9/99__________________________________________________________Sect 1 Pg3
Principles of Operation
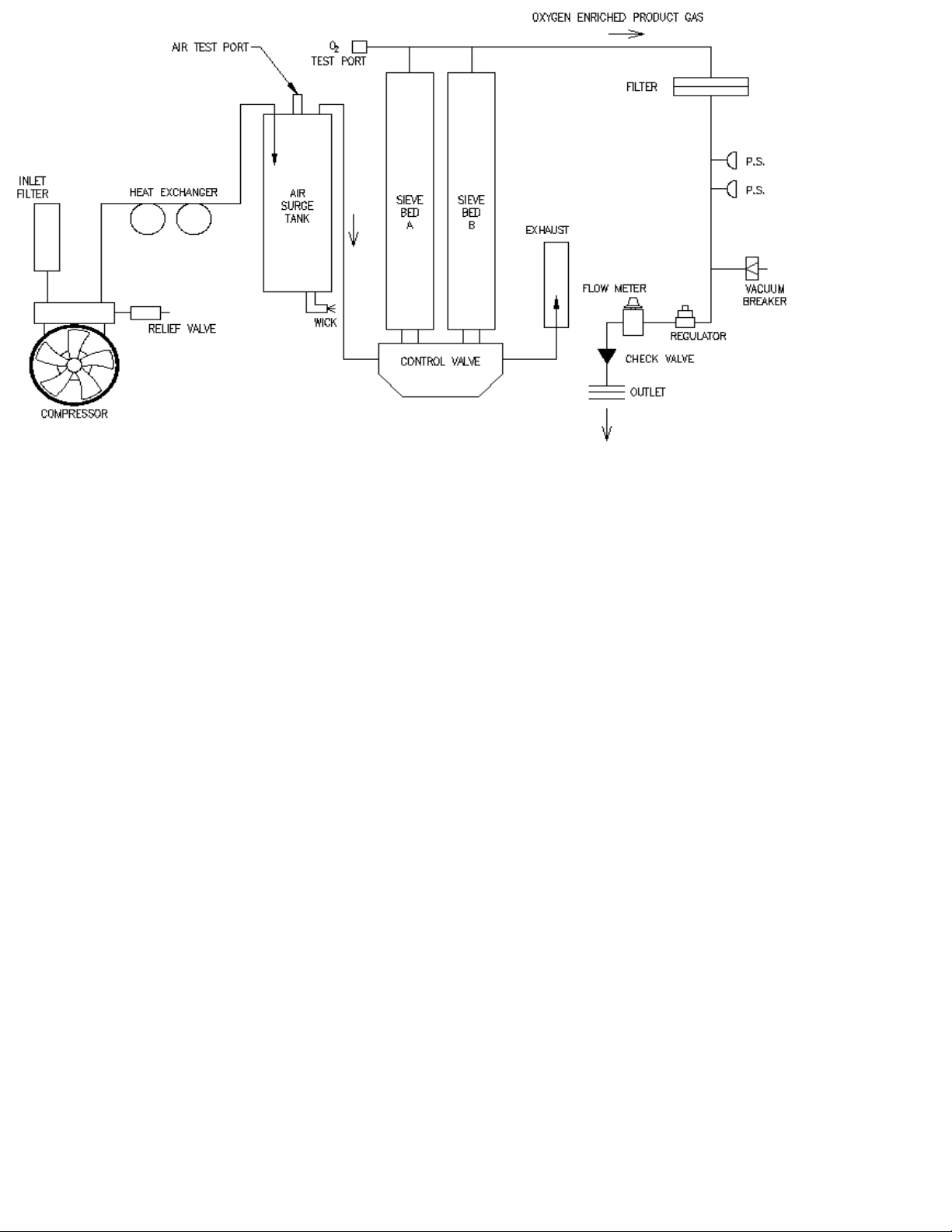
The Mark 5 Plus Concentrator takes in room air that contains 21% oxygen, 78%
nitrogen and trace amounts of inert gases. The air is filtered, compressed and passed
through one of the two molecular sieve beds which allows the oxygen to pass but traps
most of the nitrogen. Before the nitrogen saturates the molecular sieve in the first bed it is
vented to the atmosphere and purged with oxygen while air is fed to the second bed. This
process of alternate feeding and venting of beds is continued thus producing oxygen
enriched gas at one end and exhaust at the other end of the sieve beds. The oxygen
produced is then filtered, regulated, and set at a given flow rate for delivery to the patient.
The operation of the Mark 5 Plus can be grouped into three distinct systems; the
compressed air system, the process system and the delivery system.
Compressed Air System
Air enters the system through filters which prevent dust and other particles from
entering and potentially damaging the air compressor. The compressor is a reciprocating
two cylinder positive displacement type that compresses the air to the necessary pressure.
The compressed air is then routed through a heat exchanger to reduce its temperature and
then to the air surge tank. The surge tank reduces air pressure swing and traps moisture.
The wick assembly, located at the bottom of the surge tank, allows the moisture to be
evaporated to atmosphere. The system also has a safety relief valve to prevent pressure
buildup should a blockage occur and a test port for measuring system pressure.
Process System
The process system consist of two sieve beds and a rotary poppet valve. The valve
controls the process by alternately feeding air into and exhausting nitrogen from the sieve
beds. The valve utilizes a gear motor to cause a cam action to alternately open and close
feed and exhaust poppets. Thus, what normally is a complex control system in other
concentrators is reduced to a simple and easily understandable mechanical control in the
Mark 5 Plus.
Delivery System
The cyclic process described above causes pressure variations in the oxygen as it
exits the beds. In order to provide a stable flow, the oxygen, after passing through a
bacterial filter to remove any contaminants, is passed through a regulator to establish a
fixed delivery pressure. A flow control valve consisting of multiple orifices then establishes
a fixed flow rate to the patient. The use of a vacuum relief breaker and check valve in this
section prevents the possibility of contaminants entering the system from the outside. Two
pressure switches monitor the oxygen pressure and cause an alarm to sound if the
pressure is high or low. An Oxygen Monitoring System for continuously monitoring oxygen
purity is available as an option. The operation of the Oxygen Monitoring System is
described separately in Section ➋.