GALA G.E. TIG PULSE 10
3.8 REGULACION DE TIEMPO DE PREFLUJO -POSTFLUJO
Para modificar los valores de control de gas,
seleccionamos el parámetro pulsando “J” durante 2
segundos.
El display “E” muestra el valor actual de pre-gas
mientras mantiene parpadeando el led .
Regulamos el tiempo con el encoger “F”.
Si procedemos a una nueva pulsación sobre “J” , se
iluminará intermitentemente el led 10. p A partir de
este momento podremos regular el postflujo con el
encoger F. En definitiva el pulsador J permite la
selección de pre-gas o post-gas, manteniendo
intermitente el led 1 o 10 según corresponda.
EEE
J
J
El encoger F variará el valor de tiempo en décimas de
segundo 0,1-0.2-0.3-…-2.5-2.6-2.7…
Tras 10 segundos de inactividad, volvemos al
parámetro 3 “Intensidad de trabajo” sin variar los
parámetros de ciclo previos a la entrada a
programación.
Para validar, los valores de preflujo/postflujo
regulados , mantendremos pulsado “J” durante 2
segundos (desde modo programación). Los leds 1 o
10 parpadearán simultáneamente durante 2
segundos para indicar que se ha realidad la
programación de forma correcta.
3.9 REGULACIÓN Y MEMORIZACIÓN DE PARÁMETROS.
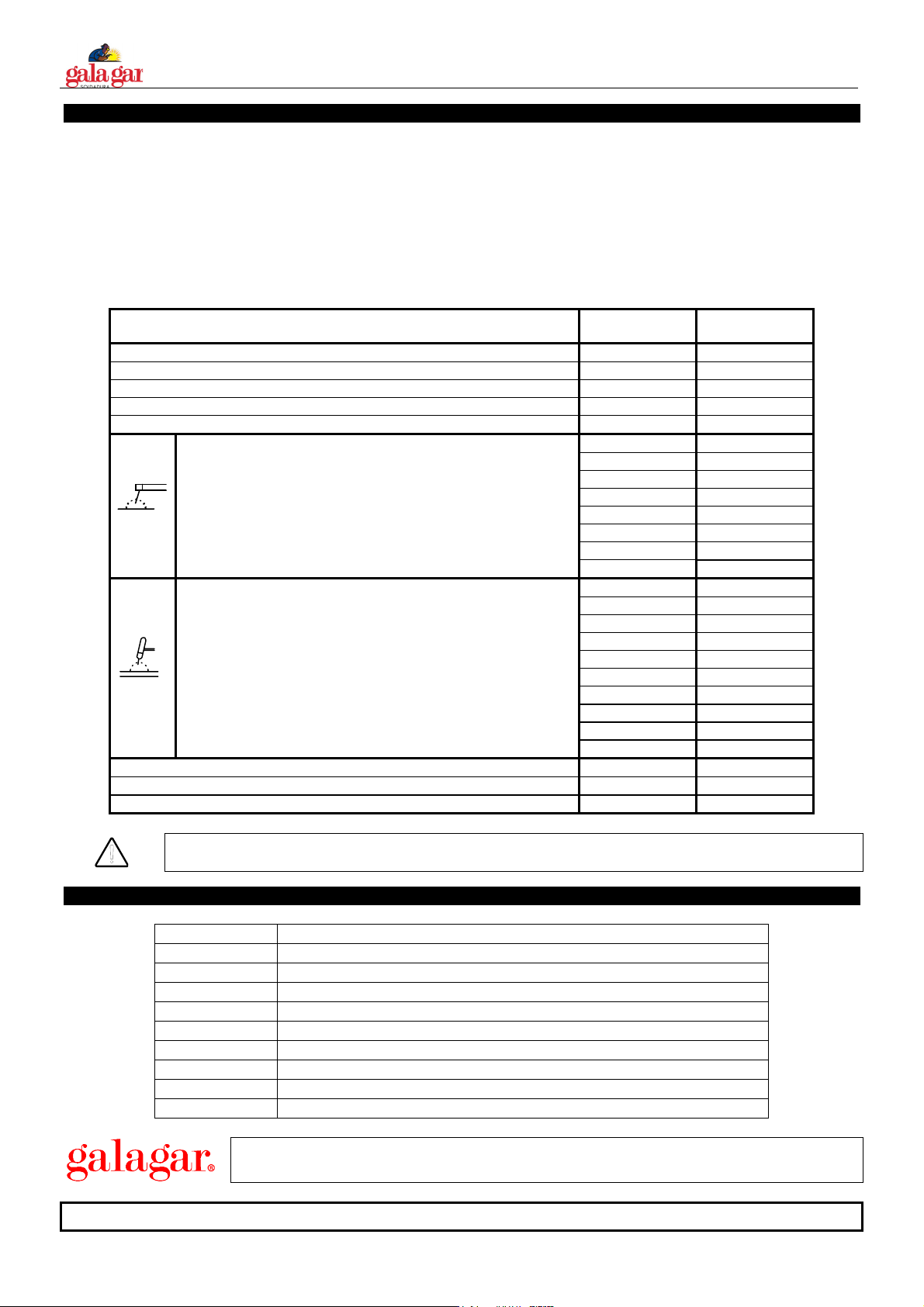
En el apartado 4 aparecen los valores posibles de cada parámetro y en qué modos de trabajo están disponibles.
Para regular y memorizar los parámetros se deben seguir los siguientes pasos:
•Seleccionar mediante el pulsador G el modo de trabajo deseado (2T, 4T…)
•Mediante el pulsador J seleccionar el parámetro que se quiere ajustar.
•En el display aparecerá el valor actual. Mediante F variar el valor hasta conseguir el deseado.
•Continuar pulsado G y realizar la misma operación con el resto de parámetros.
•Una vez configurado un modo de soldadura adecuado (JOB) y que quiera conservarse para trabajos
posteriores, es posible memorizarlo. Pulsar JOB 1 o JOB 2 durante unos segundos hasta que quede
iluminado el led correspondiente.
•Para recuperar los valores memorizados pulsar en JOB 1 o JOB 2.
•Tenga en cuenta que los valores de los JOB son diferentes en cada modo de trabajo (2T LIFT, 2T HF, 4T HF
y 4T ESPECIAL), disponiendo de un total de 8 memorias.
•Para borrar las memorias y parámetros de un determinado modo basta con pulsar a la vez las teclas de
JOB 1 y JOB 2.
•Para borrar todas las memorias y parámetros basta con pulsar a la vez las teclas de JOB 1 y JOB 2,
mientras se conecta la máquina.
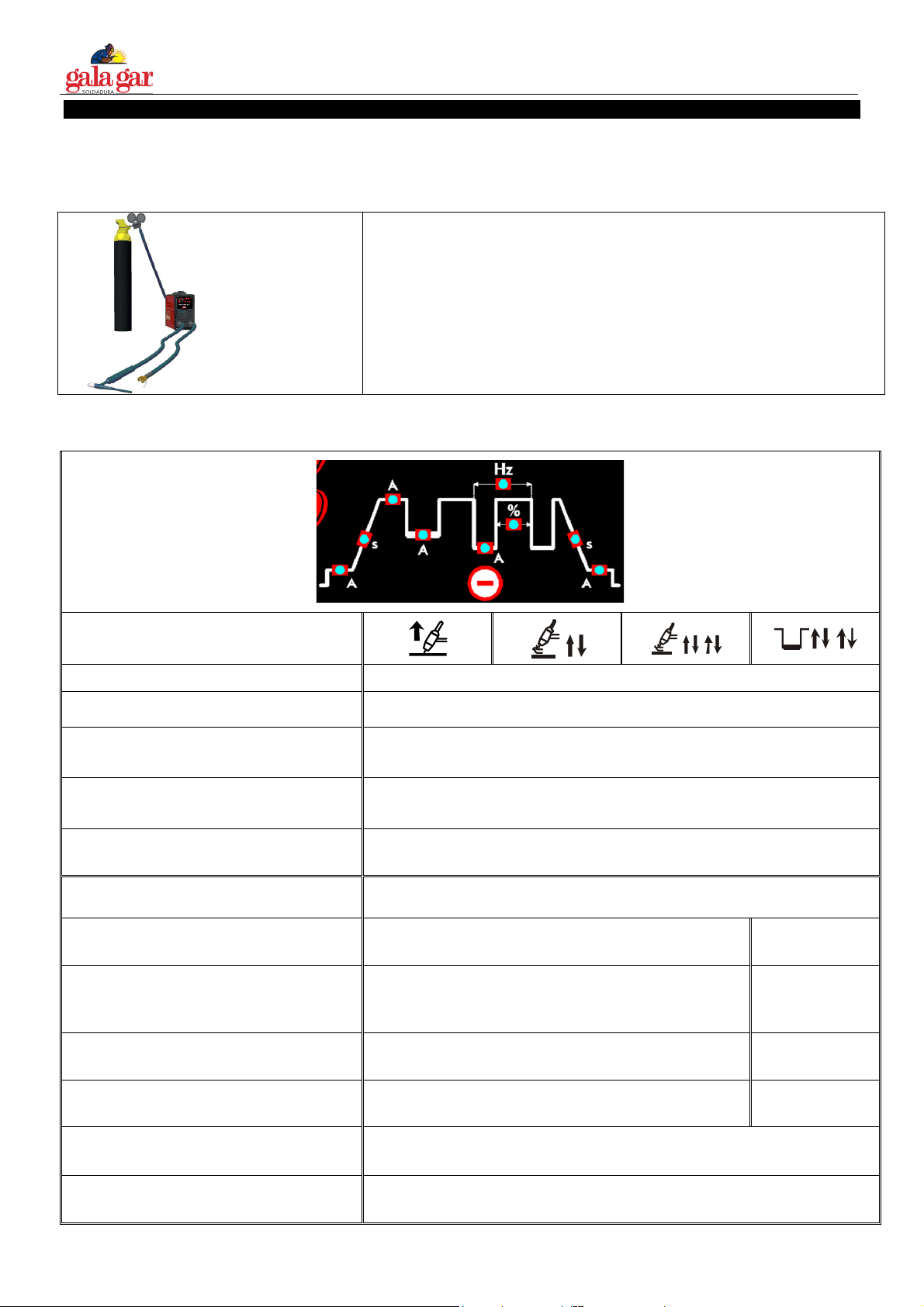
3.10 USO DEL MANDO A DISTANCIA EN EL PROCESO TIG. MANDO TIG 2000 P
El equipo dispone del pedal TIG 2000 P que permite la regulación del equipo con el pie. El procedimiento es el
siguiente:
•Conectar el pedal TIG 2000 P al conector M
•Deberá iluminarse la indicación que señala que está conectado el pedal.
•Mediante el selector Gelegir el procedimiento TIG 2T HF o 2T LIF . (Es posible utilizarlo también
en la modalidad 4 T.)
•El pedal regulará entre la corriente máxima elegida I2()y la mínima memorizada en Is().
•En el momento de pulsar el pedal se inicia la posibilidad de cebado en modo LIFT ARC o ALTA
FRECUENCIA.
•Deberá iluminarse la indicación que señala la presencia de tensión de vacío.
•Mediante el pedal seleccionar la intensidad deseada. RECUERDE que el pedal regula entre la corriente
mínima programada en con corriente de inicio y la máxima consignada en el equipo (Is-I2).
•Trabajando en 2T al soltar el pedal se iniciará la rampa de bajada.
•Es posible añadir la selección de arco pulsado.
J