10
QuickFace Flange Facer Model FF-120
L3076 Rev. C
Machine Operation
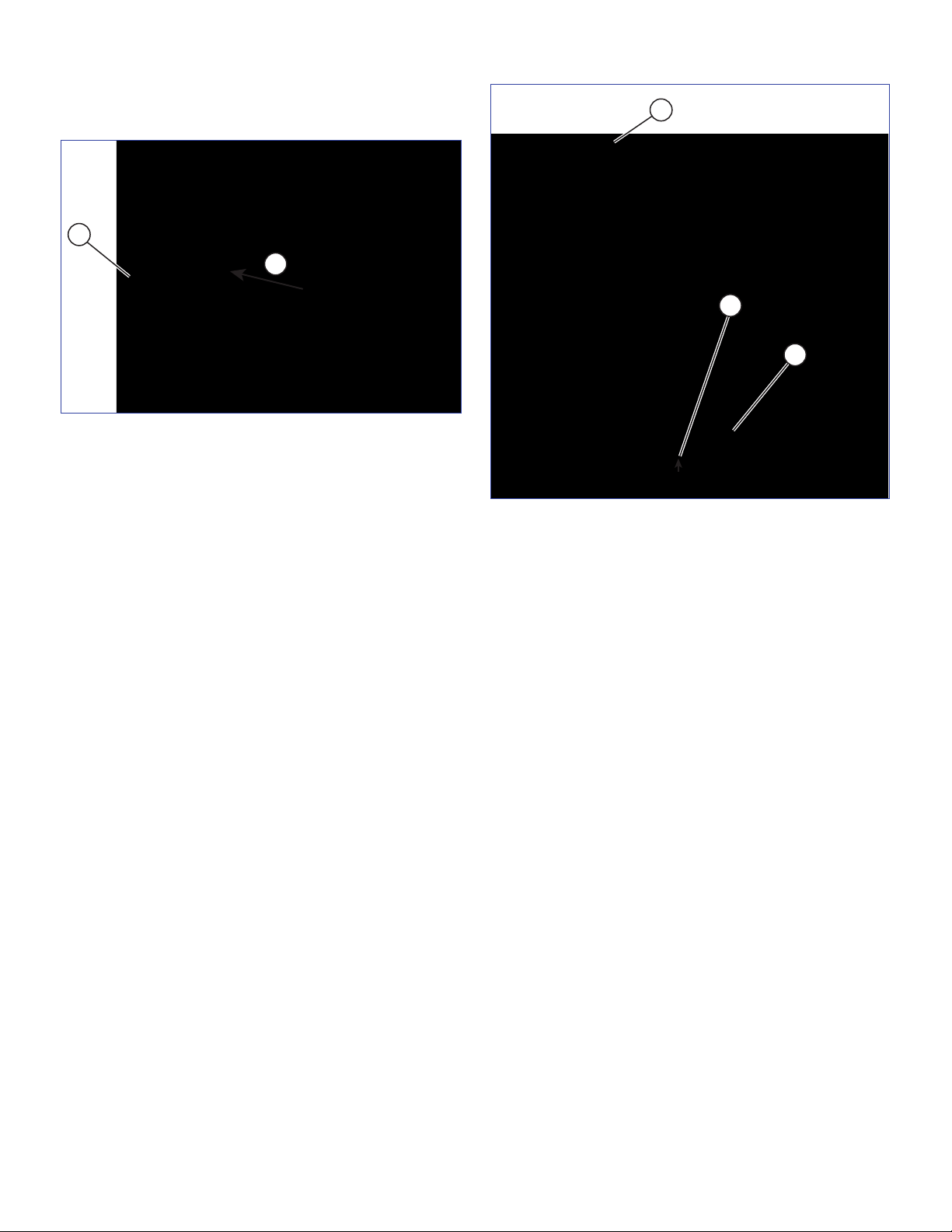
1. Use the ratchet wrench to position the tool bit just
about to the OD of the surface to be machined (see
Figure 13).
2
1
Figure 13
1 - Tool Bit 2 - Work Piece OD
2. Turn the depth adjustment knob counterclockwise
to touch the tool bit to the work piece face. Hold
the feed knob and slowly spin the QuickFace
around the mandrel. If the tool bit starts to cut into
the work piece, back it away from the face with the
depth adjustment knob. Complete one revolution
to find the “high” spot in the face to be machined.
Adjust the tool bit to just touch the work piece at
the high spot.
3. Back the tool bit away from the work piece
0.010 in. (0.25 mm) or two marks on the depth
adjustment knob, by turning it clockwise.
4. Use the ratchet nut to reposition the tool block just
beyond the OD of the face to be machined.
5. Turn the depth adjustment knob counterclockwise
two marks to reset the tool bit to the original depth.
6. Setthetoolbitheightbyturningthedepthadjustment
knob counterclockwise an additional 2 – 3 marks
(0.010 – 0.015 in. [0.25 – 0.38 mm]).
WARNING! Removing more than 0.015 in.
(0.38 mm) per pass substantially increases
the possibility of injury.
7. Grab the feed knob firmly in the palm of your hand.
With a firm grip, pull the QuickFace around the work
piece in a clockwise direction (see Figure 14). Make
sure there is no loose clothing or other obstacles
in the cutting path or within the QuickFace’s
operating parameters. If the cut requires more
torque than desired, back the tool bit out of the cut
with the depth adjustment knob. IF THE MACHINE
CANNOT BE COMFORTABLY PULLED AROUND
THE WORK PIECE, STOP THE OPERATION AND
READJUST THE CUTTING DEPTH.
1
3
2
Figure 14
1 - Grab Feed Knob
2 - Machine Rotation
3 - Feed Direction
8. Continue to pull the QuickFace around the work
piece in a smooth and consistent manner until the
tool bit has traveled across the entire surface.
9. Back the tool bit o 0.010 in. (0.25 mm), or
2 marks on the depth adjustment knob, by turning
it clockwise.
10.Use the ratchet nut to reposition the tool block just
beyond the OD of the face that was just machined.