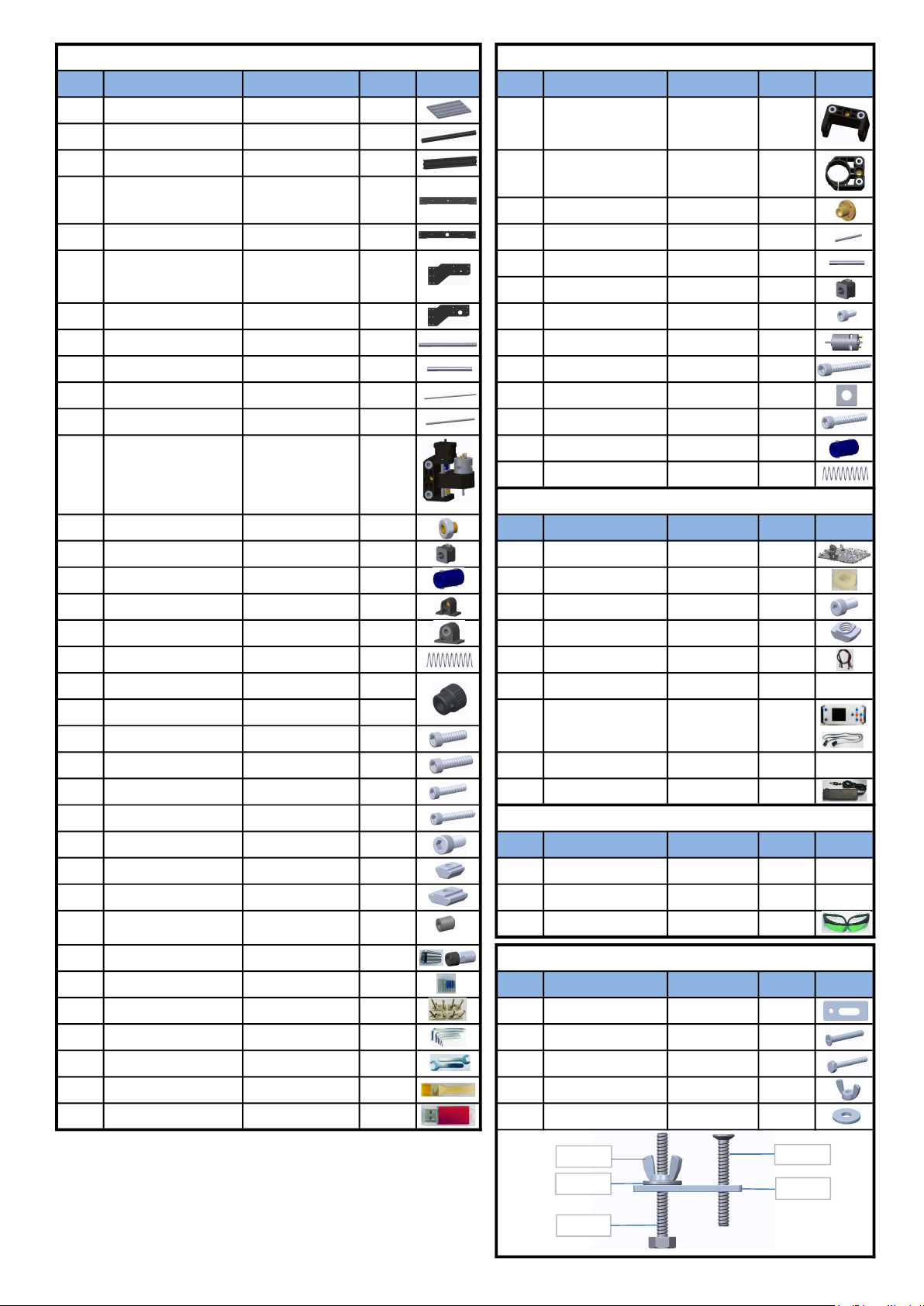
1.Parts List
Part No Part Name Eplanation Quantit Picture Part No Part Name Eplanation Quantit Picture
01 Aluminum profile 15180*300mm 1
02 Aluminum profile 2020*370mm,Black 2
03 Aluminum profile 2040*295mm,Black 2
A3 T8 Nut (Z T8*15mm 1
05 Connecting plate (back) Black bakelite 1 A4 Z Lead scre T8*88mm 1
A5 Z Smooth ais 8*92mm 2
A6 Stepper motor 42HD 1
07 Connecting plate (right) Black bakelite 1 A7 Inner heagon scre M3*10 4
08 X Smooth ais 10*370mm 2 A8 Spindle motor 775 1
09 Y Smooth ais 10*295mm 2 A9 Inner heagon scre M4*30 1
10 X Lead scre T8*393mm 1 A10 Square Nut M4*2.5mm 1
11 Y Lead scre T8*308mm 1 A11 Inner heagon scre M3*18 4
14 Muff coupling(Z 8-5 1 Set
17 Spring 10.5 1
12 T8 Nut (X/Y 2 Part No Part Name Eplanation Quantit Picture
13 Stepper motor 42HD 2 C1 Control board VIGO 1
14 Muff coupling (X/Y 8-5 2 Set C2 Column PA,M5*3 4
15 Nut support seat (Y) T8 1 C3 Inner heagon scre M5*10 4
16 Guide block (Y) 4 C4 Ship nut M5-10 4
17 Spring 10.5 2 C5 Stepper motor ire 4P 3
18 Hand knobX/Y 8*18mm 2 C6 Spindle motor ire 2P 1
19 Hand knobZ 5*18mm 1
20 Inner heagon scre M5*16 12
21 Inner heagon scre M5*20 20 C8 USB cable 1
22 Inner heagon scre M3*14 4 C9 Poer suppl 24V,5A 1
23 Inner heagon scre M3*18 4
24 Inner heagon scre M6*12 10 Part No Part Name Eplanation Quantit Picture
25 Trapeoidal nut M5-20 12 L1 Laser kit Optional 1 Set
26 Trapeoidal nut M6-30 10 L2 Laser ire 3P 1
L3 Protective glass Optional 1
28 ER11 C16-ER11-35L 5mm 1 Set
29 Milling cutter 1 Set Part No Part Name Eplanation Quantit Picture
30 Fiture 4 Set 30-1 Pressing plate 50*20 4 PCS
31 Inner Heagon Wrench 2/2.5/3/4/5mm 1 Set 30-2 Scre M6*40 4 PCS
32 Nut Wrench 14# / 17mm 1 Set 30-3 Scre M6*45 4 PCS
33 Soft brush 1 30-4 Butterfl nut M6 4 PCS
34 U Disk 1 30-5 Washer M6*2mm 4 PCS
Laser package Optional
Fiture30 assembl
06 Connecting plate (left) Black bakelite 1
1
04 Connecting plate (font) Black bakelite 1
1
A2 Guide block (Z)
A1 Guide block (X)
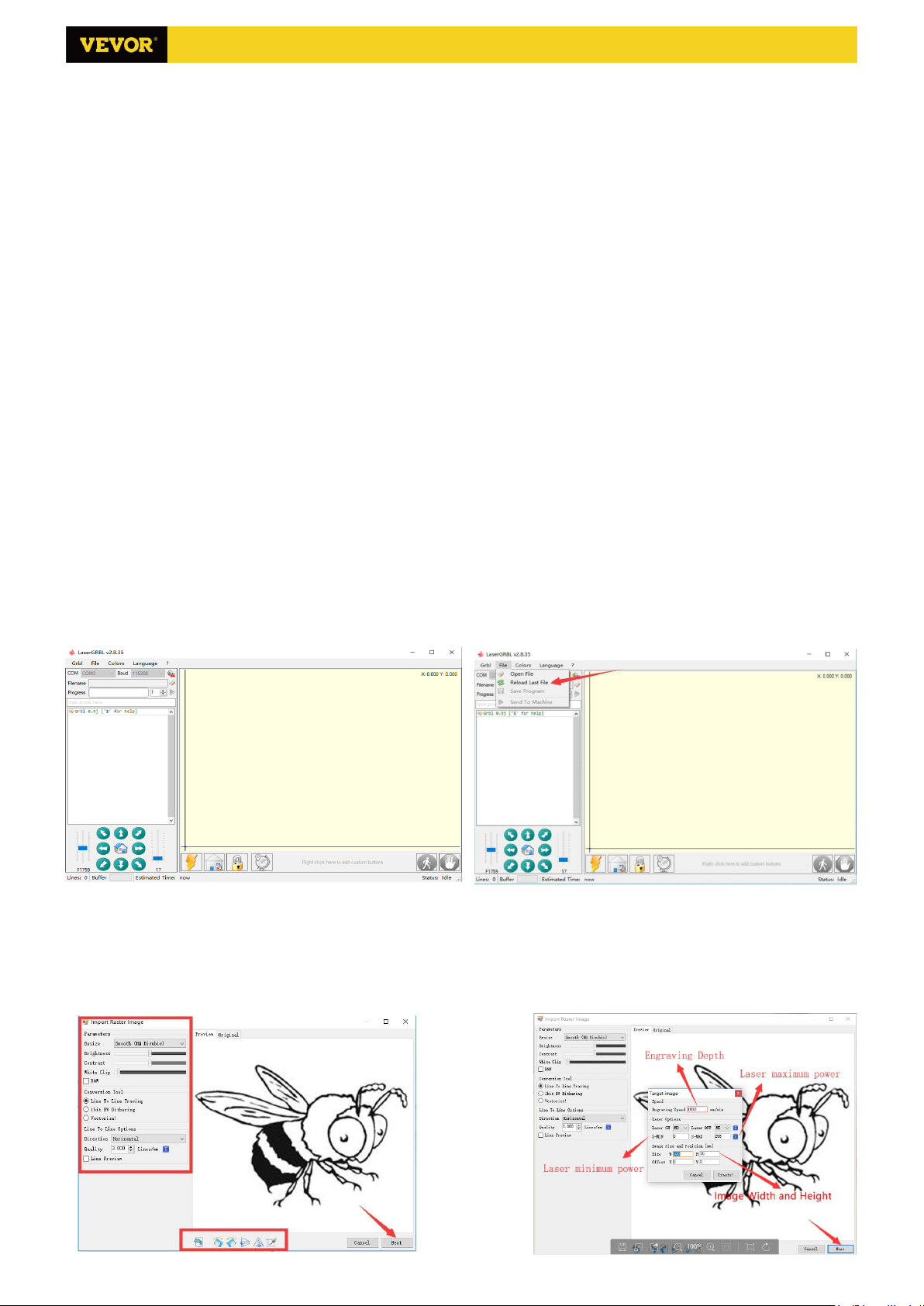
Component A ( Alread assembled )3018Pro Parts List
Control board package
2/14
27 Set Scre for knob M4*5 3
C7 Offline controller
and date cable Optional 1 Set
A Component Alread assembled 1 Set
0-
0- 0-2
0-1
0-
S3018 Pro Ver 2.3