WELD THE WORLD
Cod. 006.0001.1420
08/09/2021 V.2.12
Multi Power 204T
3
ENGLISH
INDEX
1 INTRODUCTION.......................................................................................................................................... 4
1.1 PRESENTATION.......................................................................................................................................... 5
2 INSTALLATION .......................................................................................................................................... 6
2.1 CONNECTIONS TO THE MAINS POWER SUPPLY .................................................................................. 6
2.2 FRONT PANEL............................................................................................................................................. 6
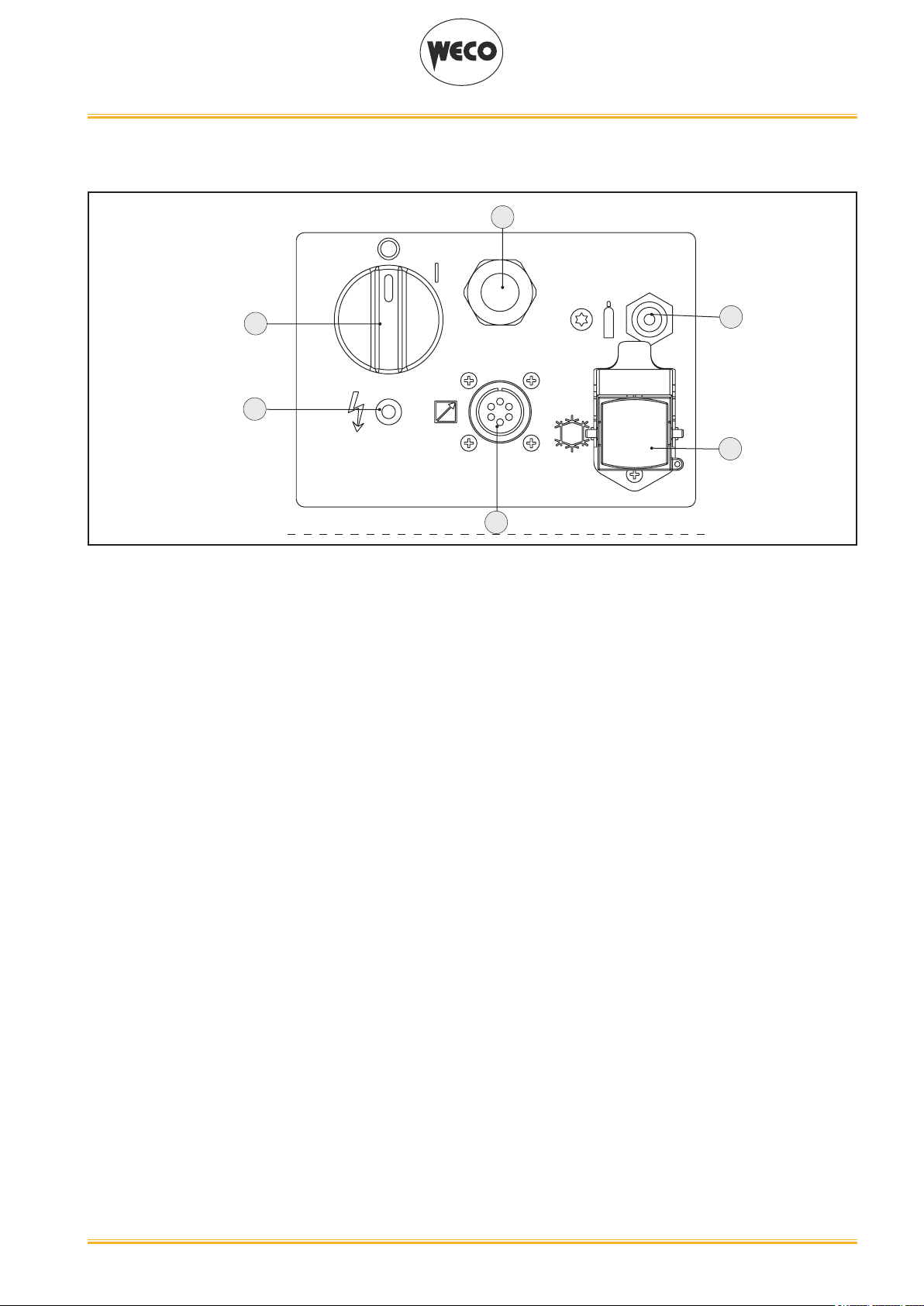
2.3 REAR PANEL............................................................................................................................................... 7
2.4 PREPARING FOR MMA WELDING............................................................................................................. 8
2.5 PREPARING FOR TIG WELDING ............................................................................................................... 9
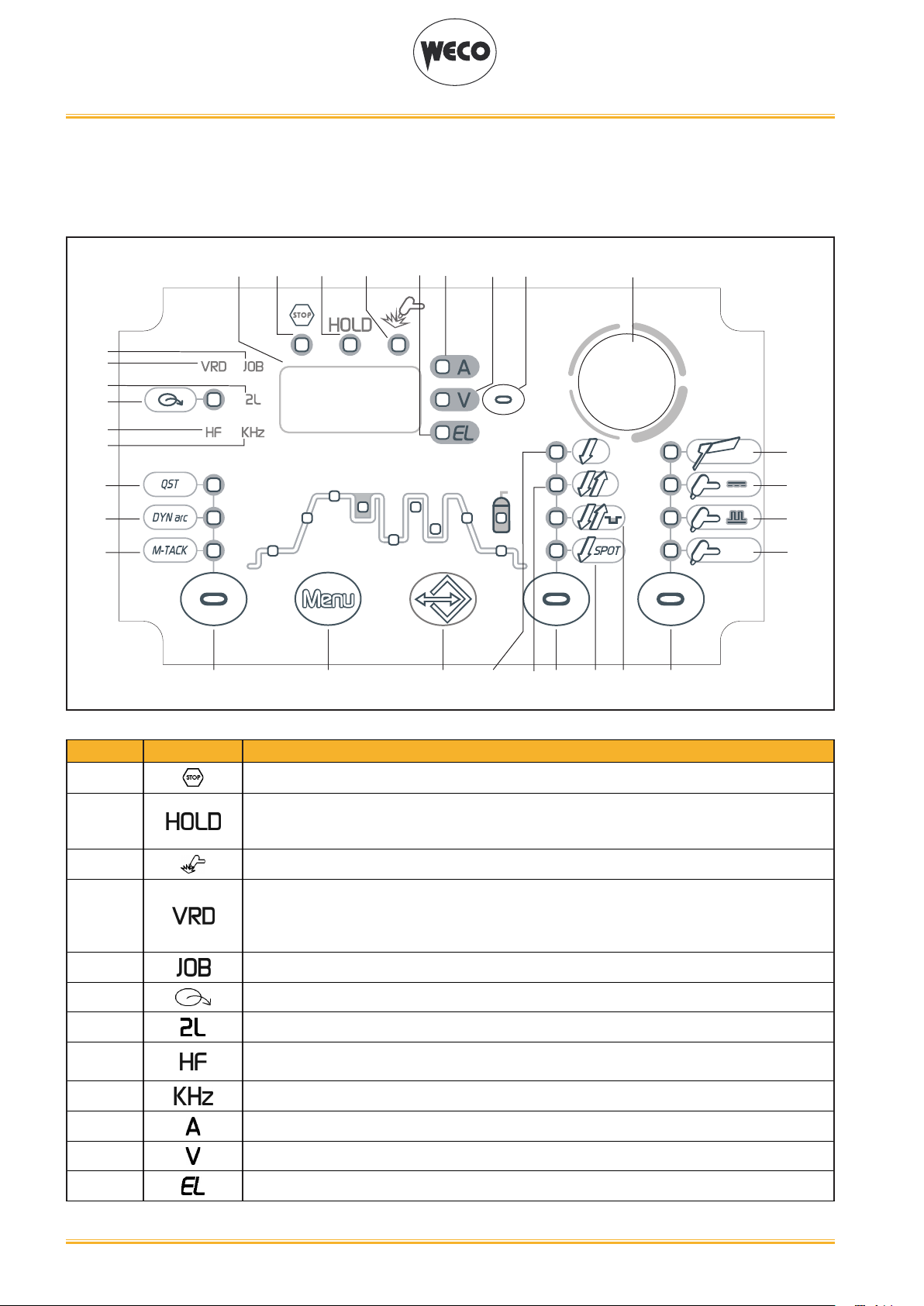
3 USER INTERFACE .................................................................................................................................... 10
4 UNIT POWER-UP ...................................................................................................................................... 13
5 RESET (LOAD FACTORY SETTINGS)..................................................................................................... 14
6 SET-UP (INITIAL SET-UP OF THE WELDING POWER SOURCE) ......................................................... 15
6.1 TORCH LOADING ..................................................................................................................................... 17
7 ALARM MANAGEMENT ........................................................................................................................... 18
8 DERATING................................................................................................................................................. 20
9 MMA WELDING......................................................................................................................................... 21
9.1 MMA WELDING - FIRST LEVEL MENU .................................................................................................... 21
9.2 MMA WELDING - SECOND LEVEL MENU ............................................................................................... 23
9.3 MMA WELDING - SPECIAL FUNCTIONS ................................................................................................. 25
10 DC TIG WELDING ..................................................................................................................................... 26
10.1 DC TIG WELDING - FIRST LEVEL MENU ................................................................................................ 26
10.2 TIG DC WELDING - SECOND LEVEL MENU ........................................................................................... 31
10.3 TIG DC WELDING - SPECIAL FUNCTIONS MENU ................................................................................. 34
11 TORCH TRIGGER PROCEDURE ............................................................................................................. 38
11.1 2 STROKE SPOT - Q-SPOT FUNCTION .................................................................................................. 44
12 JOBS MANAGEMENT .............................................................................................................................. 49
12.1 SAVING A JOB ........................................................................................................................................... 49
12.2 DELETING A JOB ...................................................................................................................................... 50
12.3 LOADING A JOB ........................................................................................................................................ 51
12.4 SELECTING JOBS USING THE TORCH BUTTONS ................................................................................ 51
13 TECHNICAL DATA .................................................................................................................................... 52
13.1 MULTI POWER 204T ................................................................................................................................. 52
14 WIRING DIAGRAM.................................................................................................................................... 54
14.1 TORCH CONNECTOR (front panel) .......................................................................................................... 55
14.2 REMOTE CONTROL CONNECTOR (back panel)..................................................................................... 55
15 SPARES..................................................................................................................................................... 56
15.1 MULTI POWER 204T ................................................................................................................................. 56
15.2 TORCH CONNECTORS COMPLETE KIT................................................................................................. 58