5
•La saldatrice èpronta per saldare.
•Per iniziare la saldatura avvicinarsi al punto di saldatura e premere il
pulsante della torcia.
•Una volta terminata l'operazione di saldatura rimuovere le scorie, spe-
gnere la macchina e chiudere la bombola del gas.
SALDATURA CONTINUA
Scegliere le regolazioni di tensione e di velocitàfilo piùadatte, azionando
i rispettivi comandi, in funzione del tipo di lavoro da svolgere. Premere il
pulsante torcia per dare inizio alla corrente di saldatura e all’avanzamen-
to filo. Eseguire il lavoro di saldatura. Terminato il ciclo di saldatura, rila-
sciando il pulsante torcia, il motore avanzamento filo si arresta immedia-
tamente mentre il generatore rimane in tensione per un tempo sufficiente
a bruciare l’eccedenza di filo fuoriuscito dalla torcia. L’elettrovalvola gas
resta aperta per provvedere al mantenimento dell’atmosfera inerte attor-
no alla zona di saldatura. Questa funzione prende il nome di “Burn-back”
ed èregolabile. Il circuito di controllo rimane in tensione pronto per il
prossimo ciclo di saldatura.
PUNTATURA
Questo tipo di saldatura èraccomandato per lavori di riparazione in car-
rozzeria.
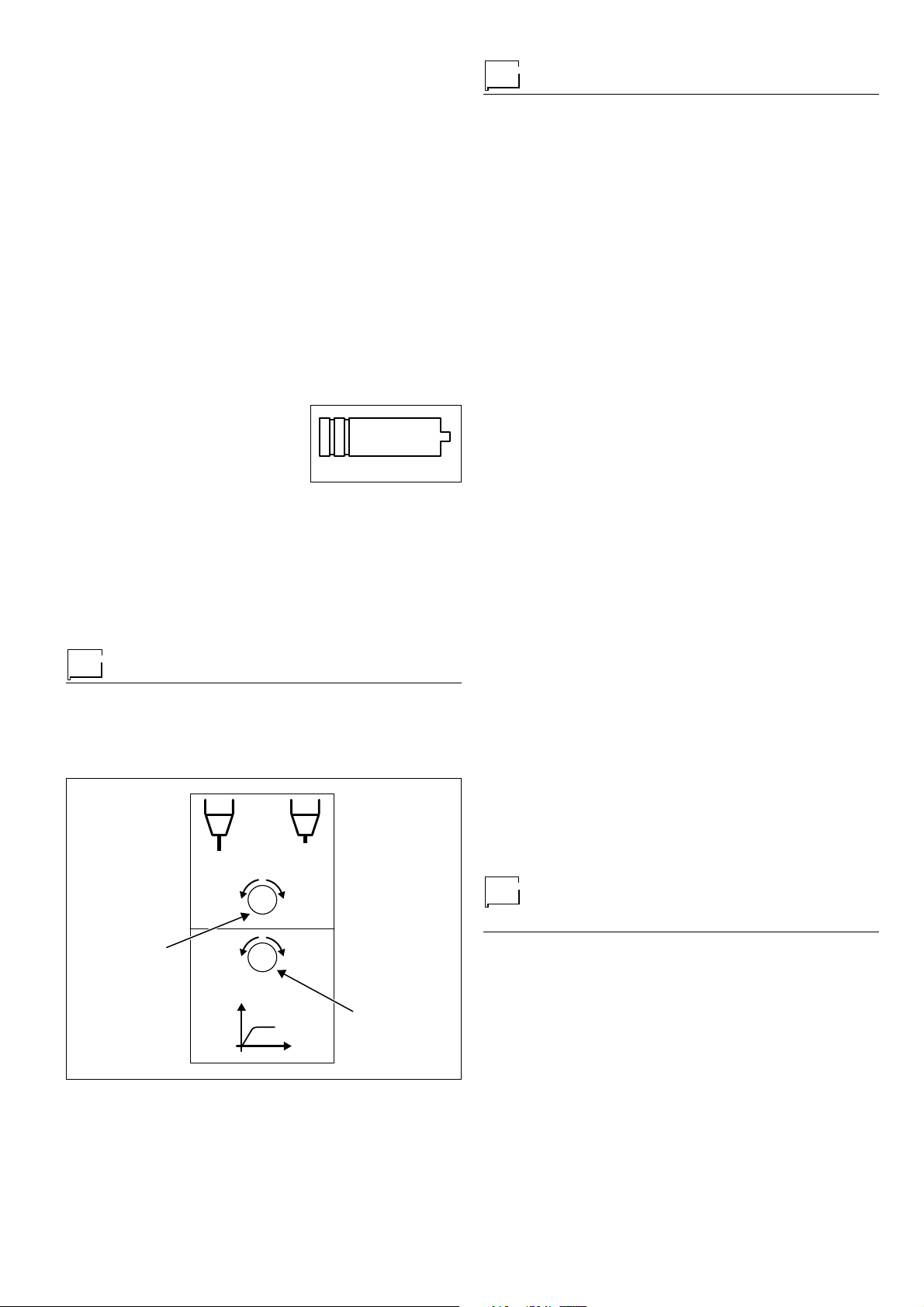
•Sostituire l’ugello guidagas col tipo spe-
cifico per puntatura (fig. G).
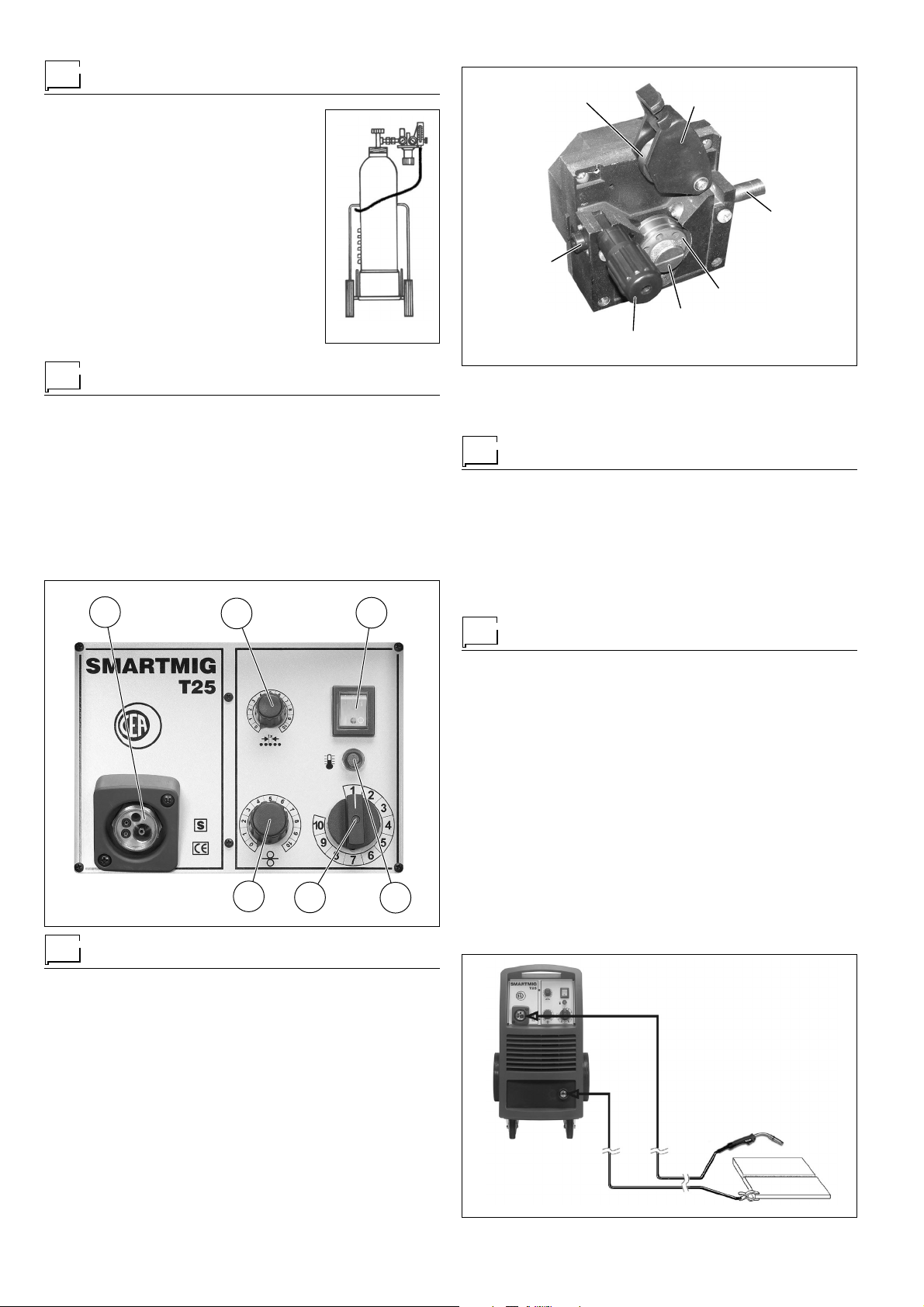
•Impostare tramite il potenziometro (pos.
2, fig. D) il tempo di puntatura.
•Scegliere le regolazioni di tensione e di
velocitàfilo piùadatte, azionando i ri-
spettivi comandi, in funzione del tipo di
lavoro da svolgere.
•Appoggiare perpendicolarmente l’ugello guidagas sul pezzo da sal-
dare.
•Premere il pulsante torcia per dare inizio alla corrente di saldatura e
all’avanzamento filo.
•Trascorso il tempo di puntatura impostato, l’avanzamento del filo si
arresta automaticamente.
•Ripremendo il pulsante torcia si da inizio a un nuovo ciclo di saldatura.
•Rilasciare il pulsante torcia.
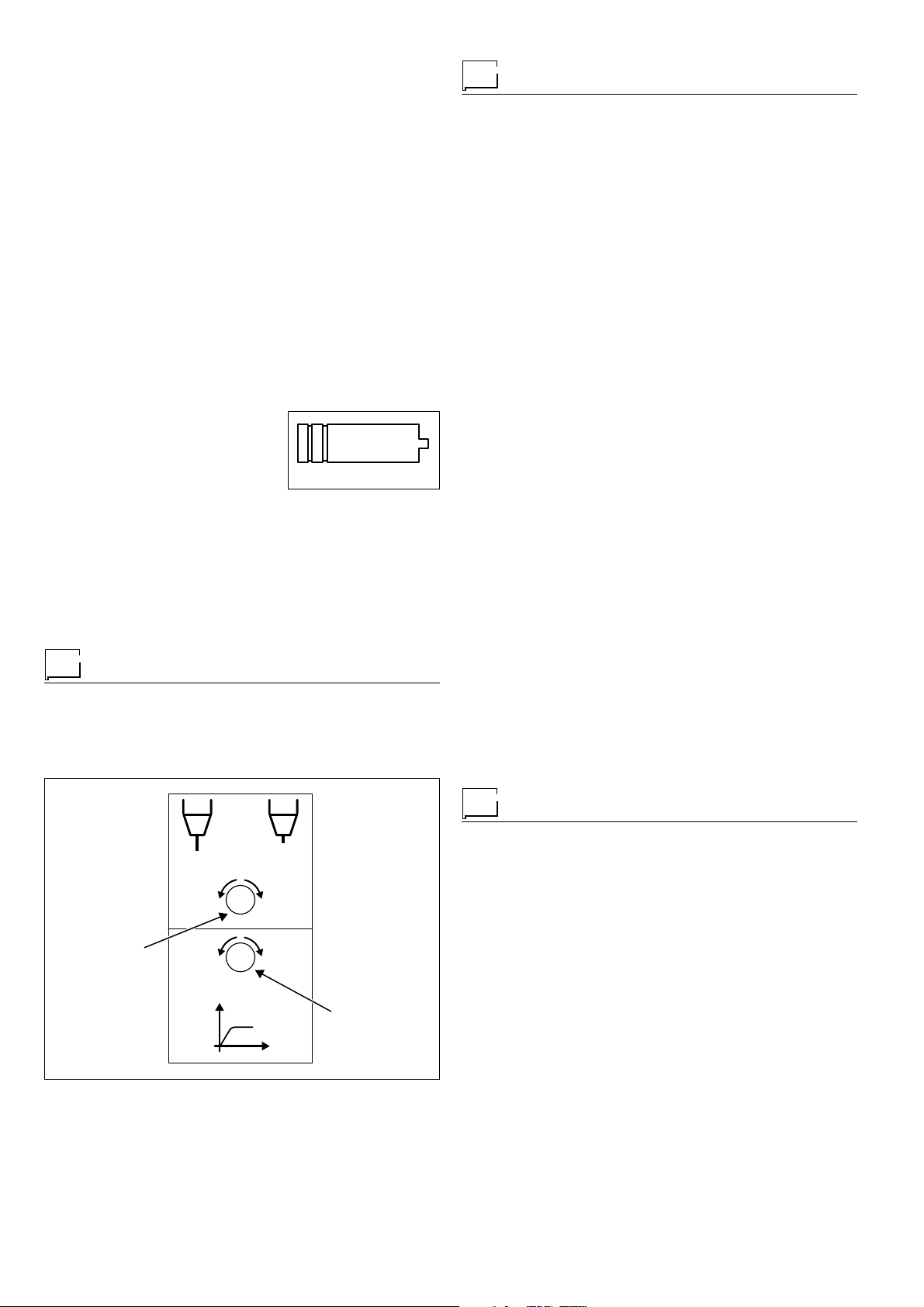
Regolazione scheda elettronica
Trimmer RT1: Burn-Back
Trimmer RT2: Rampa motore
NOTA: I trimmer possono essere regolati dall’esterno senza dover aprire
la saldatrice rimuovendo solamente la parte mobile del coperchio.
Manutenzione
IMPORTATE: L'eventuale manutenzione deve essere eseguita solo
da personale esperto e qualificato. La garanzia decade se
l'utilizzatore finale ha provato a riparare, da solo, il guasto occorso
alla macchina.
ATTENZIONE: Prima di eseguire qualsiasi ispezione all’interno delle
macchine, assicurarsi che sia tolta la tensione del circuito di alimentazio-
ne della stessa.
GENERATORE
La manutenzione di questi apparecchi si limita alla pulizia dell’interno del
telaio e ad un’ispezione periodica al fine di controllare l’eventuale pre-
senza di cavi logori o connessioni allentate. Ad intervalli regolari, con la
saldatrice disinserita dalla rete, rimuovere il coperchio ed asportare even-
tuali accumuli di sporco e polvere servendosi di aria compressa secca.
Durante questa operazione usare l’accortezza di non dirigere il getto d’aria
sui componenti elettronici. Verificare che il circuito del gas sia completa-
mente libero da impuritàe che le connessioni dello stesso siano ben
serrate e prive di perdite. A questo proposito particolare riguardo va ri-
servato all’elettrovalvola. Controllare periodicamente i rulli di
trascinamento e sostituirli quando l’usura compromette il regolare avan-
zamento del filo (slittamento, ecc.).
TORCIA
La torcia èsottoposta a temperature elevate ed èinoltre sollecitata a
trazione e a torsione. Si raccomanda quindi di evitare piegature brusche
del cavo e di non usare la torcia come cavo di traino per spostare la
saldatrice. A causa di quanto sopra, la torcia richiederàfrequenti revisio-
ni quali:
•pulitura del diffusore gas dagli spruzzi di saldatura, al fine di consen-
tire il corretto passaggio del gas;
•sostituzione del puntale di contatto quando il foro di passaggio del filo
èdeformato;
•pulizia della guaina guidafilo mediante trielina o solventi specifici;
•verifica dell’isolamento e delle connessioni del cavo di potenze; i col-
legamenti devono essere elettricamente e meccanicamente in buone
condizioni.
SOSTITUZIONE SCHEDA ELETTRONICA
ATTENZIONE: La statica puòdanneggiare le schede!
•È consigliabile indossare dei "bracciali antistatici" prima di maneggia-
re le schede ed i loro componenti.
Procedere nel modo seguente:
•Rimuovere il coperchio parte fissa della saldatrice.
•Estrarre il connettore laterale per il collegamento elettrico della sche-
da.
•Sbloccare la scheda elettronica ruotando di un quarto di giro in senso
antiorario i supporti elastici.
•Rimuovere la scheda difettosa.
•Per il montaggio della scheda procedere in senso inverso.
Rilievo di eventuali inconvenienti e
loro eliminazione
Alla linea di alimentazione va imputata la causa dei piùfrequenti incon-
venienti. In caso di guasto procedere come segue:
1) Controllare il valore della tensione di linea;
2) Verificare che i fusibili di rete non siano bruciati o allentati;
3) Controllare il perfetto allacciamento del cavo di rete alla spina e al-
l'interruttore;
4) Controllare se sono difettosi:
•l'interruttore e la presa a muro che alimenta la macchina;
•la spina del cavo linea;
•l'interruttore della saldatrice.
FIG. G
RAMP
MIN
MIN
MAX
MAX
BURN-BACK
V
t
RT1
RT2
FIG. H