4. SETTING THE DEPTH-OF-CUT
Depending on the cutting operation, the
depth-of cut can be preset in several steps.
The adjustment of the depth-of-
cut may only be carried out when
the router is switched off.
Coarse Adjustment of the Depth-of-cut
Place the router on the work-piece to be
machined.
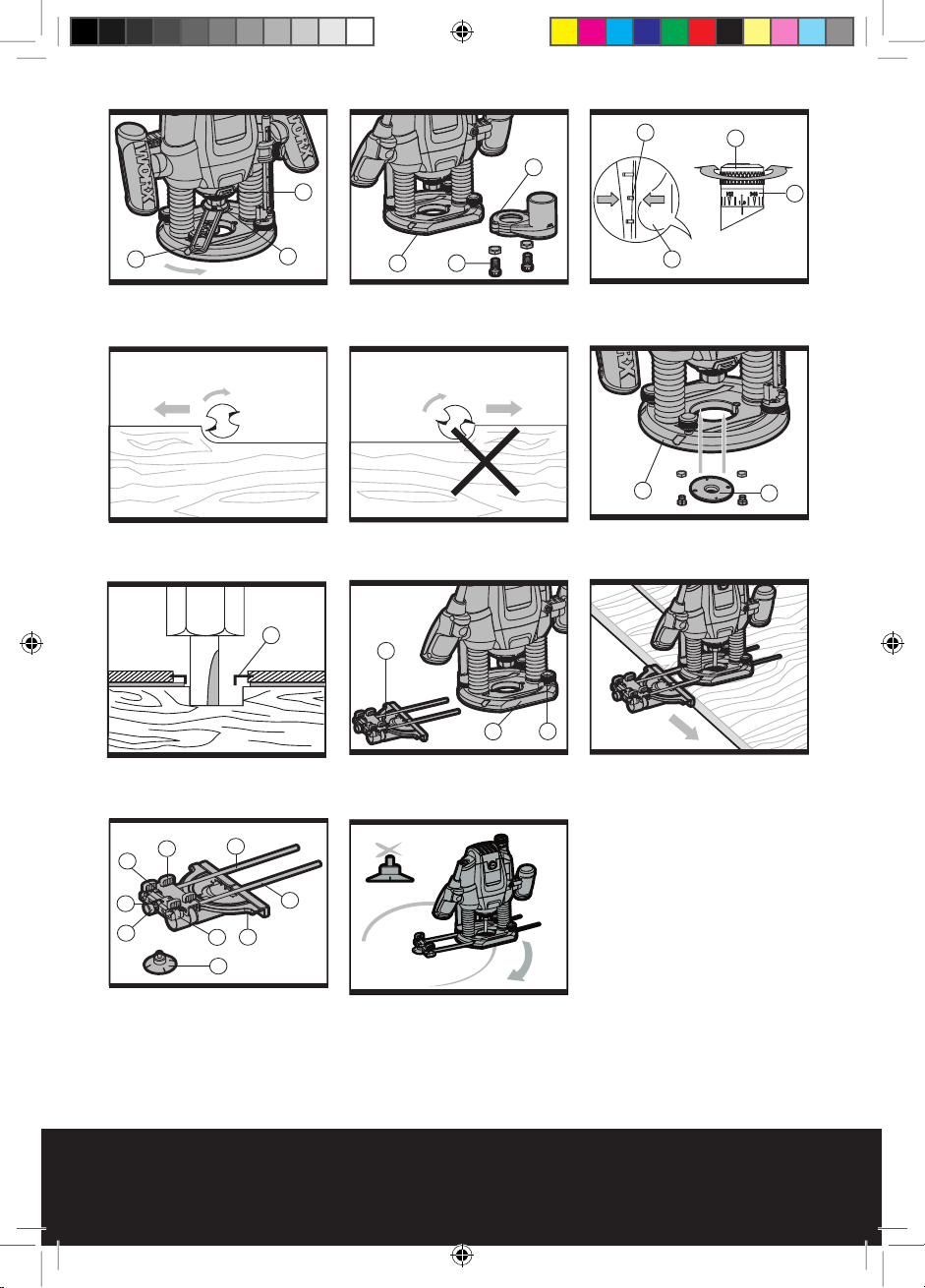
Set the fine adjustment for depth-of-cut in
the center position with fine-adjustment knob
(1); to do this, turn the fine-adjustment knob
until the markings (23) on the backside of the
router are in alignment, as shown. Afterwards
turn scale (2) to “0” (See C). Set step buffer
(9) to the lowest position; the buffer snaps-in
noticeably.
Loosen locking screw (7), so that depth stop
(6) can be moved freely.
Release the clamping lever (3) by turning
in clockwise direction and slowly lower the
router
until the router bit touches the surface of
the workpiece. Lock the router in position by
turning the clamping lever in anti-clockwise
direction.
Press depth stop downwards until it touches
the stop buffer (9). Adjust the depth stop (6)
to the required routing depth and tighten the
wing screw (7). Release the clamping lever
and guide the router back up again.
The coarse adjustment of the depth-of-cut
should be checked by a trial cut and corrected,
if necessary.
Fine Adjustment of the Depth-of-cut
After a trial cut, fine adjustment can be carried
out by turning the fine adjustment knob (1
scale mark = 0.1 mm/1 rotation = 2.0
mm). The maximum adjustment is approx.
+/– 8 mm.
Example: Slide router upwards again and
measure the depth-of-cut (set value = 10.0
mm; actual value = 9.8 mm).
Lift up router and underlay guide plate (11)
in such a manner that the router can plunge
freely without the router bit touching the
work-piece. Lower the router again until the
depth stop touches the step buffer (9).
Afterwards set scale (2) to “0”.
Loosen wing screw.
With the fine adjustment (1), advance the
depth-of-cut in clockwise direction by 0.2 mm/
2 scale marks (= difference between required
value and actual value).
Retighten wing screw again.
Slide router upward again and check depth-of-
cut by carrying out another trial cut.
After setting the depth-of-cut, the position of
the index mark (26), on the depth stop should
not be changed anymore so that the currently
adjusted setting can always be read off the
scale.
5. USAGE OF THE STEP BUFFER
a) Dividing the cutting procedure in
several steps
For deep cuts, it is recommended to carry out
several cuts, each with less material removal.
By using the step buffer, the cutting process
can be divided into several steps.
Set the required depth-of-cut with the lowest
step of the step buffer. Afterwards, the higher
steps can be used for the last two cuts.
b) Pre-adjustment of varying depth-of-
cuts
If several different depth-of-cuts are required
for the machining of a work-piece, these can
also be preset by using the step buffer.
6. DIRECTION OF FEED (See a, b)
The feed motion of the router must always be
carried out against the rotation direction of the
router bit (up-grinding).
When milling in the direction with the rotation
of the router bit (down cutting), the router can
break loose, preventing control by the user.
7. ROUTING PROCESS
Adjust the depth-of-cut as previously
described.
Place the router on the work-piece.
Release the clamping lever by turning in
clockwise direction and slowly lower the
router until the depth stop runs against the
step buffer. Lock the router in position by
turning the clamping lever in anti-clockwise
direction, then switch on. Carry out the cutting
procedure with uniform feed. After finishing
the cutting process, slide the router upwards
again and switch off.
8. ROUTING WITH GUIDE BUSHING
The guide bushing (24) enables template and
pattern routing on work-pieces.
Place the guide bushing over the hole in
the center of the base plate, and align the
two through holes in the bottom of the base
plate with the countersunk holes in the guide
bushing. Fasten the guide bushing with the
nuts and screws provided.(See D).
10
13L-WU600 WU600.1 WU601 WU601.1-M-070305¸ÄFÓïCE´¦.indd 10 3/5/2007 4:29:26 PM