ii
目 次
CONTENTS
1. 工具使用上の注意および保守....................1
2. 圧着作業基本要領........................................2
2-1. 圧着端子各部の名称および機能.................... 2
2-1-1. 圧着端子各部名称.......................................2
2-1-2. 圧着端子各部の機能...................................2
2-2. 電線被覆のストリップ................................... 3
2-2-1. ストリップ長さの適否...............................3
2-2-2. 電線ストリップ状態...................................3
2-3. ベルマウス....................................................... 3
2-4. クリンプハイト............................................... 3
2-5. 圧着部の引っ張り強度および測定方法........ 4
2-5-1. 圧着部引っ張り強度...................................4
2-5-2. 引っ張り強度の試験方法...........................4
2-6. 圧着後の端子形状の確認............................... 4
2-6-1. 良品の基準..................................................4
2-6-2. 圧着不良例..................................................5
2-7. 端子のハウジングへの挿入............................ 7
2-7-1. ランス高さの確認.......................................7
2-7-2. 組立手順(例)............................................7
2-7-3. ハウジング組立状態の確認.......................7
2-7-4. 端子の引き抜き方法...................................7
2-7-5. 組立後の確認..............................................7
2-8. その他、注意事項........................................... 8
2-8-1. 電線結束時の注意事項...............................8
2-8-2. 導通耐圧チェック.......................................8
2-8-3. 端子の取り扱い...........................................8
3.工具の外観および各部の名称....................9
4. 工具一覧表................................................ 10
5. 作業手順.................................................... 11
5-1. 圧着手順....................................................... 11
6. クリンパの交換方法................................. 12
7. 圧着条件および圧着品質基準................. 13
8. 圧着条件および圧着品質基準表.............. 14
1. Precautions in handling the tool
and maintenance .............................................1
2. Basic outline of crimp operation ...................2
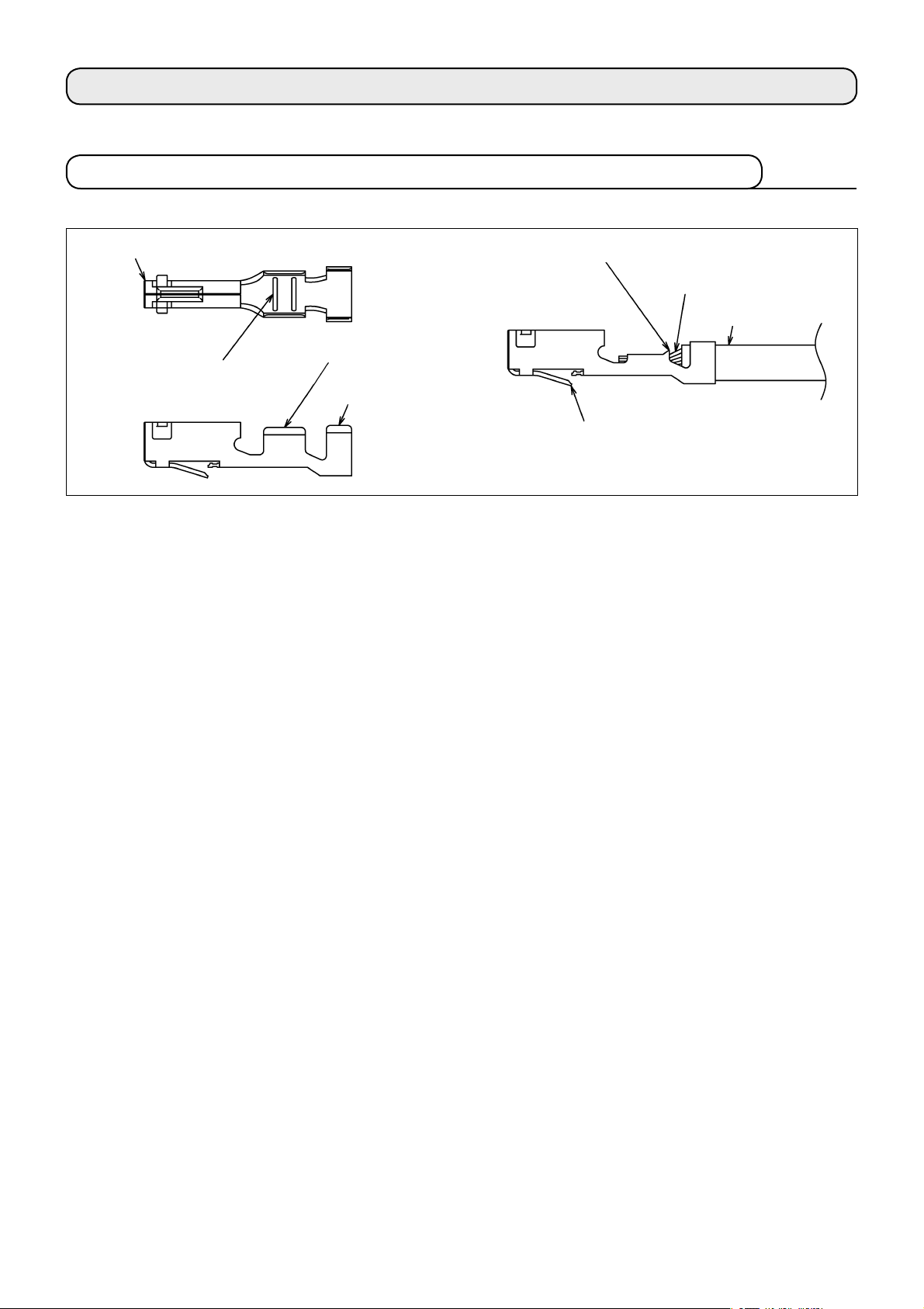
2-1.
Configuration and function of crimp contact
... 2
2-1-1. Configuration of crimp contact ..................... 2
2-1-2. Function of each part of crimping contact ... 2
2-2. Stripping of wire outer insulation..................... 3
2-2-1. Correct stripping length................................. 3
2-2-2. Stripped wire condition.................................. 3
2-3. Bellmouth (flare) ................................................ 3
2-4. Crimp height....................................................... 3
2-5. Tensile strength of crimped section and
measuring method.............................................. 4
2-5-1. Tensile strength of crimped section............... 4
2-5-2. Testing method of tensile strength................. 4
2-6. Confirmation of the shape of contact after
crimping .............................................................. 4
2-6-1. Standards for acceptable crimp .................... 4
2-6-2. Example of defective crimping ...................... 5
2-7. Insertion of contact into housing ...................... 7
2-7-1. Checking the lance height .............................. 7
2-7-2. Assembling procedure (example) .................. 7
2-7-3. Checking the assembly condition
of the housing .................................................. 7
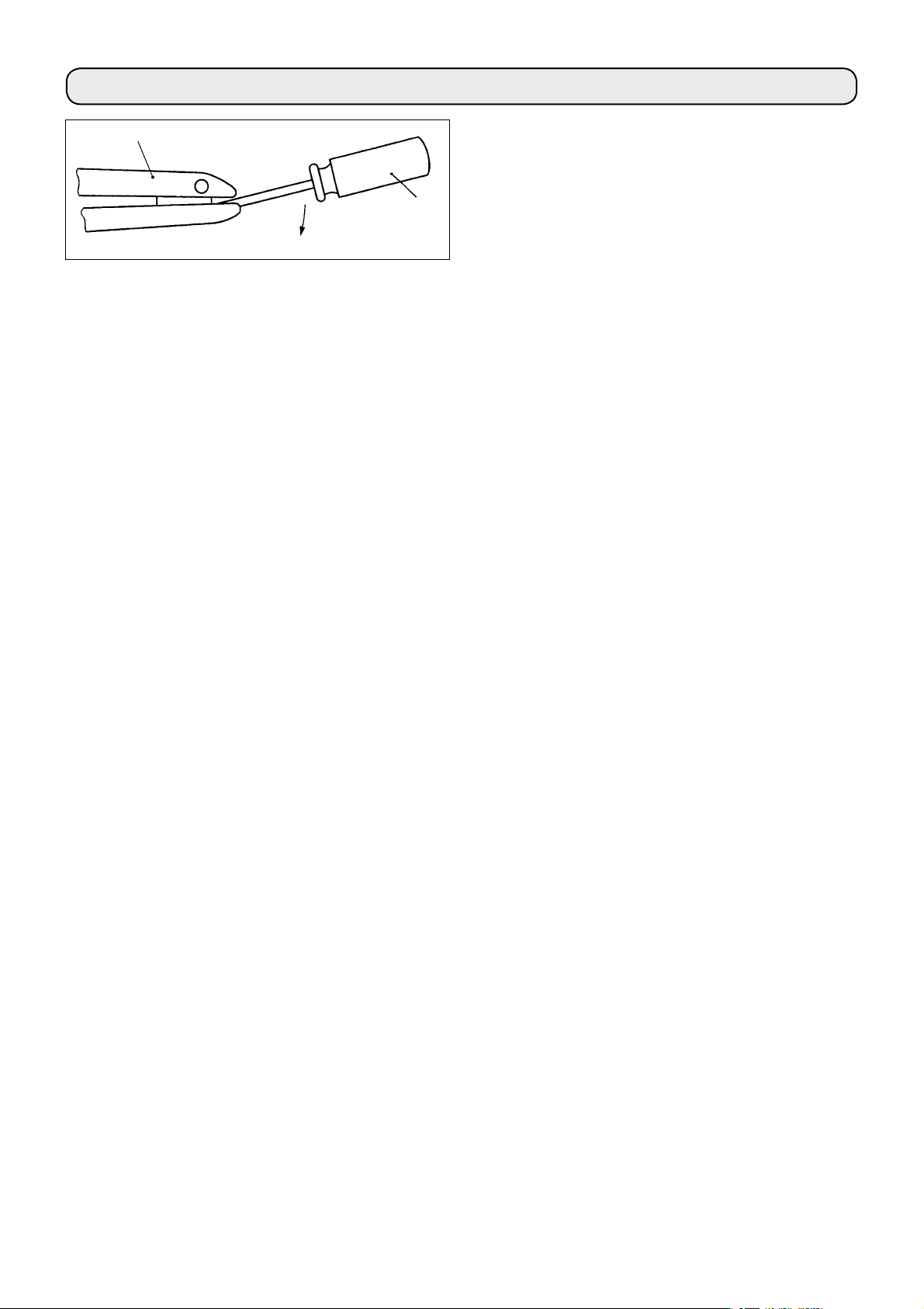
2-7-4. Contact extraction .......................................... 7
2-7-5. Verification of the complete contact
insertion ........................................................... 7
2-8. Other precautions............................................... 8
2-8-1. Precautions when tying the wire.................... 8
2-8-2. Connector continuity check ........................... 8
2-8-3. Handling of the contacts................................. 8
3. Configuration of the tool ................................9
4. Table of tools..................................................10
5. Operating procedures................................... 11
5-1. Crimping procedure..........................................11
6. Replacing the crimper .................................12
7. Crimping conditions and
crimping quality standard ...........................13
8. Table of crimping conditions and
crimping quality standard ...........................14