FA2 Applicator
Doc. No: TM-638080200 Release Date: 02-08-18 UNCONTROLLED COPY Page 5 of 33
Revision: B2 Revision Date: 05-04-18
Table of Contents
Safety Warnings and Information ..................................................................................................................................3
Section 1 –General Description....................................................................................................................................6
1.1 Description.................................................................................................................................................6
1.2 Features ....................................................................................................................................................6
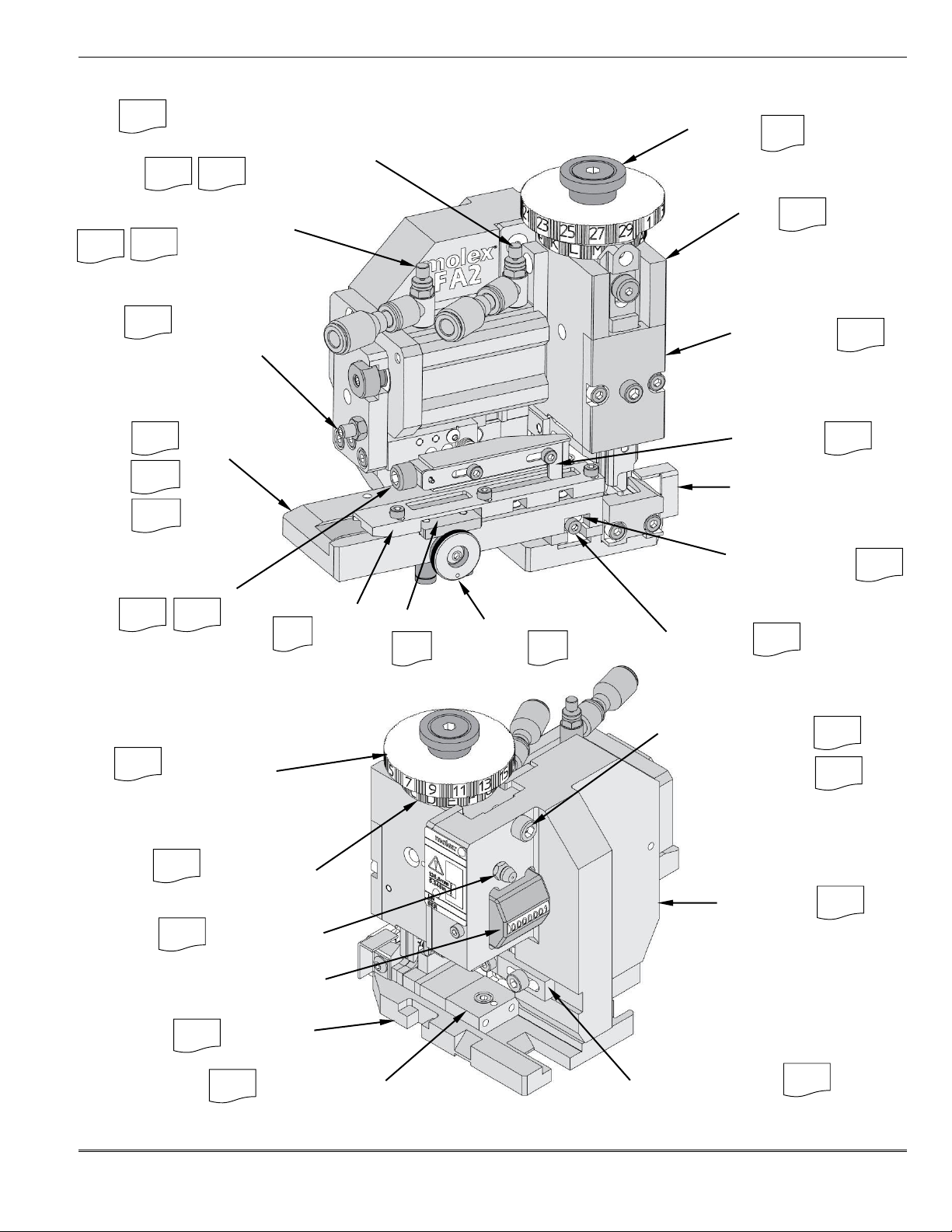
1.3 General Applicator Parts Identification (Mechanical Feed)........................................................................7
1.4 General Applicator Parts Identification (Air Feed)......................................................................................8
1.5 Applicator Tooling Identification.................................................................................................................9
Section 2 –Start-Up Guide..........................................................................................................................................10
Section 3 –Troubleshooting........................................................................................................................................12
3.1 Applicator Troubleshooting......................................................................................................................12
3.2 Crimp Troubleshooting ............................................................................................................................12
Section 4 –Setup and Operation.................................................................................................................................14
4.0 Press Shut Height....................................................................................................................................14
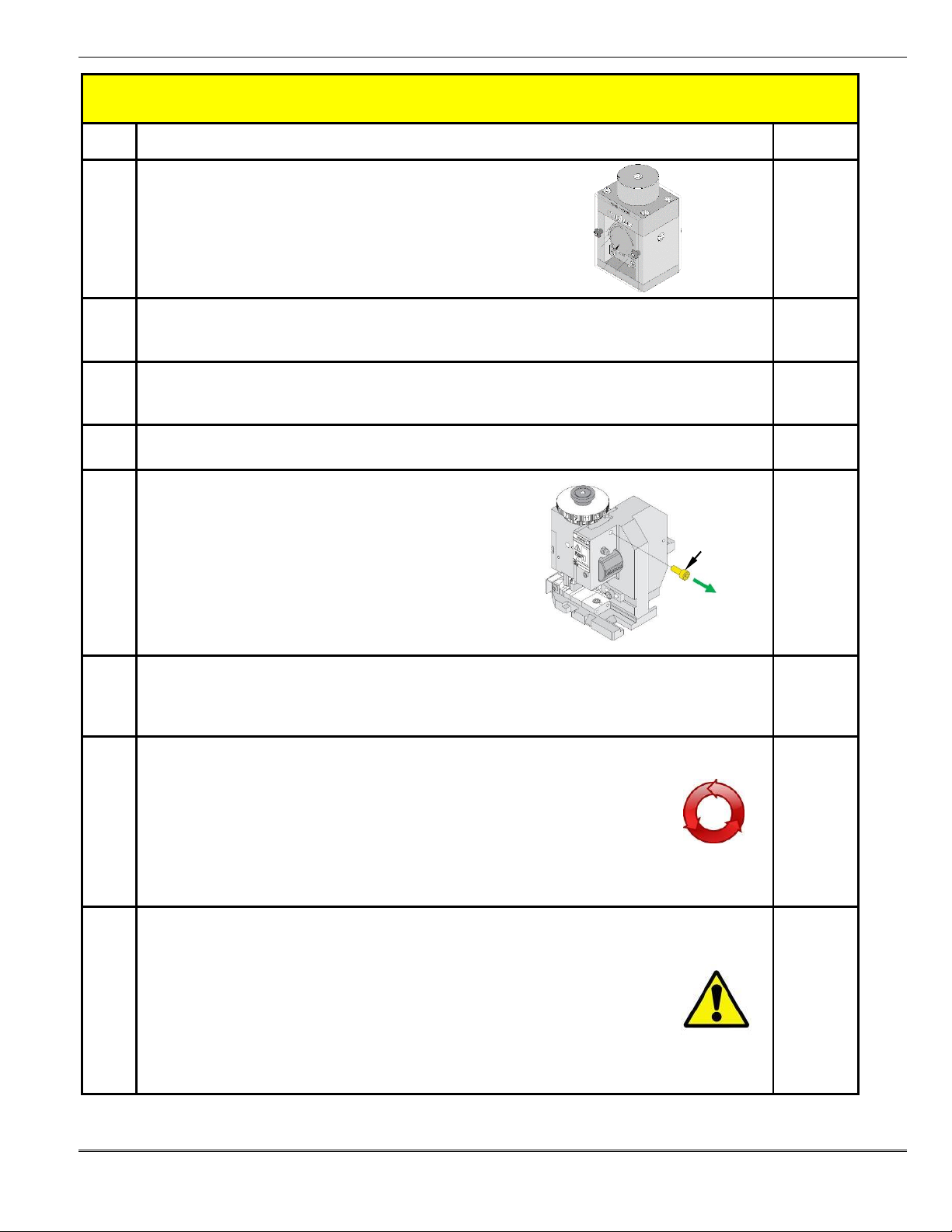
4.1 Applicator Installation and Removal ........................................................................................................14
4.2 How to Make a Crimp ..............................................................................................................................15
4.3 Crimp Height Adjustments.......................................................................................................................15
4.4 Track Guide Setup and Adjustment.........................................................................................................16
4.5 Loading and Unloading Terminals in the Applicator Track.......................................................................18
4.6 Terminal Feed Adjustments.....................................................................................................................19
4.7 Terminal Track Position Adjustment ........................................................................................................22
4.8 Crimp Tooling Installation and Removal ..................................................................................................23
4.9 Wire Stop Setup and Adjustment.............................................................................................................25
4.10 Wire Processing Setup and Feed Cam Orientation .................................................................................27
4.11 Bend Adjust Dial......................................................................................................................................28
Section 5 –Maintenance .............................................................................................................................................29
5.1 Cleaning ..................................................................................................................................................29
5.2 Lubrication...............................................................................................................................................29
5.3 Storage....................................................................................................................................................29
Section 6 –Service Parts ............................................................................................................................................30
6.1 Feed Pawl Spring Replacement ..............................................................................................................31
6.2 Accessories .............................................................................................................................................32
6.3 Contact Us...............................................................................................................................................32
Section 7 –Crimp Quality............................................................................................................................................33