Version Number: RBM1550-20210414A1
steel generally uses ER308.
2) It supports welding of 1-8mm(1/64-5/64in) carbon steel and 1-5mm(1/64-7/32in) stainless steel.
Aluminum can not be welded. For carbon steel, please use carbon steel electrode. For stainless steel,
please use stainless steel electrode.
3) Connect the ground clamp to clean bare metal. No rust, paint or other coatings, and ensure good
electrical conductivity.
4) The ideal distance between the welding rod and the welding object is 1-2mm(1/64-5/64in), to ensure that
the welding rod and the workpiece are in continuous and stable contact. The welding rod should not be
too high or pressed too low to avoid arc breaking and adhesion.
5) It is normal for novices to have adhesion during the welding process, and you can try to friction arc to
avoid adhesion.
6) Suitable for ordinary welding rods, such as 7018, 6013, etc., but not suitable for special welding rods,
such as 7010, 7011.
Possible problems
1) There is no arc, check the ground wire to connect the workpiece to ensure that there is no rust, paint or
other coatings on the workpiece.
2) There is no arc, check the direct distance between the welding rod and the welding object, the ideal
distance is 1-2 mm; check whether the welding object has rust or oil stains, it is recommended to polish
with sandpaper or a grinder.
3) When welding, the spatter is very big, and it feels very difficult to weld. Please try to change the polarity
connection of the ground wire clamp and the welding clamp with the machine.
4) During the welding process, if the time exceeds 3 minutes, overcurrent protection may occur. You need to
stop working for a few minutes, let the machine cool down for a period of time, and automatically
recover. If the air cools for more than 10 minutes, the machine does not automatically recover, please
shut down and restart.
5) If you have any problems that cannot be solved, please contact us at service@mirthtek.com .
5.2 MIG mode
Reboot RBM-1550 provides two welding modes: gas shielded welding and self-shielded welding with fluxed
wire. If you are working at home or in a studio, in order to ensure a better welding effect, it is recommended that you
use the gas welding mode; if you need to go out to work, carry gas cylinders and other inconvenient situations, you
can use the Self-protected welding method.
A) Gas shielded welding mode
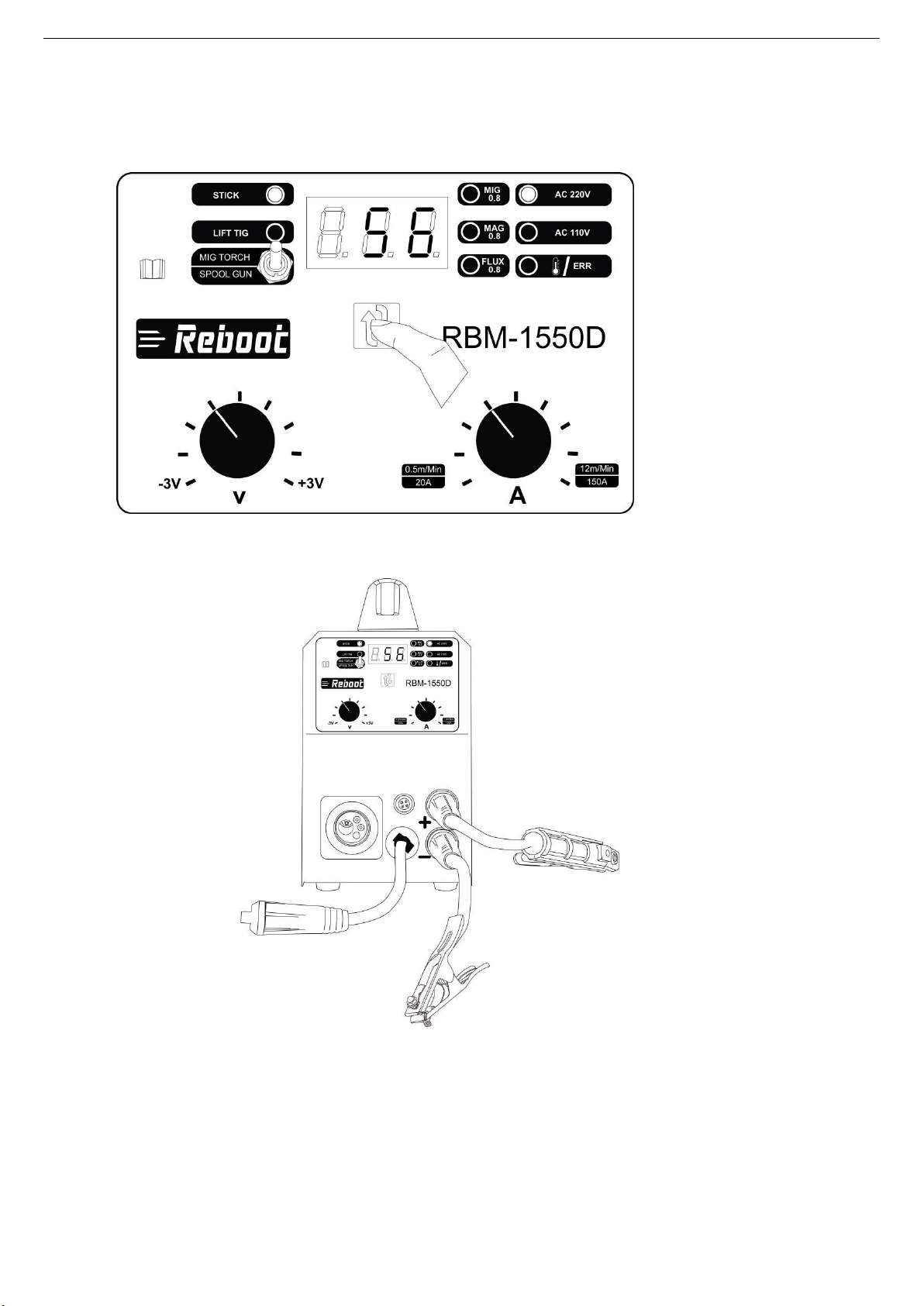
1.1 Select “MIG ” process
1.2 Solid wire welding setting (with gas)
Reboot RBM-1550 outstandingly supports 0.8 and 1.0 mm diameter welding wires, and automatically
and intelligently matches the best welding parameters according to different specifications of welding wires
to achieve the best welding results.
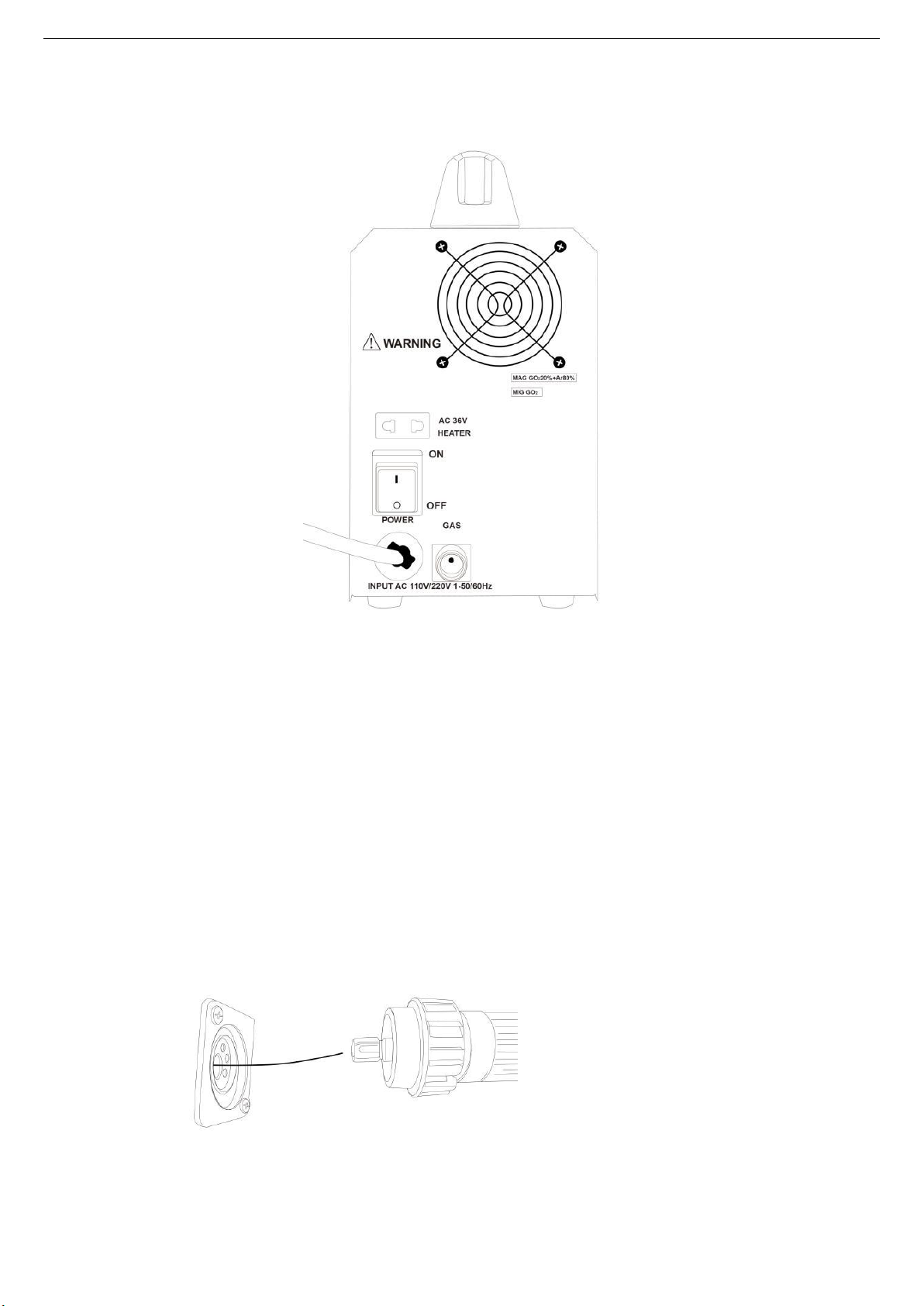
1. Use pure carbon dioxide gas protection