Versione Novembre 2022_1 IT 3
Manuale d'uso WeldControl 630
O.M.I.S.A. S r l
Via Verga 9/11
20845 Sovico (MB),
Italia
Indice
1 Introduzione .........................................................................................................5
2 Messaggi di sicurezza...........................................................................................5
2.2 Spiegazione delle icone .......................................................................................6
2.3 Funzionamento/uso sicuro del prodotto ............................................................6
2.4 Obblighi del proprietario e dell’operatore ........................................................7
2.5 Uso previsto ..........................................................................................................8
2.6 Garanzia................................................................................................................8
2.7 Trasporto e stoccaggio .........................................................................................8
3 Descrizione del prodotto .....................................................................................9
3.1 Componenti inclusi...............................................................................................9
3.2 Pannello di comando ...........................................................................................9
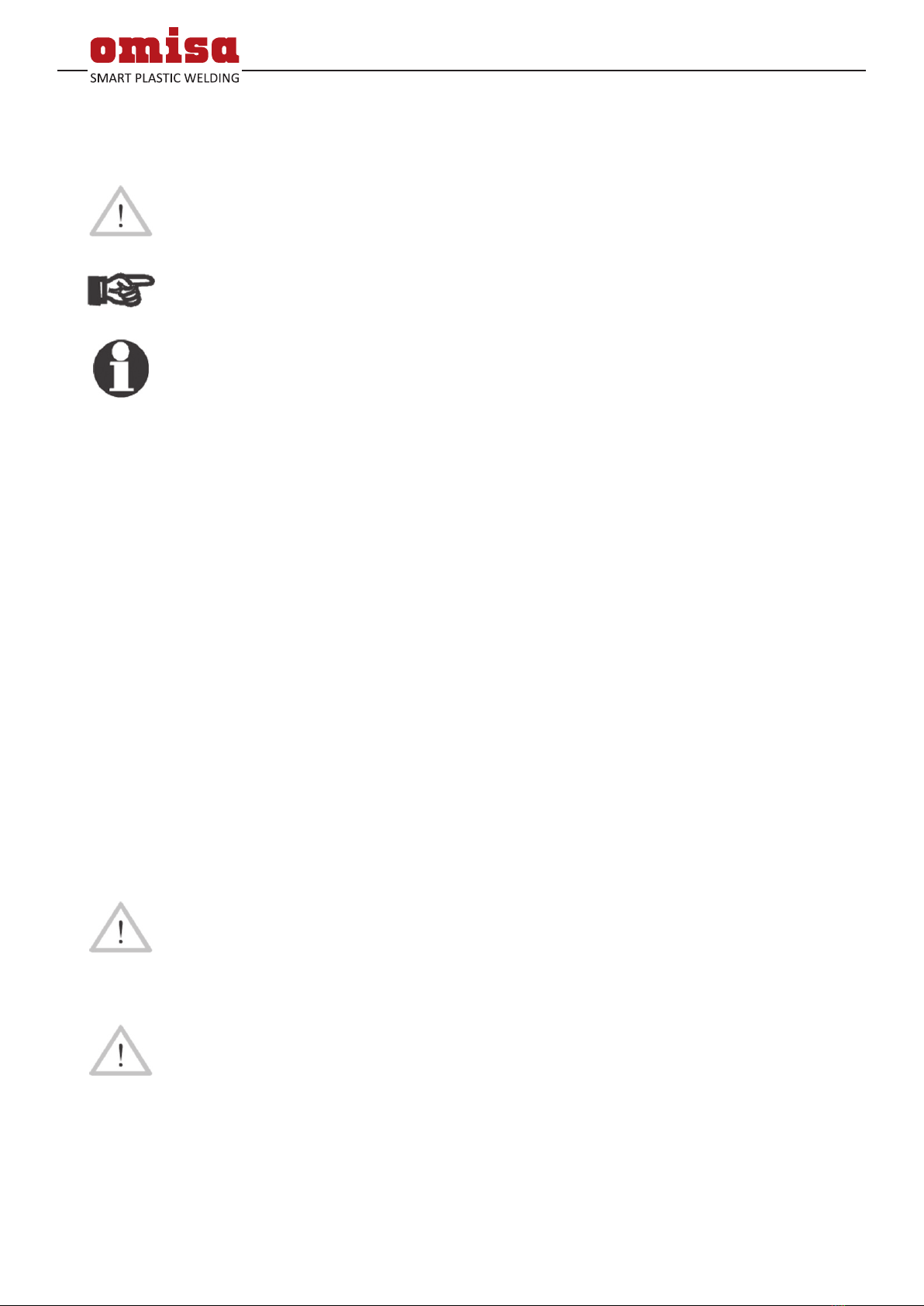
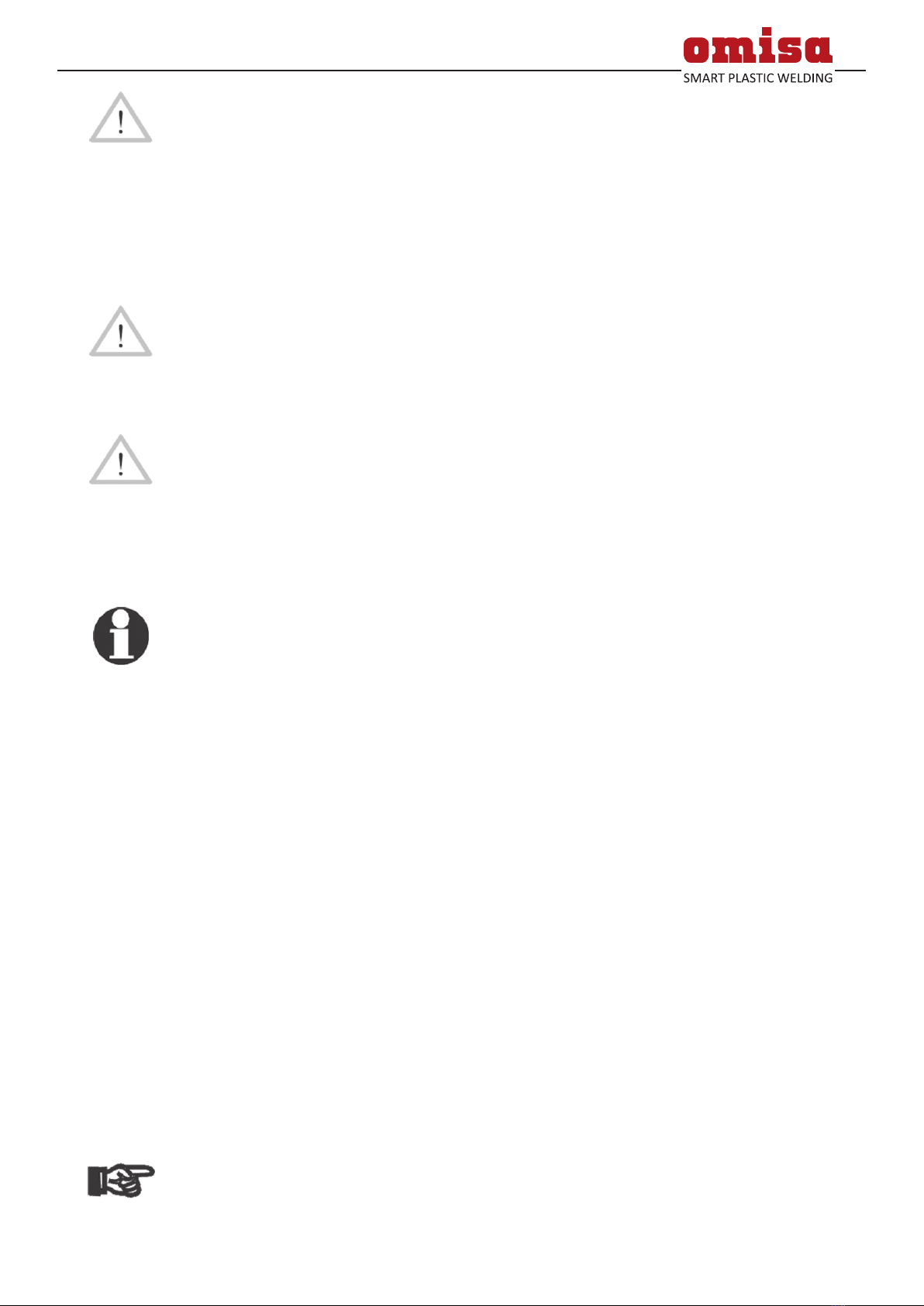
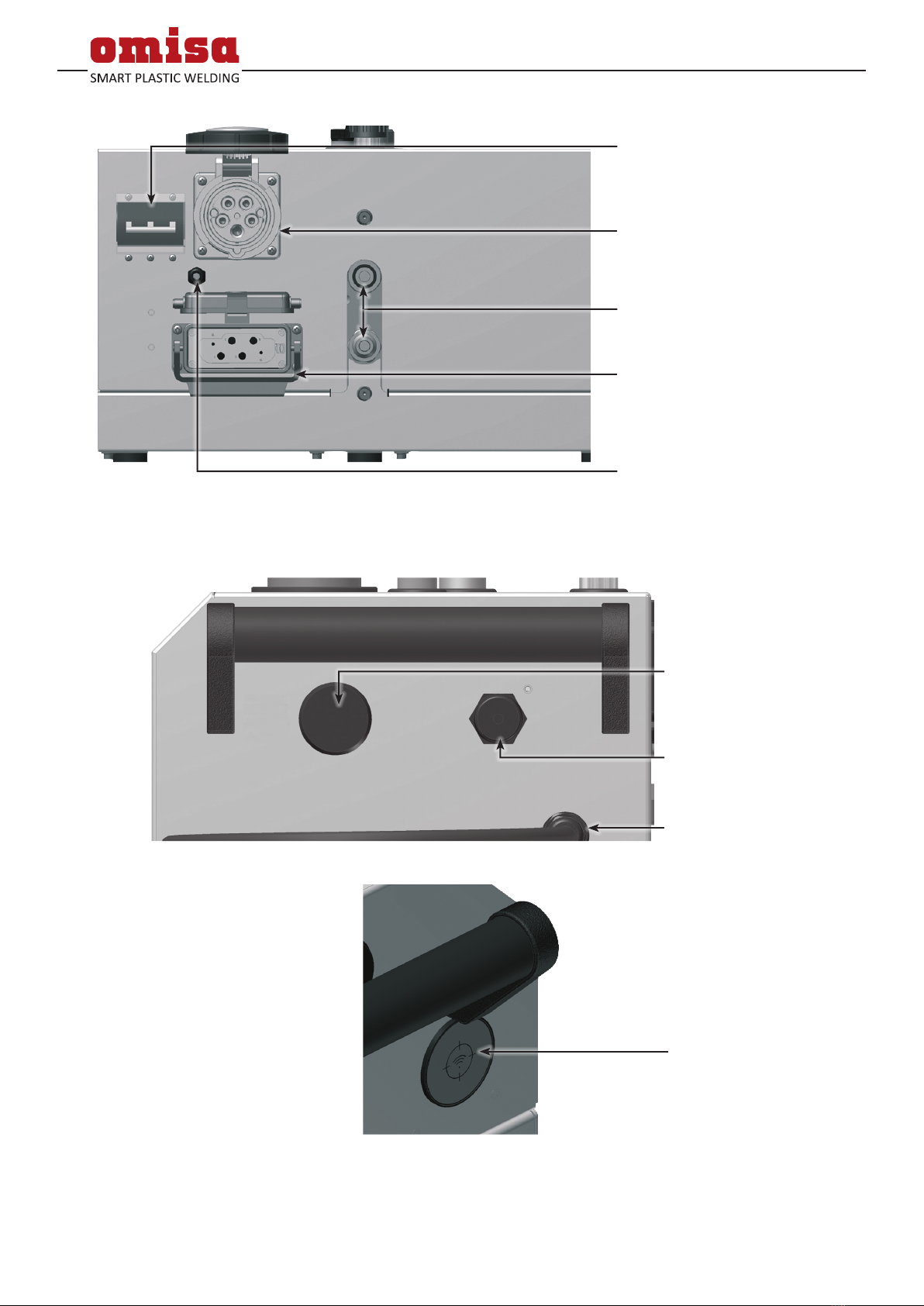
3.3 Connettori...........................................................................................................10
3.4 Specifiche tecniche .............................................................................................11
3.5 Panoramica del processo di saldatura...............................................................12
4 Funzionamento ..................................................................................................13
4.1 Configurazione della saldatrice, inserimento dei parametri di saldatura ..........14
4.1.1 Impostazione della configurazione predefinita della macchina ....................15
4.1.2 Spiegazioni relative al sottomenu “Impostazioni”..........................................15
4.1.3 Selezione della lingua di visualizzazione .........................................................16
4.1.4 Impostazione dell'orologio................................................................................17
4.1.5 Réglage du volume du signal sonore................................................................17
4.1.6 Légende du sous-menu « Documentation ».....................................................17
4.2.1 Immisione del codice dell’operatore.................................................................18
4.2.2 Immissione o modifica del numero di commessa ............................................18
4.2.3 Immissione o modifica del numero di saldatura..............................................19
4.2.4 Immissione o modifica di ulteriori dati di rintracciabilità dei componenti....19
4.3 Esecuzione della saldatura usando il modo WeldControl...............................20
4.3.1 Piallatura delle estremità dei tubi.....................................................................22
4.3.2 Controllo dell'allineamento dei tubi e determinazione della pressione
di trascinamento.................................................................................................22
4.3.3 Possibilità di modifica dei parametri di saldatura............................................23
4.3.4 Détermination de la pression maximale et phase d’égalisation.....................23
4.3.5 Fase di riscaldamento.........................................................................................24
4.3.6 Fase di scambio...................................................................................................25
4.3.7 Fase di saldatura e raffreddamento..................................................................25
4.3.8 Fine della saldatura ............................................................................................26
4.4 Esecuzione della saldatura usando il modo manuale......................................26
4.4.1 Fase di accostamento per formazione del bordino .........................................27
4.4.2 Fase di riscaldamento.........................................................................................28
4.4.3 Fase di scambio...................................................................................................28
4.4.4 Fase di saldatura e raffreddamento..................................................................28
4.4.5 Fine della saldatura ............................................................................................29
4.5 Processo di saldatura interrotto ........................................................................29
4.6 Utilizzo di View Weld per gestire i protocolli di saldatura registrati
e stampare delle etichette.................................................................................31