408-8851
2of 3
Rev C
Die assemblies with center contact crimp sections
should be installed with the center contact crimp
section toward the front of the tool jaws as shown in
Figure 2. If indicated otherwise in other instructions,
follow the specific die requirements demonstrated
in that document.
3. Place the lower die in the moving jaw of the tool
frame. Install a die retention screw through the jaw
and die and tighten the screw so that the die is held
in place, but do not tighten the screw completely at
this point.
The SDE PEW 12 tool ratchet has detents that are
audible as six "clicks" as the handles are closed.
The ratchet releases on the sixth "click."
4. Slowly close the tool handles, allowing the dies to
mate and/or align. Continue closing the tool handles
until the ratchet makes the fifth "click," then tighten
both die retention screws until snug.
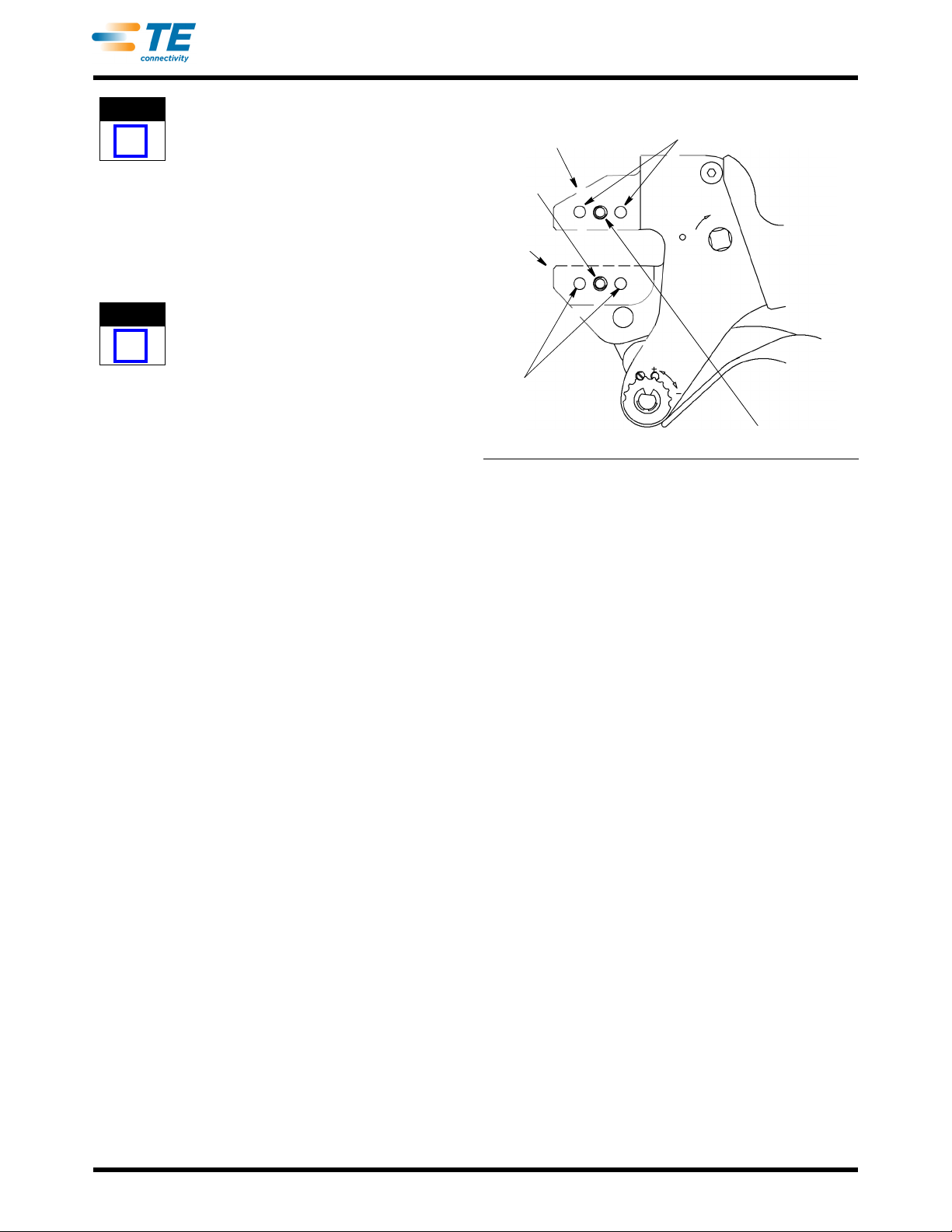
3.2. Installation of Pinned Dies (Figure 3)
1. Install the wire and insulation anvil dies with the
chamfers facing the front of the tool and the die
markings facing outward into the movable jaw of the
frame assembly.
2. Insert the die retaining pins and the short die
retention screw. Do not tighten the screw
completely.
3. Install the wire and insulation crimper dies, with
the chamfers facing the front of the tool, and with
the die markings facing outward into the stationary
jaw of the frame assembly.
4. Insert the die retaining pins and the long die
retention screw. Do not tighten the screw
completely.
5. Slowly close the tool handles allowing the dies to
mate and/or align. Continue closing the tool handles
until the ratchet makes the fifth "click," then tighten
both die retention screws until snug.
3.3. Removal
To remove the die assemblies, close the tool handles
until the tool ratchet releases, and allow the handles to
open fully. Reverse the installation procedure(s).
4. MAINTENANCE/INSPECTION
4.1. Daily Maintenance
TE recommends that operators of the tool be made
aware of, and responsible for, the following steps of
daily maintenance:
1. Remove dust, moisture, and any other
contaminants from the tool with a clean, soft brush,
or a clean, soft, lint-free cloth. Do NOT use hard or
abrasive objects that could damage the tool.
Figure 3
2. Make certain that the pivot pins are in place and
that they are secured with retaining rings.
3. All pins, pivot points, and bearing surfaces should
be protected with a thin coat of any good SAE† 20
motor oil. Do not oil excessively.
4. When the tool is not in use, keep handles closed
to prevent objects from becoming lodged in the
crimping jaws. Store the tool in a clean, dry area.
4.2. Periodic Inspection
Regular inspections of the tool should be performed
by quality control personnel. A record of scheduled
inspections should remain with the tool or be supplied
to supervisory personnel responsible for the tool.
Inspection frequency should be based upon amount of
use, working conditions, operator training and skill,
and established company standards.
1. Remove all lubrication and accumulated film by
immersing the tool (handles partially closed) in a
suitable commercial degreaser that will not affect
paint or plastic material.
2. Make certain that all pivot pins are in place and
secured with retaining rings.
3. Close tool handles until ratchet releases and then
allow them to open freely. If they do not open
quickly and fully, the spring is defective and must be
replaced.
Insert Upper Die
Insert
Lower
Die
Short Die
Retention
Screw
Die
Retaining
Pins
Die Retaining Pins
Long Die Retention Screw











































