15
BASIC INFORMATION RELATED TO THE HANDLING OF MAGNETIC
LIFTING GEAR, IN PARTICULAR TML
The magnetic surface is located on the underside of the lifting magnet and has multiple magnetic
poles which generate the magnetic holding force when activated. The maximum holding force that can
be achieved depends on dierent factors which are explained below:
Material thickness
The magnetic flow of the lifting magnet requires a minimum material thickness to be able to flow completely
through the load. If this material thickness is not given, the maximum holding force is reduced in accordance
with the material thickness. Conventional switchable permanent magnets have a deep penetrating magnetic
field similar to tree tap roots, and require a large material thickness to achieve the maximum holding force.
The compact magnetic field of the TML magnets is similar to a shallow root and achieves maximum holding
force even with small material thicknesses. (See table 2 in this operating manual)
Material
Every material reacts in a dierent way to penetration of the magnetic field lines. The load-bearing capacity
of the lifting magnets is determined using a low carbon material. Steels with a high carbon content or whose
structure has been changed by heat treatment have a low holding force. Foamed or porous cast components
also have a lower holding force, so that the given load-bearing capacity of the lifting magnet can be
downgraded on the basis of the following table 1.
Table 1
Surface quality
The maximum holding force of a lifting magnet is the result of a closed magnetic circuit in which the
magnetic field lines can connect up freely between the poles, thus creating a high magnetic flow. In contrast
to iron, for example, air has very high resistance to magnetic flow. If a kind of “air gap” is produced between
the lifting magnet and the workpiece, this reduces the holding force. In the same way, paint, rust, scale,
surface coatings, grease or similar substances all form a gap, or an air gap, between the workpiece and the
lifting magnet. The increasing surface roughness or unevenness of the surface also has a negative eect on
the holding force. Reference values can be found in the performance table of your lifting magnet.
Load dimensions
When working with large workpieces such as girders or plates, the load can deform during the lift. A large
steel plate would bend downwards at the outer edges and create a curved surface which no longer has full
contact with the bottom of the magnet. The resulting air gap reduces the maximum load-bearing capacity of
the lifting magnet. Hollow objects or those smaller than the magnetic surface will also result in less holding
power being available.
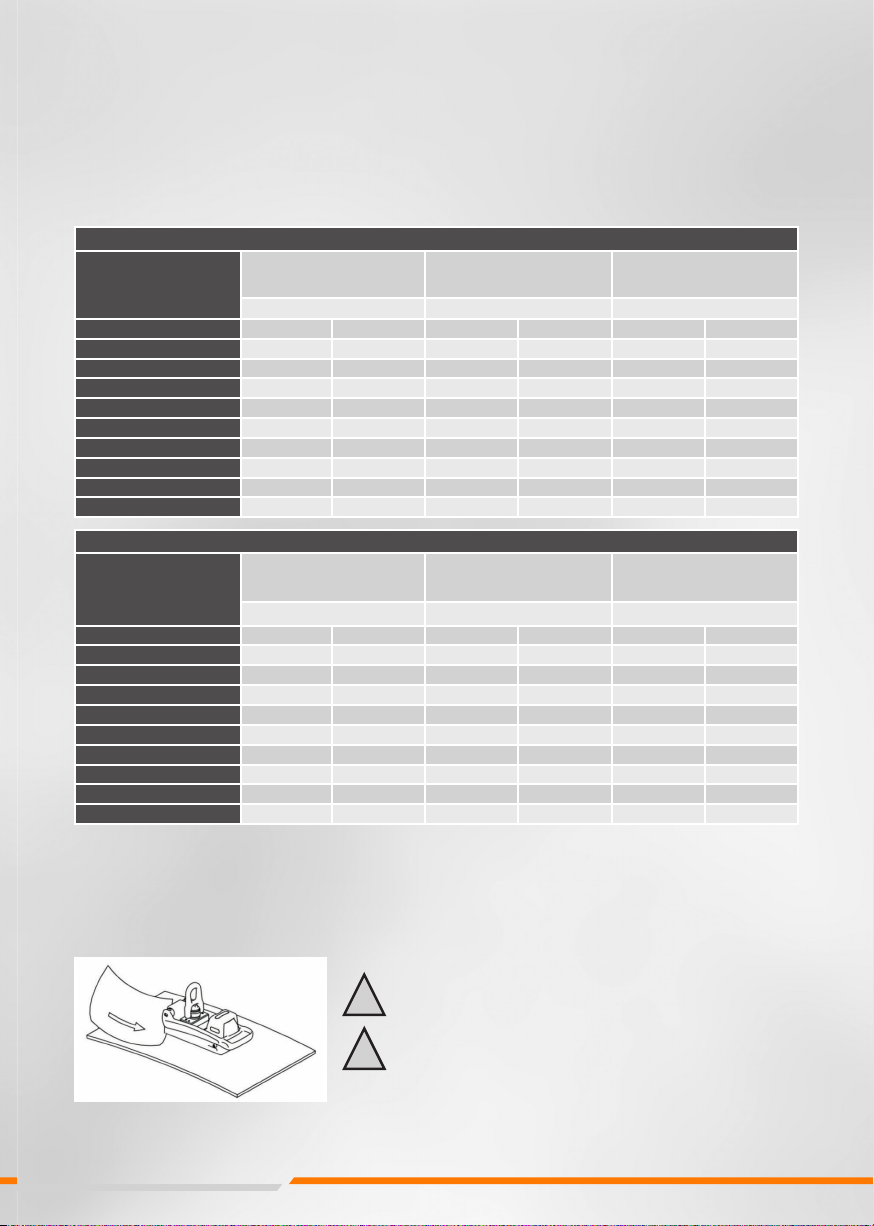
Load alignment
During load transport, care must be taken that the lifting magnet is always at the center of gravity of the work piece
and that load, or lifting magnet respectively, is always aligned horizontally. In this case, the magnetic force of the
lifter acts with its breakaway force perpendicular in relation to the surface, and the maximum rated load-bearing
capacity is achieved with the 3:1 standard safety factor.
If the position of work piece and lifting magnet changes from horizontal to vertical, the lifting magnet is operated
in shear mode and the work piece can slip away to the side. In shear mode, the load-bearing capacity decreases
dependent upon the coecient of friction between the two materials
Temperature
The high-power permanent magnets installed in the lifting magnet will begin to lose their magnetic
properties irreversibly from a temperature of more than 80°C (180°F), so that the full load-bearing capacity
is never reached again even after the magnet has cooled down.
Please note the specifications on your product or in the operating manual.
Material Magneticforce in %
Non-alloyed steel (0.1-0.3% C content) 100
Non-alloyed steel (0.3-0.5% C content) 90-95
Cast steel 90
Grey castiron 45
Nickel 11
Most stainless steels, aluminium, brass 0