Seite 2
D
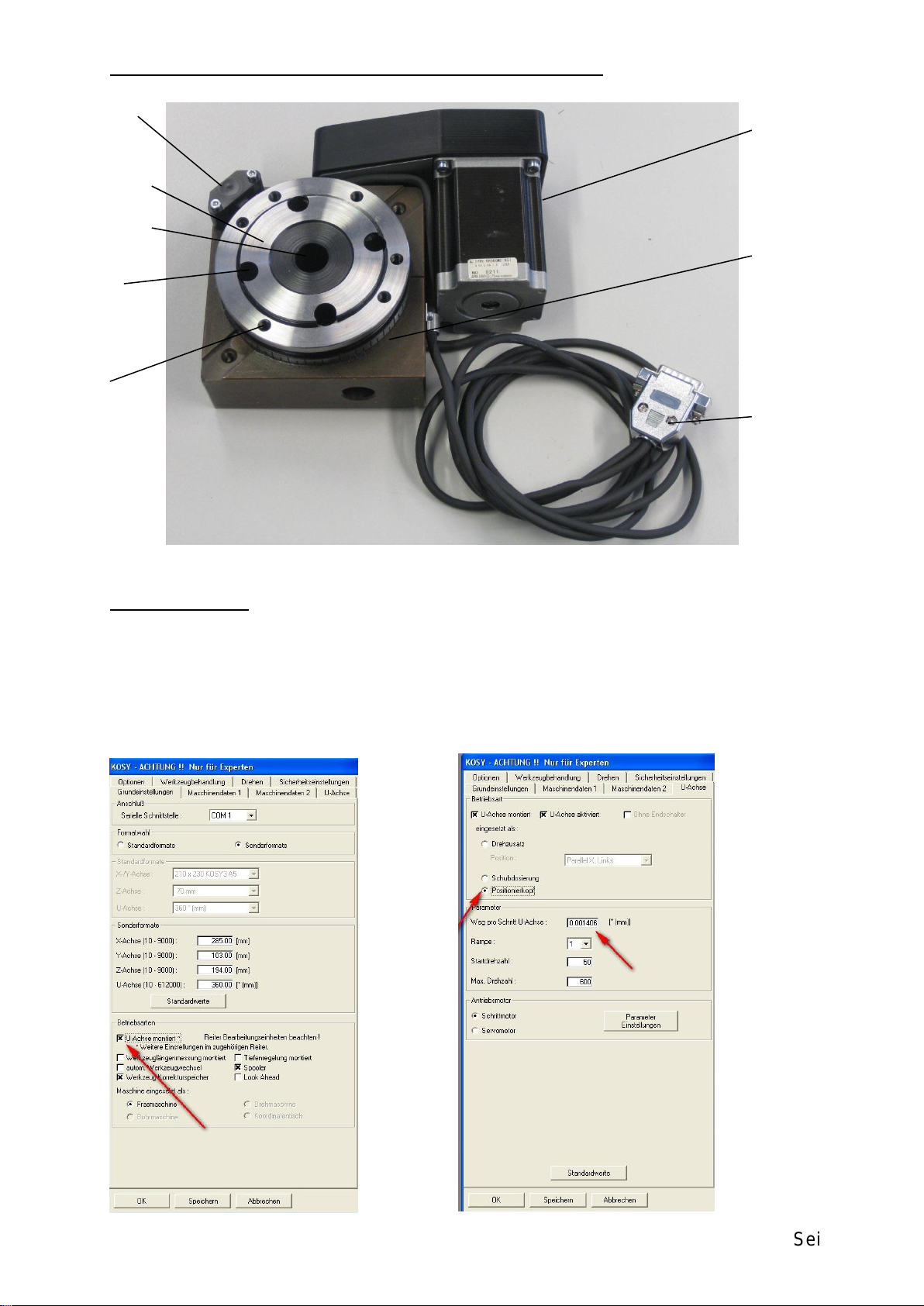
PROXXON TEILAPPARAT UT 400
Allgemeines
Teilapparate eignen sich, wie der Name schon sagt, zur Herstellung von Teilungen an
Werkstücken: Typische Beispiele sind Verzahnungen oder Lochkreise. Diese können
regelmäßig oder unregelmäßig sein, hier hat man bei der CNC-Programmierung alle
Freiheiten: Sämtliche Positionen können computergesteuert angefahren werden.
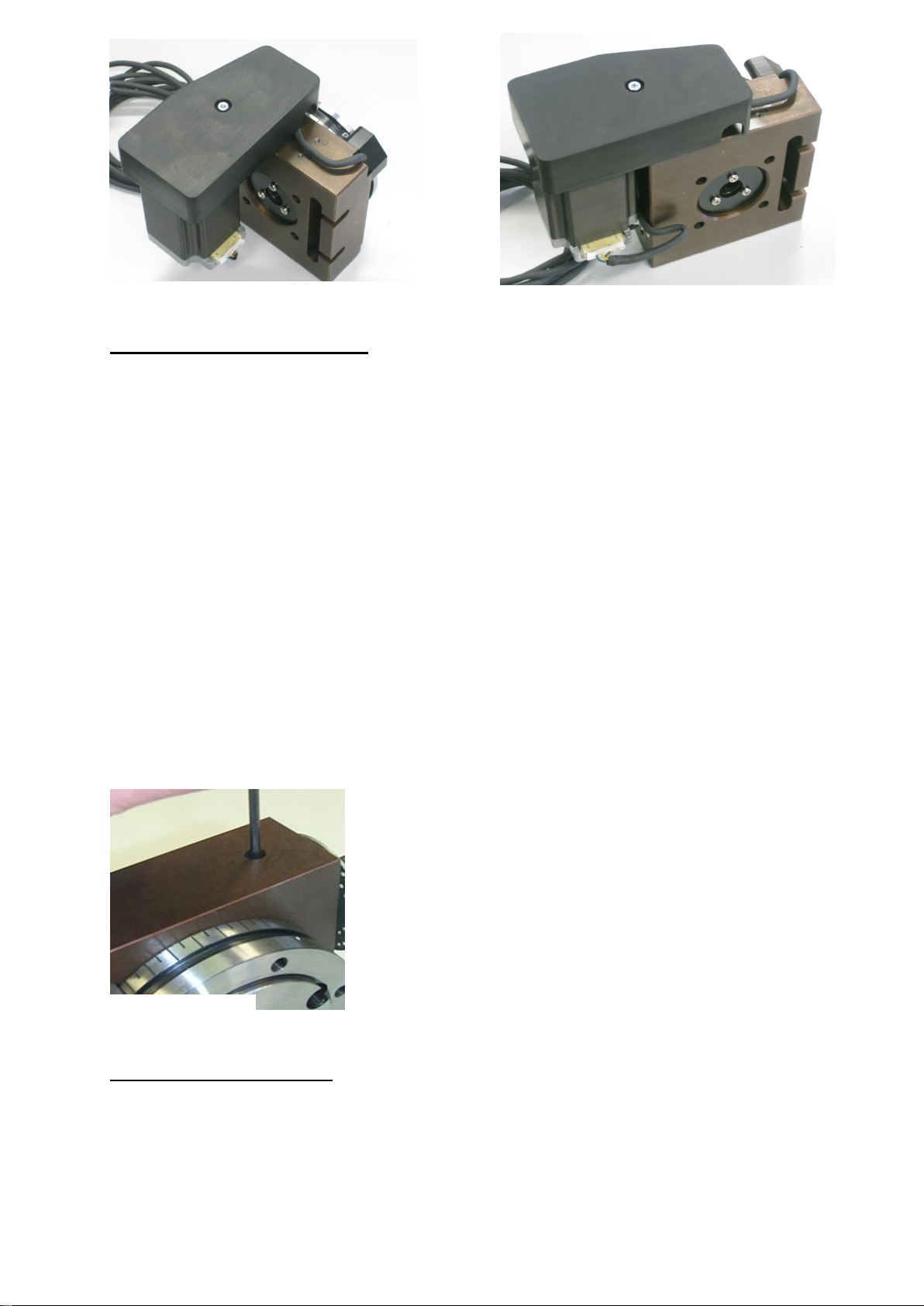
Die Positioniergenauigkeit beträgt 0,003°, ist also auch für präziseste Anwendungen
ausreichend. Die Referenzposition wird beim Durchlaufen einer Lichtschranke erkannt.
Die Spannmittelaufnahme des Teilapparates ist auf das Zubehör des Proxxon-
Zubehörprogramms abgestimmt. So können beispielsweise alle Drehfutter verwendet
werden, die wir auch für unsere Drehmaschine anbieten, aber z. B. auch unsere
Planscheibe. Eine kleine Auswahl:
3-Backenfutter, zentrisch spannend
4-Backen-Drehfutter zentrisch spannend
4-Backen-Drehfutter mit einzeln verstellbaren Backen
Nähere Informationen über unser gesamtes, umfangreiches Zubehörprogramm für Ihren
UT 400 CNC finden Sie in unserem Gerätekatalog oder unter www.proxxon.com.
Angetrieben wird die Futteraufnahme durch einen kräftigen Schrittmotor (2 A), der mittels
einer Zahnriemenübersetzung und einem Schneckengetriebe ein enormes Drehmoment
bereitstellt.
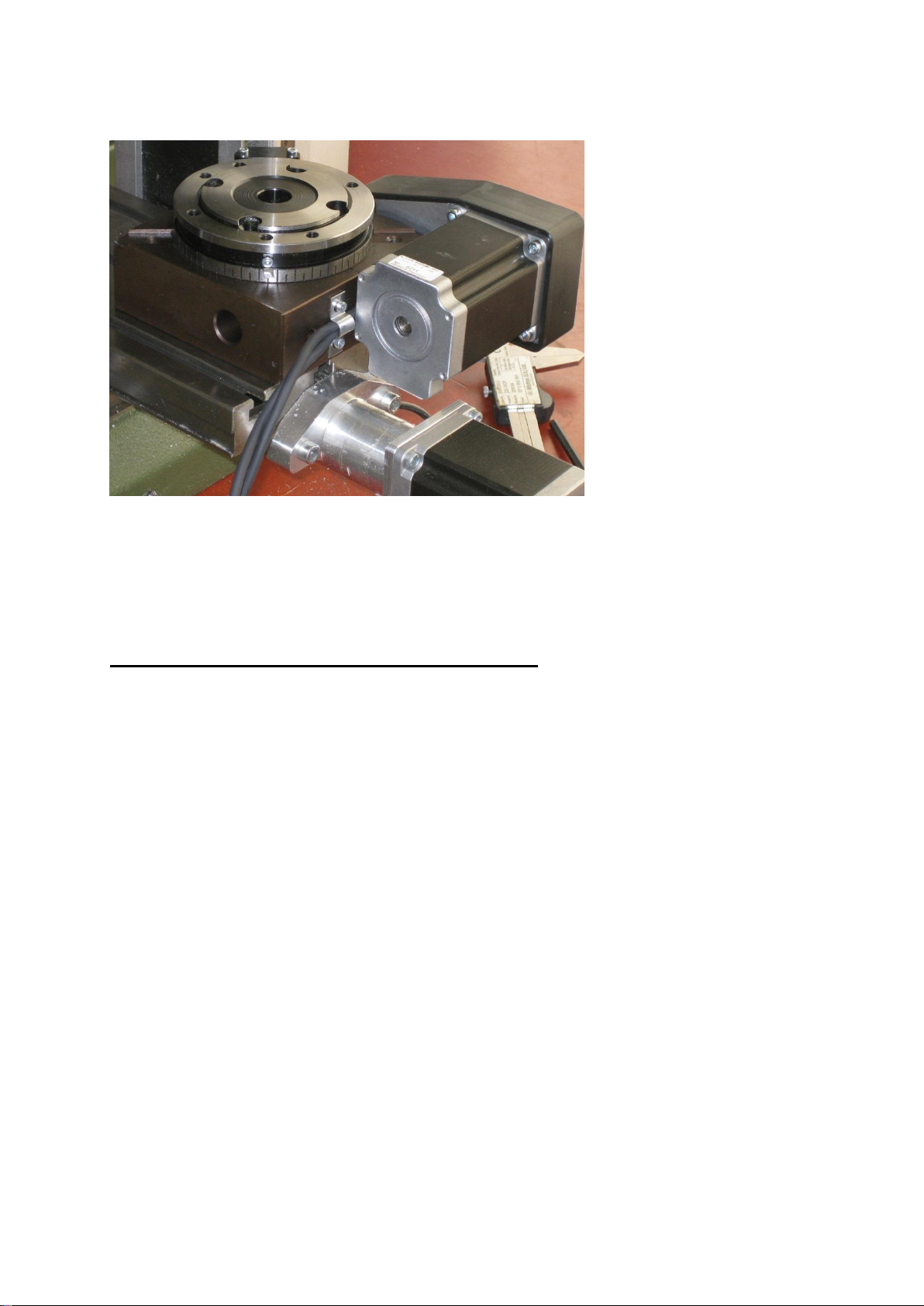
Konzipiert ist der Teilapparat für die Verwendung mit unserer Feinfräse FF 500 CNC. Die
hier mitgelieferte CNC-Software bietet die Möglichkeit zur Programmierung der 4. Achse.
Allerdings ist zu beachten, dass die Steuerungen erst ab September 2009 zum Betrieb
des CNC-Teilapparates vorbereitet sind. Vorherige Exemplare müssen werkseitig mit
einer sogenannten Treiberstufe nachgerüstet werden. Zur Klärung der Details wenden
Lieferumfang:
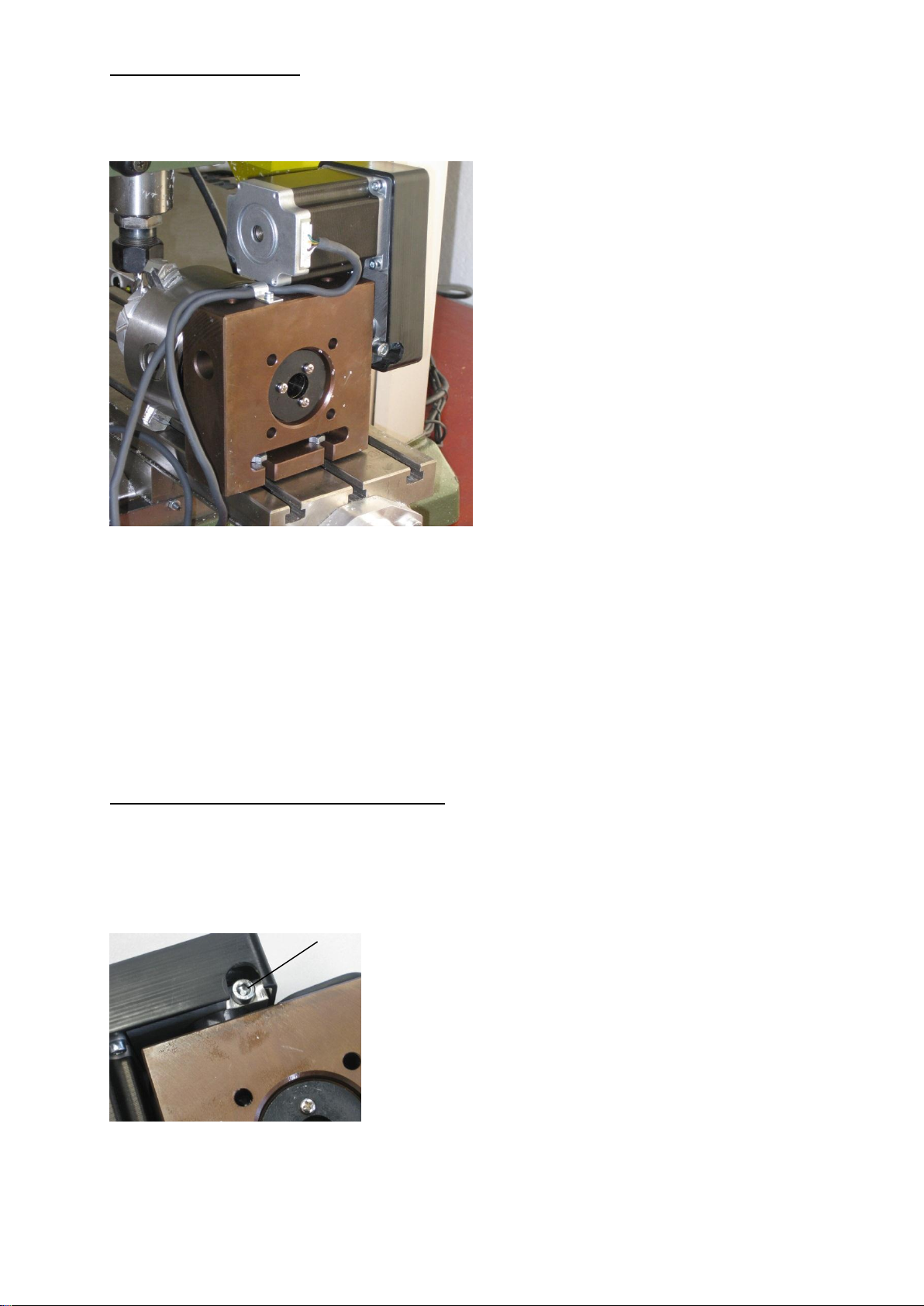
1. Teilapparat mit Verkabelung
2. Befestigungsmaterial
3. Verpackung (ohne Abbildung)
4. Betriebsanleitung (ohne Abbildung)