6www.igmtools.com
Operating instructions EN
Clamping bars and knobs
Do not overtighten the clamping bars and clamping knobs. The clamping bar must be tightened parallel to the jig.
Unless your stock is very wide (nearly 305mm/12”for FD300 and 610mm/24“ for FD600), the workpiece will be set to
one side of the jig. In this case, it is advisable to release the clamping knob farthest from the workpiece rst.
- EN 3 -
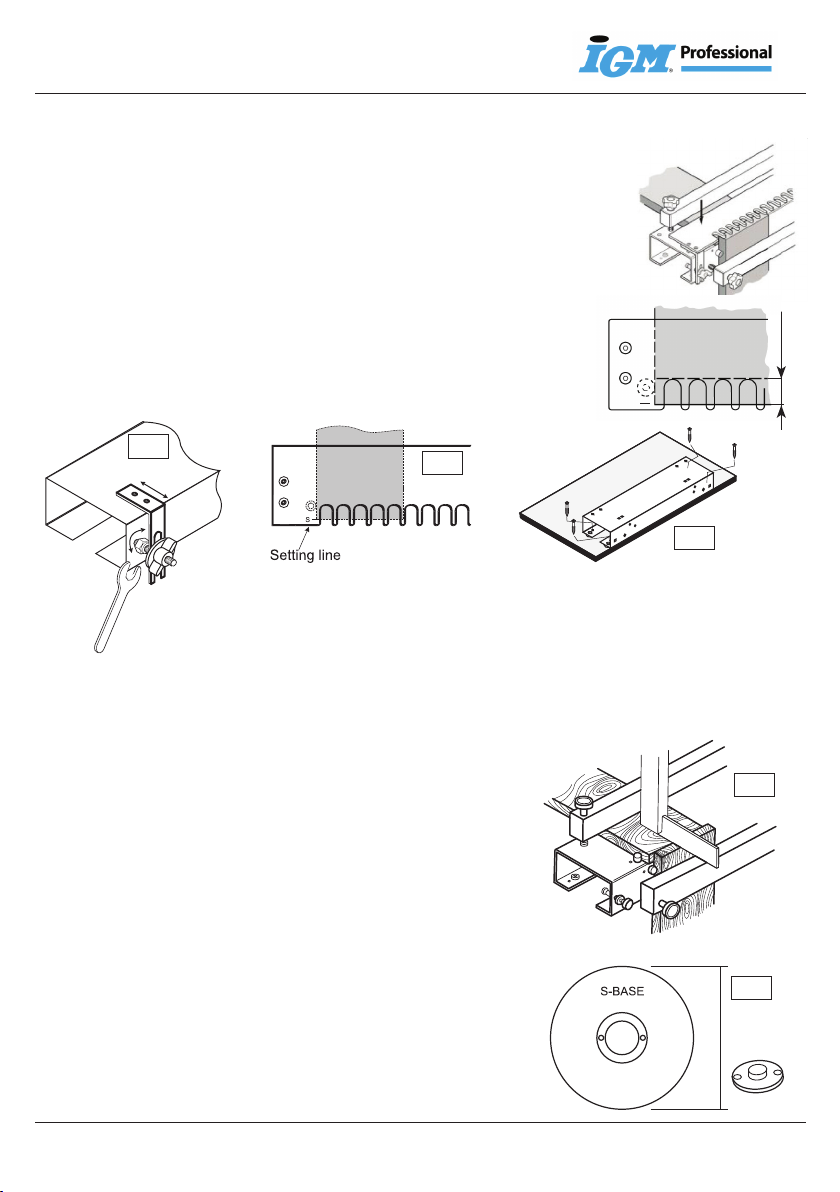
Template adjustment Illustrations 13-14
1) Depending upon the thickness of your stock, you will need to adjust the position of the template to control
the depth of the pin sockets. Loosen the knobs #12, turn the hex nut #2 to move the
template in or out in relation to the jig.
2) Turn adjustment nut towards jig body for deeper sockets, or out for shallower sockets.
3) To set up the position for the template, align the setting line S marked on the template
with the front edge of workpiece that is secured by top clamp. This piece will be either
the front or back of the drawer.
4) One turn of the adjustment nut equals 1mm movement.
5) Once the template is in position, tighten the knob.
6) Ensure template is always parallel to workpiece.
If the mark S is illegible draw a line on the workpiece 15 mm from its
edge. Align this line with the tops of the template ngers. Along the workpiece
edge, there is an imaginary S axis which you can sharpen to produce another joint.
Mounting the jig on a workbench or work board Illustration 15
Attach the jig body to a work board or workbench with the screws supplied.
15mm
S
13 14
15
Aligning workpiece Illustration 16
The top surface of the horizontal workpiece (drawer front or back) must be ush
with the end of the vertical workpiece (drawer side). Be sure that both pieces are
snug against the underside of the template.
16
17
Ø 170 mm
Important notes:
All drawings show left hand edge guides being used.The same procedure
is carried out for right hand edge guides
All dimensions are approximate.
All bit depths are as a guide only, make test cuts in scrap stock before
routing joints in your workpiece.
Illustration 17
The template guides supplied with the jig and accessories will t most
DeWalt, Elu and other routers directly. For other models of routers an optional
sub-base may be required to attach the template guides. The sub-base has
been designed for use with a variety of routers. It also provides concentricity
between router bit and template ensuring accuracy.
The optional sub-base provides greater accuracy and concentricity of the
template guide, resulting in more precise joints.We recommend the use
of the sub-base with all types of routers which do not accept our template
guides directly.