindestquerschnitt der Schweißkabel
Sección mínima de los cables de soldadura
Corrente max di saldatura
Max welding current
Courant maximum de soudure
Max. Schweißstrom
Corriente máx de soldadura
Lunghezza dei cavi
Cable length
Longueur des câbles
Kabellänge
Longitud de los cables
5-10m10-20m
130A25mm² 35mm²
220A35mm² 50mm²
300A50mm² 70mm²
400A50mm² 70mm²
2
1
3
4
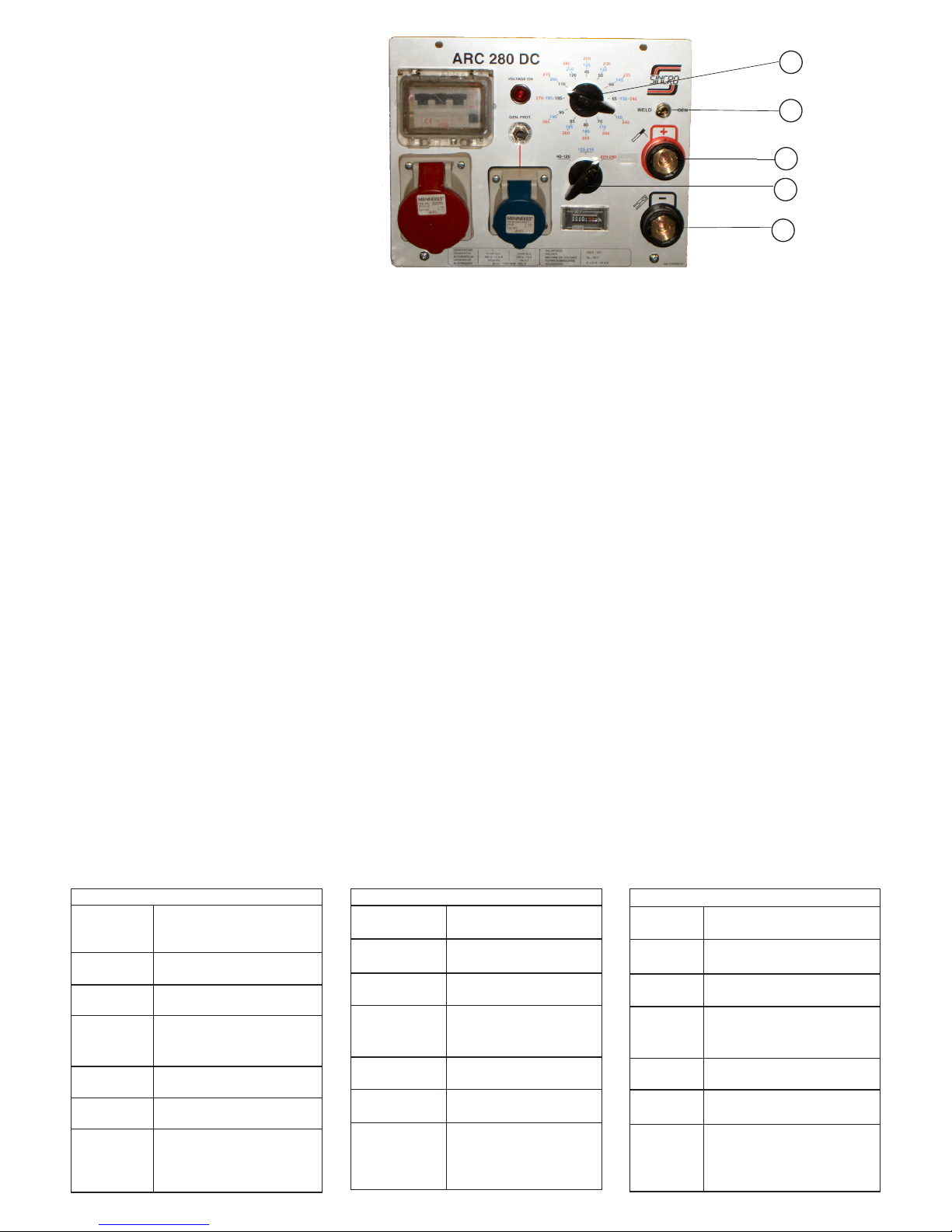
MODALITA’ DI UTILIZZO
DESCRIZIONE DEL PANNELLO
1 - Presa per la massa
2 - Selettore del valore nominale
3 - Selettore di gamma
4 - Presa per saldatura
5 - Selettore GEN - WELD.
FUNZIONAMENTO COME GENERATORE
Posizionare il selettore 5 su “GEN.”
Collegare l’utilizzatore alle prese.
Avviare il dispositivo utilizzatore.
FUNZIONAMENTO COME SALDATRICE
Posizionare il selettore 5 su “WELD.”
Inserire lo spinotto del cavo di massa nella
presa 1 (4 per saldare a polarità inversa).
Collegare il cavo di massa al pezzo da
saldare.
Inserire lo spinotto del cavo dalla pinza portae-
lettrodo nell’altra presa.
Impostare la gamma di corrente mediante il
selettore 3.
Impostare la corrente di saldatura mediante
il selettore 2.
Saldare.
Attenzione: durante la saldatura le prese
del generatore sono sotto tensione, ma il
valore della tensione risulta basso ed in-
stabile. Pertanto, per motivi di sicurezza, si
raccomanda di staccare i carichi utilizzatori
durante la saldatura.
La saldatrice può erogare la corrente massima
solo per un tempo limitato, trascorso il quale
necessita un rareddamento (vedi l’indicazione
in targa). Se pertanto, lavorando con correnti
elevate, intervenisse la protezione termica, oc-
corre attendere qualche minuto per il ripristino
automatico della stessa.
USING PROCEDURE
PANEL DESCRIPTION
1 - Earth socket
2 - Rated value selector
3 - Range selector
4 - Socket for welding
5 - Selector GEN - WELD
OPERATION AS A GENERATOR
Turn selector 5 to “GEN.”
Connect the user to the sockets.
Start the user device.
OPERATION AS A WELDER
Turn selector 5 to “WELD.”
Insert the jack of the earth cable in the socket
1 (4 to weld with inverse polarity).
Connect the earth cable to the part that is to
be welded.
Insert the jack of the electrode holder cable in
the other socket.
Set the current range with the selector 3.
Set the welding current with the selector 2.
Weld.
Attention: during welding the generator
sockets are live, but the voltage value is
low and unstable. So, for safety reasons,
it is recommended to disconnect the user
loads during welding.
The welding machine can give the maximum
current only for a limited time, after which it
must be allowed to cool (see indication on the
plate). So, when working with high currents, if
the thermal protection trips, you must wait a few
minutes for it to be set automatically.
MODE D’EMPLOI
DESCRIPTION DU TABLEAU DE
COMMANDE
1 - Prise pour la masse
2 - Sélecteur de la valeur nominale
3 - Sélecteur de gamme
4 - Prise pour soudage
5 -
Sélecteu
GEN - WELD
FONCTIONNEMENT COMME GÉNÉRATEUR
Positionner le sélecteur 5 sur «GEN.»
Connecter le dispositif utilisateur aux prises.
Mettre en marche le dispositif utilisateur.
FONCTIONNEMENT COMME SOUDEUSE
Positionner le sélecteur 5 sur «WELD.»
Introduire la che du câble de masse dans la prise
1 (4 pour souder avec polarité inverse).
Connecter le câble de masse à la pièce à
souder.
Introduire la che du câble de la pince porte-
électrode dans l’autre prise.
Sélectionner la gamme de courant avec le
sélecteur 3.
Sélectionner le courant de soudage avec le
sélecteur 2.
Souder.
Attention: durant le soudage, les prises du
générateur sont sous tension mais la valeur
de la tension est basse et instable. Par con-
séquent, pour des raisons de sécurité, il est
recommandé de déconnecter les charges
utilisatrices pendant le soudage.
La soudeuse peut assurer le courant maximum en
sortie pendant un temps limité après lequel une
période de refroidissement est nécessaire (voir
l’indication sur la plaque). Si au cours du travail
avec des courants élevés la protection thermique
intervient, il faut donc attendre quelques minutes
le réarmement automatique de cette dernière.
PROBLEMI DI SALDATURA
Spruzzi eccessivi Arco lungo
Corrente elevata
Incollature Arco troppo lungo
Corrente troppo bassa
Crateri Allontanamento troppo veloce
dell’elettrodo in staccata
Inclusioni Cattiva pulizia tra le passate
Cattiva distribuzione delle passate
Movimento difettoso dell’elettrodo
Insuciente
penetrazione
Corrente di saldatura troppo bassa
Mancata scalpellatura al vertice
Soature e
porosità
Umidità nell’elettrodo
Arco troppo lungo
Cricche Correnti troppo elevate
Materiali sporchi
Idrogeno in saldatura (nel rivestimento
dell’elettrodo)
WELDING PROBLEMS
Too many splashes Long arc
High current
Sticking Arc is too long
Current too low
Craters Electrode moving away too fast when
removed
Inclusions Bad cleaning between passes
Bad distribution of passes
Faulty electrode movement
Insucient penetration Welding current too low
No chipping at root
Blowholes and porosity Humidity in the electrode
Arc is too long
Cracks Currents too high
Dirty materials
Hydrogen in the weld (in the coating
of the electrode)
PROBLÈMES DE SOUDURE
Projections
excessives
Arc long
Courant élevé
Collages Arc trop long
Courant trop bas
Cratères Éloignement trop rapide de l’électrode au
moment du détachement
Inclusions Nettoyage imparfait entre les passes
Mauvaise répartition des passes
Mouvement défectueux de l’électrode
Pénétration
insusante
Courant de soudage trop bas
Absence de burinage au sommet
Souures et
porosités
Humidité dans l’électrode
Arc trop long
Criques Courants trop élevés
Matériaux sales
Hydrogène en soudage (dans l’enrobage
de l’électrode)
2
5

MODALITÄTEN ZUM GEBRAUCH
BESCHREIBUNG DER STEUERTAFEL
1 - Erdungs-Steckdose
2 - Wählschalter des Nennwerts
3 - Bereichs-Wählschalter
4 - Schweiß-Steckdose
5 -
Wählschalter
GEN - WELD
FUNKTION ALS GENERATOR
Den Wählschalter 5 auf “GEN.”
Den Verbraucher mit den Steckdosen verbinden.
Die Verbraucher-Vorrichtung starten.
FUNKTION ALS SCHWEISSMASCHINE
Den Wählschalter 5 auf “WELD.”
Den Steckerstift des Erdungskabels in die Steckdose
1 (4 zum Schweißen bei umgekehrter Polarität)
einführen.
Das Erdungskabel mit dem zu schweißenden We-
rkstück verbinden.
Den Steckerstift des Kabels der Elektroden-halter
Zange in die andere Steckdose einführen.
Den Strombereich mittels des Wählsch-alters 3
einstellen.
Den Schweißstrom mittels des Wählschalters 2
einstellen
.
Schweißen.
Achtung. Während des Schweißvorgangs stehen
die Steckdosen des Generators unter Spannung,
jedoch erweist sich der Spannungswert als
niedrig und nicht stabil. Aus Sicherheitsgründen
wird daher empfohlen, die Verbraucherlasten
während des Schweißvorgangs abzutrennen.
Die Schweißmaschine kann den Höchststrom nur für
eine begrenzte Zeit liefern, nach deren Ablauf eine
Abkühlung erforderlich ist (siehe Angabe auf dem
Typenschild). Sollte daher bei der Arbeit mit hohen
Stromleistungen der Thermoschutz eingreifen,
muß man einige Minuten warten, bis dieser sich
CÓMO SE UTILIZA
DESCRIPCION DEL PANEL
1 - Toma para la puesta a tierra
2 - Mando del valor nominal
3 - Mando de la gama
4 - Toma para la soldadura
5 - Mando GEN - SALD
FUNCIONAMIENTO COMO GENERADOR
Poner el mando 5 en “GEN.”
Conectar el utilizador a las tomas.
Poner en marcha el dispositivo utilizador.
FUNCIONAMIENTO COMO SOLDADORA
Poner el mando 5 en “WELD.”
Enchufar el cable de masa a la toma 1 (4 para
soldar con polaridad inversa).
Conectar el cable de masa a la pieza a
soldar.
Enchufar la clavija del cable de la pinza por-
taelectrodo en la otra toma.
Programar la gama de corriente con el
mando 3.
Programar la corriente de soldadura con el
mando 2.
Soldar.
Cuidado: durante la soldadura las tomas del
generador están bajo tensión, cuyo valor
sin embargo resulta bajo e inestable. Así
pues y en relación a la seguridad, se reco-
mienda desconectar las cargas utilizadoras
durante la soldadura.
La soldadora puede suministrar la corriente
máxima sólo por un tiempo limitado, así que
transcurrido dicho tiempo es necesario que se
enfríe (ver la indicación de la placa). Por tanto,
en el caso de que al trabajar con corrientes
elevadas se activase la protección térmica,
será necesario esperar algunos minutos para
que ésta se reactive automáticamente.
PROBLEMAS DE SOLDADURA
Excesivas
salpicaduras
Arco largo
Corriente elevada
Pegados Arco demasiado largo
Corriente demasiado baja
Cráteres Separación demasiado rápida del electrodo
al alejarlo
Inclusiones Entre las pasadas no se limpia bien
Mala distribución de las pasadas
Movimiento defectuoso del electrodo
Insuciente
penetración
Corriente de soldadura demasiado baja
Cinceladura no efectuada en el vértice
Soplados y
porosidad
Humedad en el electrodo
Arco demasido largo
Grietas Corrientes demasiado elevadas
Materiales sucios
Hidrógeno en soldadura (en elrevestimiento
del electrodo)
SCHWEISSPROBLEME
Übermäßiges
Sprühen
Langer Lichtbogen
Starker Strom
Ankleben Lichtbogen zu lang
Strom zu niedrig
Krater Zu schnelles Entfernen der Elektrode
beim Ablösen
Einschlüsse Unzureichende Reinigung zwischen den
Schweißgängen
Unzureichende Verteilung der
Schweißgänge
Fehlerhafte Bewegung der Elektrode
Unzureichende Schweißstrom zu niedrig
Durchdringung Kein Abmeißeln am Scheitel
Blasen und
Porösität
Feuchtigkeit in der Elektrode
Lichtbogen zu lang
Risse Zu hoher Strom
Schmutzige Materialien
Wassersto in der Schweißung (im
Überzug der Elektrode)
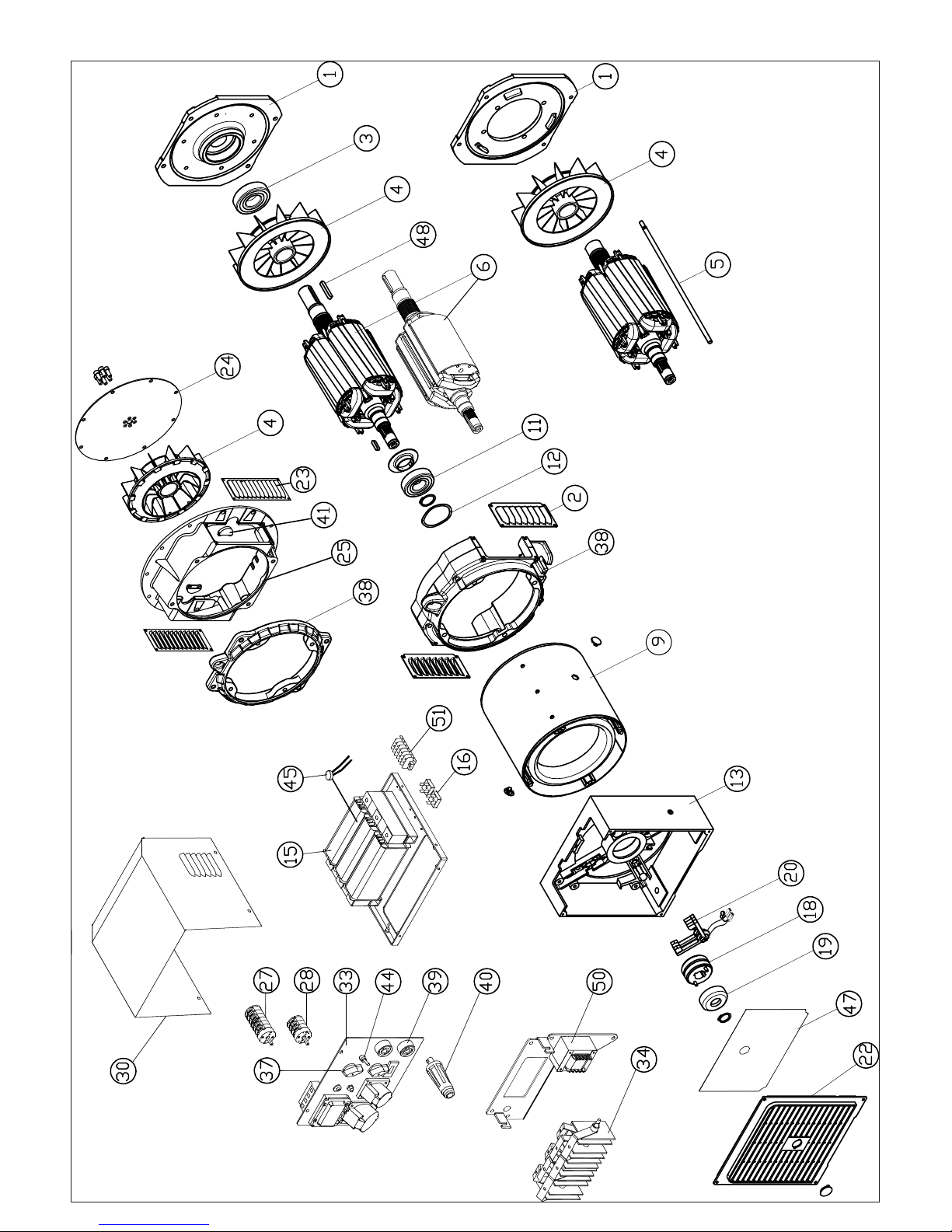
Disegno esploso Exploded view Vue eclatee Teilmontagezeichnung Despiece
REF. CODE DESCRIZIONE DESCRIPTION DESCRIPTION BESCHREIBUNG DESCRIPCION
1 (*) \ Flangia anteriore Front flange Flasque avant Vorderflansch Brida anterior
2 158286 Griglia anteriore destra IP23 IP23 Right front grid Grille antérieure droit IP23 Vordergitter recht IP23 Rejilla anterior derecha IP23
158366 Griglia anteriore sinistra IP23 IP23 Left front grid Grille antérieure gauche IP23 Vordergitter links IP23 Rejilla anterior izquierda IP23
3 105458 Cuscinetto 6308 2RS C3 Bearing type 6308 2RS C3 Roulement 6308 2RS C3 Lager 6308 2RS C3 Cojinete 6308 2RS C3
4 (*) 106320 Ventola (con foro diam.44mm) Fan (with hole diam.44mm) Ventilateur (avec trou diam.44mm) Lüfterrad (mit Loch d.44mm) Ventilador (agujero diám.44mm)
106321 Ventola (con foro diam.49mm) Fan (with hole diam.49mm) Ventilateur (avec trou diam.49mm) Lüfterrad (mit Loch d.49mm) Ventilador (agujero diám.49mm)
156590 Ventola (con foro diam.54mm) Fan (with hole diam.54mm) Ventilateur (avec trou diam.54mm) Lüfterrad (mit Loch d.54mm) Ventilador (agujero diám.54mm)
5 (*) \ Tirante centrale Shaft stay bolt Tige centrale Spannstange Tirante àrbol
6 (*) \ Rotore (1) Rotor (1) Rotor (1) Rotor (1) Rotor (1)
9 (*) \ Statore + cassa Stator + housing Stator + carcasse Stator + Gehäuse Estator + carcasa
11 105457 Cuscinetto 6307 2RS C3 Bearing type 6307 2RS C3 Roulement 6307 2RS C3 Lager 6307 2RS C3 Cojinete 6307 2RS C3
12 105594 Anello compensazione diam.80 Waved washer diam.80 Bague de compensation Ø 80 Kompensationsring Ø 80 Anillo de compensación Ø 80
13 158793 Scudo posteriore Rear shield Bouclier arrière Hinteres schild Escudo posterior
15 (*) \ Impedenza Welding impedance Reactance Impedanz Impedancia
16 106578 Ponte raddrizzatore monofase Single-phase rectifier bridge Pont redresseur monophasè Einphasen-Diodenbrücke Puente diodos monofásico
18 107134 Collettore Slip ring Collecteur Kollektor Colector
19 106220 Coperchio copricollettore Slip ring cover Couvercle couvre-collecteur Deckel-Kollektrkasten Tapa cubrecolector
20 107820 Portaspazzole+spazzole Brush-holder + brushes Porte-balais+balais Bürstenhalter+Bürsten Portaescobillas+escobillas
22 106062 Griglia posteriore IP23 IP23 rear grid Grille arrière IP23 Hintergitter IP23 Rejilla posterior IP23
23 159110 Griglia IP23 per campana SAE5 IP23 grid for SAE5 bell flange Grille IP23 pour carter SAE5 Gitter IP23 fur Glocke SAE5 Rejilla IP23 para campana SAE5
154876 Griglia IP23 per campana SAE3-4 IP23 grid for SAE3-4 bell flange Grille IP23 pour carter SAE3-4 Gitter IP23 fur Glocke SAE3-4 Rejilla IP23 para campana SAE3-4
24 (*) 112013 Kit disco 6,5" Kit disk 6,5" Disque SAE 6,5" Scheibe SAE 6,5" Disco SAE 6,5"
112014 Kit disco 7,5" Kit disk 7,5" Disque SAE 7,5" Scheibe SAE 7,5" Disco SAE 7,5"
112015 Kit disco 8" Kit disk 8" Disque SAE 8" Scheibe SAE 8" Disco SAE 8"
112016 Kit disco 10" Kit disk 10" Disque SAE 10" Scheibe SAE 10" Disco SAE 10"
112017 Kit disco 11,5" Kit disk 11,5" Disque SAE 11,5" Scheibe SAE 11,5" Disco SAE 11,5"
25 (*) 107739 Flangia campana SAE5 SAE5 bell flange Bride carter SAE5 Flansch Glocke SAE5 Brida campana SAE5
107735 Flangia campana SAE4 SAE4 bell flange Bride carter SAE4 Flansch Glocke SAE4 Brida campana SAE4
107736 Flangia campana SAE3 SAE3 bell flange Bride carter SAE3 Flansch Glocke SAE3 Brida campana SAE3
27 106811 Commutatore 12 posizioni 12 positions commutator Commutateur 12 positions Schalter 12 positionen Conmutador de 12 posiciones
28 106817 Commutatore 3 posizioni 3 positions commutator Commutateur 3 positions Schalter 3 positionen Conmutador de 3 posiciones
30 155071 Coperchio superiore Top cover Couvercle superieur Deckel Tapa superior
33 (*) \ Pannello / Quadro elettrico Panel / Electrical panel Plaque / Tableau électrique Platte / Schalttafel Placa / Cuadro eléctrico
34 106565 Ponte diodi di saldatura Welding rectifier bridge Pont redresseur de soudage Schweißdiodenbrücke Puente diodos de soldadura
37 106040 Manopola commutatore Commutator knob Bouton du commutateur Drehknopf Umschalter Perilla del conmutador
38 (*) 157974 Scudo anteriore Front shield Bouclier avant Vorderes schild Escudo anterior
107728 Flangia distanziale (SAE) Spacer flange (SAE) Bride entretoise (SAE) Distanzflansch (SAE) Brida distanciadora (SAE)
39 107056 Morsetto femmina saldatura 600A 600A female welding clamp Borne de soudage (600A femelle) Aufnahmeklemme 600A Schweißung Borne hembra soldadura 600A
40 107059 Morsetto maschio saldatura 600A 600A male welding clamp Borne de soudage (600A mâle) Einsteckklemme 600A Schweißung Borne macho soldadura 600A
41 106157 Tappo campana SAE3 SAE3 bell cap Bouchon carter SAE3 Stopfen Glocke SAE3 Tapón campana SAE3
44 106822 Deviatore bipolare 2 posizioni Range selector (2 pos.) Selecteur de la gamme (2 pos.) Bipolarer Zweistellen-Wechselsc. Deviador bipolar 2 posiciones
45 106600 Protettore termico Thermal protection Protection thermique Warmeschutz Proteccion termica
47 161021 Pannello posteriore Rear panel Plaque arrière Hinteres platte Placa posterior
48 105475 Linguetta 10x8x55 Shaft key10x8x55 Clavette 10x8x55 Keil 10x8x55 Chaveta 10x8x55
50 (*) \ Compound Compound Compound Trafo Compuesto
51 107073 Morsettiera a faston Faston terminal board Bornier faston Klemmenbrett faston Borniera faston
(1) Comprende i partic.4+11+18+19 (1) 4+11+18+19 item is included (1) Comprend le pièce 4+11+18+19 (1) Teils 4+11+18+19 inbegriffen (1) Incluye el partic.4+11+18+19
(*) Specificare nella richiesta di pezzi di ricambio la descrizione dell'oggetto, il codice, il numero di matricola e le caratteristiche della macchina (rilevabili in targhetta).
(*) When ordering spare parts, please indicate the alternator code and serialnumber and its characteristics (they are available on the label)
(*) Nous vous prions d'indiquer, dans vos commandes de pièces de rechange, la description de la pièce, le numéro de code et de série et les charactéristiques de la machine.
(*) In den Ersatzteilanfrage sind die Gegenstandbeschreibung, die Materialnummer, die Kennummer und die Eigenschaften der Maschine (vom Schild zu entnehmen) anzugeben.
(*) Solicitar las piezas de recambio siempre indicando la descripciòn del objecto, el codigo, el numero de matrìcula y las caracterìsticas de la màquina (descritas en la placa de identificaciòn).
Parti di ricambio Spare parts list Pieces datachees Ersatzteilliste Partes de recambio

Restituzione macchine in riparazione
Returning machines repaired
Retour marchandises pour reparation
Rückgabe der maschinen zur reparatur
Devolución máquinas en reparación
Lo scopo della presente
scheda è assicurare al Cliente
un valido ed eciente servizio
di assistenza. Questa scheda
dovrà essere consegnata
all’utilizzatore nale da parte
del venditore locale.
PROCEDURA
Nel caso di guasti o anoma-
lie di funzionamento delle
macchine Sincro, il Cliente
è invitato ad interpellare il
nostro “Servizio Assisten-
za” telefonando allo 0445-
450500.
Se, dopo tale contatto, risul-
tasse necessaria la restitu-
zione del prodotto, il nostro
“Servizio Assistenza” fornirà
alClienteun numero di“Rien-
tro Materiale Autorizzato”
(RMA),che dovrà essere
riportato sia sui documenti
di accompagnamento del
materiale che nella presente
Scheda di Riparazione.
Prodotti resi senza aver
seguito la descritta proce-
dura e privi della scheda di
riparazione, verranno respinti
al mittente dal magazzino
accettazione.
Per l’eventuale concessione
della garanzia è indispensabi-
le che la Sincro sia contattata
esclusivamente dal proprio
Cliente. Richieste di riparazio-
ne provenienti direttamente
dall’utilizzatore nale saranno
in ogni caso considerate NON
in garanzia.
Prima di procedere a ripa-
razioni verrà comunicato
un preventivo e si attenderà
l’autorizzazione da parte
del Cliente
SCHEDA DI
RIPARAZIONE
La scheda di riparazione deve
essere compilata per ogni
prodotto ed inclusa nell’im-
ballo di restituzione. L’accu -
ratezza nella compilazione
renderà il nostro intervento
rapido e risolutivo.
SPEDIZIONE
La merce resa viaggia esclu-
sivamente a spese e a rischio
delCliente indipendentemen-
te dalla concessione dell’in-
tervento in garanzia.
Curare che le macchine siano
in ordine, pulite e che l’olio di
eventuali moltiplicatori di giri
sia stato vuotato.
Si raccomanda di restituire
il materiale entro un imballo
adeguato curando di proteg-
gere il prodotto dagli urti.
The scope of this card is
to ensure the client with a
valid and ecient assistance
service. This card must be
given to the purchaser by
the local dealer.
PROCEDURE
Whenever any Sincro machi-
ne malfunctions, the client
is invited to contact our
“Assistance Service” by
calling ++39 0445 450500.
If the decision is made to
return the product, we will
provide you with an “Au-
thorized Material Return”
(RMA) number that must be
included both in the delivery
documents that accompany
the material and this Repair
Card. Products that have
been returned without fol-
lowing the procedure above
and without a Repair Card will
be returned to sender.
In order to obtain coverage
under the warranty, Sincro
must be contacted exclusi-
vely by its authorized dealer.
Requests for repairs received
directly from nal user clients
will be considered outside the
terms of warranty coverage.
Prior to performing repair,
an estimate will be provided
and authorization must be
received from the authorized
dealer before proceeding
with the repair.
REPAIR CARD
A repair card must be com-
piled for every product and
enclosed in the packaged
product sent for repair. Pro-
viding accurate and complete
information in the Repair
Card will help us repair the
product faster and better.
SHIPMENT
All products to be repaired are
shipped at the risk and expen-
se of the client regardless of
whether warranty coverage
will be claimed or not. The
client must make sure that
the machines sent for repair
are in good order, clean, and
that the oil in the overgear
system has been drained.
We recommend returning the
products in adequate packa-
ging that ensures protection
against impact.
Le but de la présente che
est d’assurer au client un
service après-vente rapi-
de et ecace. Cette che
devra être communiqué à
l’utilisa teur nal de la part
du revendeur agréé.
PROCEDURE
En cas de pannes ou d’ano-
malies de fonctionnement
des machines Sincro, le
client est invité à contacter
notre “Service Assistance”
en téléphonant au ++39
0445 450500. Si à la suite
de ce contact, larestitution du
produit s’avère nécessaire,
notre “Service Assistance”
communiquera au client un
numéro pour le “Retour Ma-
tériel Autorisé” (RMA) qui
devra être reporté sur le do-
cument d’accompagnement
du matériel comme sur la
présente Fiche technique de
réparation.
Les produits rendus sans
avoir suivi la procédure
décrite et privés de la Fiche
technique de réparation
seront retournés à l’en-
voyeur. Pour une éventuelle
concession de garantie il est
indispensable que la Sincro
soit contacté directement
par le revendeur agréé. Les
demandes de réparation ef-
fectuées par l’utilisateur nal
seront considérées comme
étant hors garantie. Toute
demande de réparation fera
l’objet d’un devis.
FICHE TECHNIQUE DE
REPARATION
La che technique de répa-
ration doit être remplie pour
chacun des produits et jointe
à la marchandise restituée.
La clarté des données four-
nies permettra une interven-
tion rapide et décisive.
EXPEDITION
Les frais d’expédition sont à
la charge du client et cela,
indépendamment du fait
que la marchandise soit
encore sous garantie. Faire
en sorte que les machines
soient au complet, nettoyées
et que l’huile des éventuels
multiplicateurs de tours ait
été évacuée. Il est conseillé
d’expédier la machine dans
un emballage adapté et
antichoc.
Zweck dieser Karte ist, dem
Kunden einen guten und wirk-
samen Kundendienst zu
gewährleisten. Diese Karte
soll dem Endbenutzer vom
lokalen Verkäufer übergeben
werden.
VERFAHREN
Bei Schäden oder Betriebsstö-
rungen der Sincro-Maschinen,
ist der Kunde gebeten, unse-
ren “Kundendienst” unter der
Nummer ++39 0445
450500
anzurufen.
Falls nach dieser Kontaktauf-
nahme eine Rückgabe des
Produkts erforderlich sein sollte,
gibt unser “Kundendienst” dem
Kunden eine “Nummer für die
Rückgabe von autorisiertem
Material” (RMA), die sowohl
in die Begleitunterlagen des
Materials als auch in diese
Reparaturkarte einzutragen
ist. Produkte, die ohne o.g.
Vorgang und ohne Reparatur-
karte zurückgegeben werden,
werden nicht akzeptiert und
von der Annahmestelle an den
Absender zurückgegeben.Für
eine eventuelle Garantiegewäh-
rung i st es erforderlich, daß die
Fa. Sincro ausschließlich vom
Kunden selbst kontaktiert wird.
Vom Endbenutzer gemachte
Reparaturan fragen werden
in jedem Fall als NICHT un-
ter Garantie stehende Fälle
bearbeitet.
Vor der Reparaturaus führung
wird ein Kostenvoranschlag
mitgeteilt und eine Geneh-
migung seitens des Kunden
abgewartet.
REPARATURKARTE
Die Reparaturkarten müsen für
jedes Produkt ausgefüllt werden
und in der Rückgabever-pa-
ckung eingeschlossen sein.
Die sorgfältige Ausfüllung
ermöglich einen unserseitigen
raschen und problemlösenden
Eingri.
VERSAND
Unabhängig von der Gewäh-
rung des Garantieeingriffs,
reist die zurückgegebene Ware
ausschließlich auf Kosten und
Risiken des Kunden. Sich über-
zeugen, daß die Maschinen
in Ordnung und sauber sind
und daß das Öl eventueller
Drehzahlübersetzer ausgeleert
wurde.
Es wird empfohlen, das Ma-
terial in einer entsprechend
geeigneten Verpackung zu-
rückzugeben, um das Produkt
vor Stößen zu schützen.
Esta cha se remite al Cliente
con la nalidad de garantizar-
le un servicio de postventa vá-
lido y eciente. El revendedor
local tiene que suministrarla
al usuario nal.
PROCEDIMIENTO
En caso de averías o ano-
malías de funcionamiento
de las máquinas Sincro,
aconsejamos al Cliente que
se ponga en contacto con el
Servicio Postventa llamando
el número ++39 0445 450500.
Si a continuación de la llama-
da fuera necesario devolver el
producto, el Servicio de Pos-
tventa suministrará al Cliente
un número de “Regreso Ma-
terial Autorizado” (RMA),
que deberá encontrarse
tanto en los documentos
de expedición del material,
como en la presente Ficha
de Reparación.
Productos devueltos sin ha-
ber efectuado el procedimien-
to descrito anteriormente y
los que no tengan la cha
de reparación, se rechazarán
al Cliente del Almacén de
aceptación.
Por lo que respecta a la
posible concesión de la ga-
rantía, es preciso que Sincro
se contacte únicamente por
el Cliente; la petición de
reparaciones directamente
por parte del usuario nal
han de considerarse NON en
garantía. Antes de proceder a
la reparación se comunicará
un presupuesto al Cliente y
se esperará la autorización
del mismo.
FICHA DE REPARACIÓN
La cha de reparación debe
completarse para cada
producto e incluirse en el
embalaje de devolución. La
esmerada completación de la
cha permitirá una reparación
rápida y eciente.
ENVÍO
Los gastos de transporte
corren por cuenta y riesgo del
Cliente, independientemente
dela concesión dela interven-
ción en garantía.
Cerciorarse de que las máqui-
nas están limpias y en buen
estado, y que el aceite de
los posibles multi plicadores
de vueltas ha sido vaciado.
Aconsejamos devolver el
material en un embalaje que
permita protegerlo durante el
transporte.

Scheda di riparazione:
Repair card:
Fiche technique de réparation:
Reparaturkarte:
Ficha de reparación:
DATA:
Descrizione del prodotto:
Description of product:
Description du produit:
Produktbezeichnung:
Descripción del producto:
Modello:
Model:
Modèle:
Modell:
Modelo:
Matricola:
Serial number:
N° de série:
Kennummer:
Matrícula:
RMA:
Motivo della restituzione:
Reason for return::
Motif(s) de la restitution:
Begründung d. Rückgabe:
Motivo de la devolución:
Assenza di tensione:
No voltage:
Absence de tension:
Spannungsmangel:
Falta de tensión:
Tensione bassa:
Low voltage:
Tension insusante:
Niederspannung
Tensión baja:
Problemi meccanici:
Mechanical problems:
Problèmes mécaniques:
Mechanische Probleme:
Problemas mecánicos:
Note:
Notes:
Remarques:
Anmerkungen:
Notas:
Ditta:
Company:
Entreprise:
Firma:
Empresa:
Tel/Fax:
Persona da contattare:
Contact person:
Contact:
Ansprechpartner:
Persona a contactar:
Barrare la casella corrispondente:
Put an “X” in the corresponding box:
Barrer la case correspondante:
Das entsprechende Kästchen ankreuzen:
Rellenar la casilla correspondiente:
Riparazione:
Repair:
Réparation:
Reparatur:
Reparación:
Manutenzione:
Maintenance:
Entretien:
Wartung:
Mantenimiento:
Problemi sul quadretto elettrico:
Electrical control panel problems:
Problème au niveau des circuits électriques:
Probleme am Schaltbrett:
Problemas en el cuadro eléctrico:
Tensione alta:
High voltage:
Surtension:
Hochspannung:
Tensión alta:
IDENTIFICAZIONE CLIENTE - CLIENT IDENTIFICATION - DONNEES D’IDENTIFICATION CLIENT -
KUNDENBEZEICHNUNG - IDENTIFICACIÓN DEL CLIENTE
Tecnico contattato:
Technician contacted:
Technicien contacté:
Kontaktierter Techniker:
Técnico contactado:
SOGA S.p.A. - Via Tezze, 3 36073 Cereda di Cornedo Vicentino Vicenza - Italy -
ph. +39 0445 450500 - fax. +39 0445 446222

GARANZIA
Sincro garantisce ai propri
clienti gli alternatori e
saldatrici prodotti al suo
interno per un periodo di 12
mesi a decorrere dalla data
di consegna. Si precisa che
detta garanzia è rivolta ai
soli clienti della Sincro ai
quali direttamente risponde.
La Sincro non riconosce
direttamente la garanzia
ad alcun soggetto che,
pur in possesso dei suoi
prodotti, non li abbia da essa
acquistati direttamente.
Nel caso dei distributori
ufficiali della Sincro nel
mondo, la garanzia viene
estesa a 18 mesi dalla data
di consegna.
Entro i suddetti termini la
Sincro si impegna a fornire
gratuitamente pezzi di
ricambio di quelle parti che,
a giudizio della Sincro o
di un suo rappresentante
autorizzato, presentino
difetti di fabbricazione o di
materiale oppure, a suo
giudizio, ad effettuarne la
riparazione direttamente
o per mezzo di officine
autorizzate senza assumersi
alcun onere per il trasporto.
Rimane comunque
esclusa qualsiasi altra
forma di responsabilità o
obbligazione per altre spese,
danni e perdite dirette o
indirette derivanti dall’uso
o dalla impossibilità d’uso
dei prodotti, sia totale che
parziale.
La riparazione o la fornitura
sostitutiva non prolungherà,
né rinnoverà la durata del
periodo di garanzia.
La garanzia decadrà:
qualora si manifestassero
inconvenienti o guasti dovuti
ad imperizia, utilizzo oltre
ai limiti delle prestazioni
nominali, se il prodotto
avesse subito modifiche
o se dovesse ritornare
disassemblato o con dati di
targa alterati o manomessi.
Per la richiesta di garanzia
i clienti dovranno attenersi
alla procedura descritta
nella scheda gialla
allegata al manuale d’uso
e manutenzione che, per
la resa del materiale,
dovrà accompagnare ogni
prodotto.
GARANTIE
Die Firma Sincro gewährt
ihren Kunden eine Garantie
von 12 Monaten Laufzeit ab
dem Auslieferungsdatum auf
die in ihrem Betrieb hergestell-
ten Drehstromgeneratoren
und Schweißmaschinen. Es
wird präzisiert, dass diese
Garantie ausschließlich für
die Kunden der Firma Sincro,
denen gegenüber sie direkt
haftet, bestimmt ist. Die Firma
Sincro erkennt keine direkte
Garantie gegenüber Perso-
nen/Firmen an, die, obwohl
sie im Besitz ihrer Produkte
sind, diese nicht direkt von ihr
gekauft haben.
Wenn es sich um ozielle Ver-
triebshändler der Firma Sincro
im Ausland handelt, wird die
Garantie auf 18 Monate ab
dem Auslieferungsdatum au-
sgedehnt.
Die Firma Sincro verpichtet
sich, innerhalb der oben ge-
nannten Fristen kostenlos
Ersatzteile für jene Teile zu
liefern, die ihrem eigenen
Urteil oder dem eines von
ihr autorisierten Vertreters
gemäß Fabrikations- oder
Materialmängel aufweisen,
oder, wenn sie dies für richtig
hält, die Reparatur direkt oder
mittels autorisierter Werkstät-
ten auszuführen, wobei sie
keinerlei Transportaufwen-
dungen übernimmt.
Ausgeschlossen bleibt jedoch
jegliche sonstige Form der
Haftung oder Verpflichtung
in Bezug auf anderweitige
Kosten, Schäden und direk-
te oder indirekte Verluste,
die sich aus dem Gebrauch
oder aus der Unmöglichkeit
des Gebrauchs der Produkte
ableiten, sei es in vollem
Umfang oder teilweise.
Die Reparatur oder Ersa-
tzlieferung bewirkt weder
eine Verlängerung noch eine
Erneuerung der Laufzeit der
Garantie.
Die Garantie verfällt, wenn
Probleme oder Störungen
auftreten, die durch unsa-
chgemäßen Gebrauch ent-
stehen, bei Einsatz über die
Nennleistungsgrenzen hinaus,
wenn am Produkt Abänderun-
gen vorgenommen wurden
oder wenn es in zerlegtem
Zustand oder mit veränderten
bzw. manipulierten Daten des
Typenschilds zurückgesandt
werden sollte.
Zur Beantragung von Ga-
rantieleistungen müssen die
Kunden sich an den Ver-
fahrensablauf halten, der im
gelben Datenblatt, das der
Bedienungs- und Wartung-
sanleitung beigefügt ist und
das bei Materialrücksendung
jedes Produkt begleiten muss,
beschrieben ist.
GARANTIE
Sincro garantit à ses clients
les alternateurs et les
machines à souder pro-
duites par ses soins pour
une période de 12 mois
à compter de la date de
livraison. Nous précisons
que cette garantie est accor-
dée uniquement aux clients
de Sincro auxquels elle
répond directement. Sincro
ne reconnaît directement la
garantie à aucun sujet qui,
tout en possédant l’un de
ses produits, ne le lui a pas
acheté directement.
Dans le cas des distribu-
teurs officiels de Sincro
dans le monde, la garantie
est étendue à 18 mois à
compter de la date de li-
vraison.
Dans les périodes susdites,
Sincro s’engage à fournir
gratuitement les pièces de
rechange des parties qui, de
l’avis de Sincro ou de l’un de
ses représentants agréés,
présentent des défauts de
fabrication ou de matériau
ou bien, selon son jugement,
elle s’engage à en eectuer
la réparation directement
ou par le biais d’ateliers
agréés sans prendre à sa
charge aucun frais pour le
transport.
Toute autre forme de res-
ponsabilité ou obligation
pour d’autres frais, dom-
mages ou pertes directes
et indirectes dérivant de
l’utilisation ou de l’impossibi-
lité d’utilisation des produits,
tant partielle que totale,
reste exclue.
La réparation ou le rempla-
cement du produit ne prolon-
geront ni ne renouvelleront
la période de garantie.
La garantie ne sera pas
applicable en cas de pannes
ou d’inconvénients dus à
l’inexpérience, à l’utilisa-
tion au-delà des limites des
performances nominales, si
le produit a subi des modi-
cations ou s’il est retourné
démonté ou avec des don-
nées de plaque altérées ou
modiées.
Pour la demande de
garantie, les clients devront
suivre la procédure décrite
dans la che jaune jointe
au manuel d’instructions
et de maintenance qui de-
vra accompagner chaque
produit en cas de retour de
matériel.
GARANTÍA
Sincro garantiza a sus
clientes los alternadores
y soldadoras de su
fabricación por un periodo
de 12 meses a partir de
la fecha de entrega. Se
especifica que Sincro
reconoce exclusivamente
la garantía que ampara
solo a sus propios clientes,
ante los que se hace
directamente responsable.
Sincro no reconoce
directamente la garantía a
ningún sujeto que, a pesar
de estar en posesión de
sus productos, no los haya
adquirido directamente de
ella.
Respecto de los
distribuidores ociales de
Sincro en el mundo, la
garantía se amplía a 18
meses a partir de la fecha
de entrega.
Dentro de los términos
establecidos Sincro se
obliga a proporcionar
gratuitamente piezas de
recambio de las partes
que, según el juicio de
la empresa Sincro o de
un representante suyo
autorizado, tengan defectos
de fabricación o del material,
o bien, según su juicio,
a efectuar la reparación
directamente o por medio
de talleres autorizados, sin
correr con ningún gasto por
el transporte.
De cualquier modo, queda
excluida toda otra forma
de responsabilidad u
obligación por otros gastos,
daños y pérdidas directas o
indirectas que deriven del
uso o de la imposibilidad
de utilizar en todo o en parte
los productos.
La reparación o el suministro
sustitutivo no prolongará ni
renovará la duración del
periodo de garantía.
La garantía se
invalidará en el caso
de que se manifestaran
inconvenientes o averías
debidos a incompetencia
o a un uso que supere los
límites de las prestaciones
nominales, así como en
el caso de modicaciones
aportadas al producto o de
devolución con el artículo
desensamblado o con las
características nominales
alteradas o manipuladas.
Para solicitar la garantía, los
clientes deberán atenerse
al procedimiento descrito
en la ficha amarilla que
se adjunta con el manual
de uso y mantenimiento
y que deberá acompañar
el material en el caso de
devolución.
WARRANTY
Sincro guarantees the own
alternators and welders for a
period of 12 months starting
from the invoice issue date.
We conrm that warranty
is directed only to Sincro
customers to which we re-
spond. Sincro does not grant
warranty to those who have
not directly purchased the
product from the factory, in
spite of the possession of it.
Within the above mentioned
terms, Sincro commits itself
to supply free of charge
those spare parts that,
according to its judgment or
to the one of an authorized
representative, appear with
manufacturing or material
defects or, always to its ju-
dgment, to directly or through
an authorized centre carry
out the repairing without un-
dertaking transport costs.
We anyhow exclude forms
of responsibility or obligation
for other costs, damages and
direct or indirect loss caused
by the total or partial usage
or impossible usage of the
products.
The repairing or the substitu-
tion will not extend or renew
the warranty duration.
Warranty will not be granted:
whenever break-downs or
problems may appear be-
cause of lack of experience,
usage over the nominal
performances, if the product
had been modied or should
return incomplete, disas-
sembled or with modied
nameplate data.
For the warranty request, the
customers must follow the
procedure described on the
yellow card included in the
user’s manual, which is sup-
plied with each product.

La lista dei centri assistenza autorizzati si trova nel nostro sito web:
The service center list is available in our web site:
La liste des centres de service après-vente agréés se trouve sur notre site web:
Die Liste unserer autorisierten Kundendienststellen ndet sich aufunsererWebsite:
Uds. encontrarán la lista de los centros de asistencia autorizados en nuestro sitio web:
www.sogaenergyteam.com

Wiring diagrams Schema electrique Schaltpläne Esquemas eléctricosSchemi elettrici
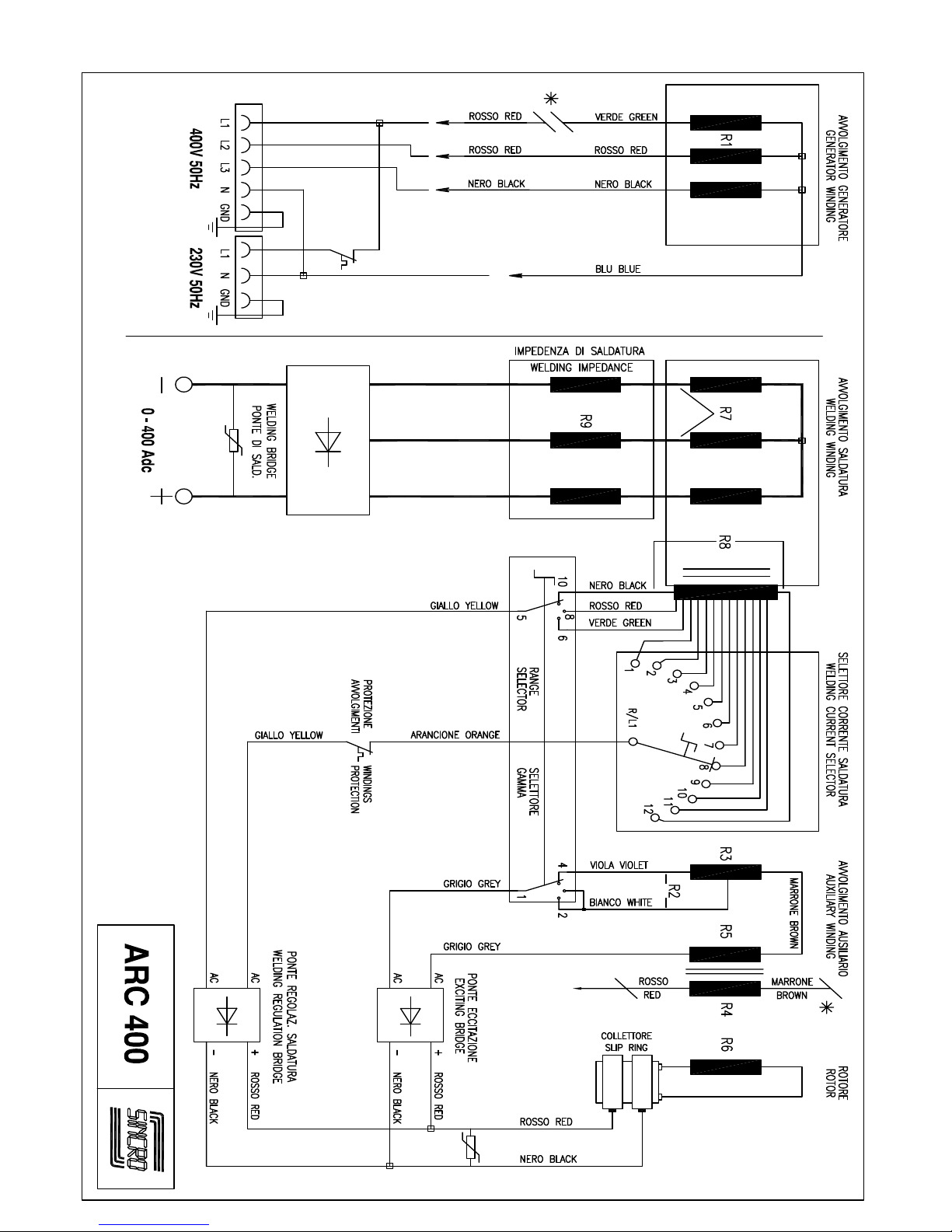
Wiring diagrams Schema electrique Schaltpläne Esquemas eléctricosSchemi elettrici

Caratteristiche tecniche: Saldatrice - Technical characteristics : Welder
Tipo
Type
Codice
Code
Velocità
Speed
(rpm)
Massa
Mass
(Kg)
Corrente di sal-
datura (DC)
Welding
current (DC)
(A)
Tensione di
innesco
Strike
voltage
(V)
Tensione di
saldatura
Welding
voltage
(V)
Servizio
Duty
Potenza Assorbita
Driving Power
ARC280 95004170.X2 1500 110 40÷280 65÷70 20.8 / 31.2
35 %
c.a. 18.5Hp
ARC400 95206170.X2 3000 110 40÷400 70 21.6 / 36
35 %
c.a. 30Hp
Caratteristiche tecniche: Generatore - Technical characteristics: Alternator
Tipo
Type
Codice
Code
Trifase (cosϕ = 0,8) - Three phase (cosϕ = 0,8) Monofase (cosϕ = 1) - Single phase (cosϕ = 1)
Potenza
Power
(S1)
(KVA)
Tensione
Voltage
(V)
Corrente
(Max.S1)
Current
(Max.S1)
(A)
Frequenza
Frequency
(Hz)
Potenza
Power
(S1)
(KVA)
Tensione
Voltage
(V)
Corrente
(Max.S1)
Current
(Max.S1)
(A)
Frequenza
Frequency
(Hz
ARC280 95004170.X2 8 400 11.5 50 3 230 13 50
ARC400 95206170.X2 10 400 14.4 50 4 230 17.4 50
Caratteristiche tecniche - Technical characteristics
Caratteristiche elettriche - Electrical data - Caracteristiques electrique
Elektrische Eigenschaften - Caracteristicas eléctricas
Tipo
Type
Type
Typ
Tipo
kVA
V
GENERATORE
GENERATOR
GENERATEUR
GENERATORS
GENERADOR
DATI DI ECCITAZIONE
EXCITATION DATA
DONNEES D’EXCITATION
COMPOUNDIERUNGSDATEN
DATOS EXCITACION
SALDATRICE
WELDER
SOUDEUSE
SCHWEISSMASCHINE
SOLDADORA
Statore
Stator
Stator
Stator
Estator
(R1)
Ω
Ausiliario
Auxiliary
Excitation
Erregung
Excitaciòn
(R2)
Ω
Ausiliario
Auxiliary
Excitation
Erregung
Excitaciòn
(R3)
Ω
Compound Rotore
Rotor
Rotor
Rotor
Rotor
(R6)
Ω
Statore
Stator
Stator
Stator
Estator
(R7)
mΩ
A vuoto
No load
A vide
Bei leerlauf
En vacìo
A pieno carico
Full load
En charge nom.
Bei vollast
Con plena carga
Selettore corrente saldatura
Welding current selector
Impedenza
Impedance
Reactance
Impedanz
Impedancia
serie
serie
seríe
(R4)
mΩ
parallelo
parallel
paralléle
(R5)
Ω
(R8)
Ω
(R9)
mΩ
V dc A dc V dc A dc
50Hz - 3000 rpm
ARC280 8kVA 231\400 0.35 R2 = 0,92
R2* =0,62 1,87 90 0,6 17,8 29,5 86 4,7 101 5,4 1,16 3,65
ARC400 10kVA 231\400 0,91 0,11 0,39 90 0,6 9,5 11,75 46 4,6 56 5,7 1,16 3,65
This manual suits for next models
1
Table of contents
Other Sincro Inverter manuals

Sincro
Sincro SK160 SA User manual

Sincro
Sincro HB4 User manual

Sincro
Sincro ER2CAA User manual

Sincro
Sincro SK315 Series User manual

Sincro
Sincro FT2MES User manual

Sincro
Sincro ARC300 MDC/2 User manual

Sincro
Sincro FK2MEA User manual

Sincro
Sincro GT 2 MA User manual

Sincro
Sincro EP260L User manual

Sincro
Sincro EW 130 AC User manual






Popular Inverter manuals by other brands

Latronics
Latronics PV Edge Grid Connect instruction manual

Siel
Siel SOLEIL 3F-TL10K Installation and operation manual
 manual ")
Agilent Technologies
Agilent Technologies MXG (Series A and B) manual

Y-Solar
Y-Solar T10 Series user manual

GW Instek
GW Instek AFG-2225 user manual

Easylife
Easylife EL6058 instruction manual











