Allgemeine Sicherheitshinweise
Die Bedienungsanleitung muß vor der ersten Anwendung des Gerätes ganz durchgelesen werden. Falls über den
Anschluß und die Bedienung des Gerätes Zweifel entstehen sollten, wenden Sie sich an den Hersteller (Service-
Abteilung).
UM EINEN HOHEN GRAD AN SICHERHEIT ZU GARANTIEREN, BEACHTEN SIE AUFMERKSAM FOLGENDE
HINWEISE:
ACHTUNG!
Einschaltdauer
Die Leistungen des Geräts werden gemäß den Angaben auf dem Typenschild der Geräte als „Einschaltdauer“ (ED%),
d. h. das Verhältnis zwischen Schweißdauer und Abkühlzeit ausgedrückt. Dieser Faktor variiert bei demselben Gerät je
nach Lastbedingungen, d.h. je nach abgegebenem Schweißstrom. Er gibt an, wie lange das Gerät bei dem
angegebenen Schweißstrom unter Last arbeiten kann und wird jeweils auf 10 Minuten bezogen. Bei einem
Schweißstrom für eine ED von 60 % funktioniert das Gerät beispielsweise kontinuierlich 6 Minuten lang, danach folgt
eine Leerphase, damit die inneren Teile abkühlen können, so daß danach der Thermo-Überlastschutz dann wieder
eingeschaltet wird.
Der Gebrauch von Schweißgeräten und das Ausführen von Schweißarbeiten bringen Gefahren für die eigene Person
und für andere Personen mit sich. Daher hat der Bediener unbedingt die Pflicht, die hier aufgeführten
Sicherheitsvorschriften zu lesen, zu kennen und einzuhalten. Es ist immer daran zu denken, daß ein umsichtiger, gut
unterrichteter Bediener, der seine Pflichten streng einhält, die beste Sicherheit gegen Unfälle ist. Bevor das Gerät
angeschlossen, vorbereitet, gebraucht oder transportiert wird, sollten Sie die nachfolgend aufgeführten Vorschriften
lesen und sie einhalten.
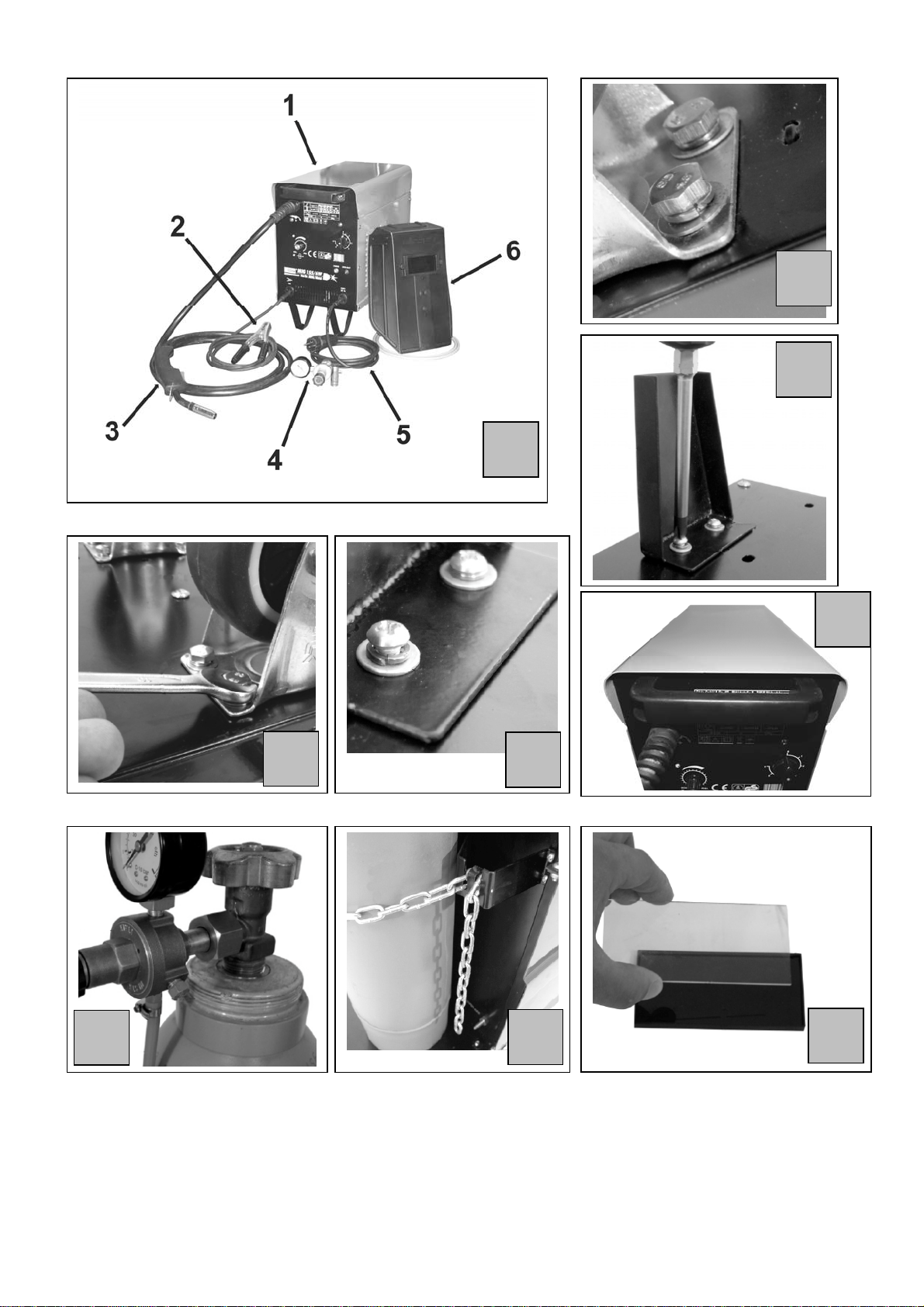
INSTALLATION DES GERÄTS
•Installation und Wartung des Geräts haben gemäß den lokalen Anweisungen für die Sicherheitsvorschriften zu
erfolgen.
•Achten Sie auf den Verschleißstatus der Kabel von Verbindungskupplungen und -stecker: Falls sie beschädigt
sind, müssen sie ersetzt werden. Führen Sie eine regelmäßige Wartung der Anlage aus. Verwenden Sie nur
Kabel von ausreichendem Querschnitt.
•Schließen Sie das Massekabel so nahe wie möglich beim Arbeitsbereich an.
•In feuchter Umgebung sollten Sie den Gebrauch des Geräts absolut vermeiden. Stellen Sie sicher, daß das
Gebiet um den Schweißbereich trocken ist und dass auch die darin befindlichen Gegenstände, einschließlich des
Schweißgeräts, trocken sind.
PERSONENSCHUTZ UND SCHUTZ VON DRITTPERSONEN
Da beim Schweißprozess Strahlen und Hitze entstehen, ist sicherzustellen, dass entsprechende Mittel angewandt und
Schutzmaßnahmen für die eigene Person und für Drittpersonen ergriffen werden.
Setzen Sie sich und andere niemals ohne Schutz den Auswirkungen des Lichtbogens oder des glühenden
Metalls aus.
Achten Sie darauf, dass der Schweißrauch abgesaugt wird bzw. der Schweißplatz
gut belüftet ist.
VORBEUGUNGSMAßNAHMEN GEGEN BRAND UND EXPLOSIONSGEFAHR
Glühende Schlacken und Funken können Brände verursachen. Brand und Explosion stellen weitere Gefahren dar.
Durch Befolgung der folgenden Vorschriften kann ihnen vorgebeugt werden:
•In unmittelbarer Umgebung von leicht brennbaren Materialien wie Holz, Sägespäne, „Lacke“, Lösungsmittel,
Benzin, Kerosin, Erdgas, Acetylen, Propan und ähnliche entzündliche Materialien sind von Arbeitsplatz und er
Umgebung zu entfernen bzw. vor Funkenflug zu schützen.
•Als Brandbekämpfungsmaßnahme ist in der Nähe ein geeignetes Löschmittel bereit zu stellen.
•Keine Schweiß- oder Schneidarbeiten an geschlossenen Behältern oder Rohren vornehmen.
•Keine Schweiß- oder Schneidarbeiten an Behältern oder Rohren vornehmen, auch wenn sie offen sind, sofern sie
Materialien enthalten oder enthalten haben, die unter Einwirkung von Wärme- oder Feuchtigkeit explodieren oder
andere gefährliche Reaktionen hervorrufen können.
AUFSTELLEN DES SCHWEIßGERÄTES
Das Aufstellen des Geräts muß unter Einhaltung der folgenden Vorschriften erfolgen:
•Der Bediener muß freien Zugang zu den Bedienelementen und Anschlüssen des Geräts haben.
•Das Gerät nicht in engen Räumen aufstellen: Es ist sehr wichtig, dass das Schweißgerät ausreichend belüftet
wird. Sehr staubige oder schmutzige Räume, wo Staub und andere Gegenstände von der Anlage angesaugt
werden könnten, sind zu meiden.
•Das Gerät (einschließlich Kabeln) darf weder ein Hindernis in Durchgängen sein noch die Arbeiten von anderen
Personen behindern.
•Das Schweißgerät darf nur auf einem ebenen Untergrund und mit entsprechend gesicherter Gasflasche betrieben
werden.