I. Qualifikation des Bedieners
Personen, welche keine Erfahrungen im Umgang mit Span-
neinrichtungen aufweisen, sind durch unsachgemäßes Ver-
halten vor allem während der Einrichtarbeiten durch die auf-
tretenden Spannbewegungen und -kräfte, besonderen Ver-
letzungsgefahren ausgesetzt. Daher dürfen Spanneinrichtun-
gen nur von Personen benutzt, eingerichtet oder instandge-
setzt werden, welche hierzu besonders ausgebildet oder
geschult sind bzw. über langjährige Erfahrungen verfügen.
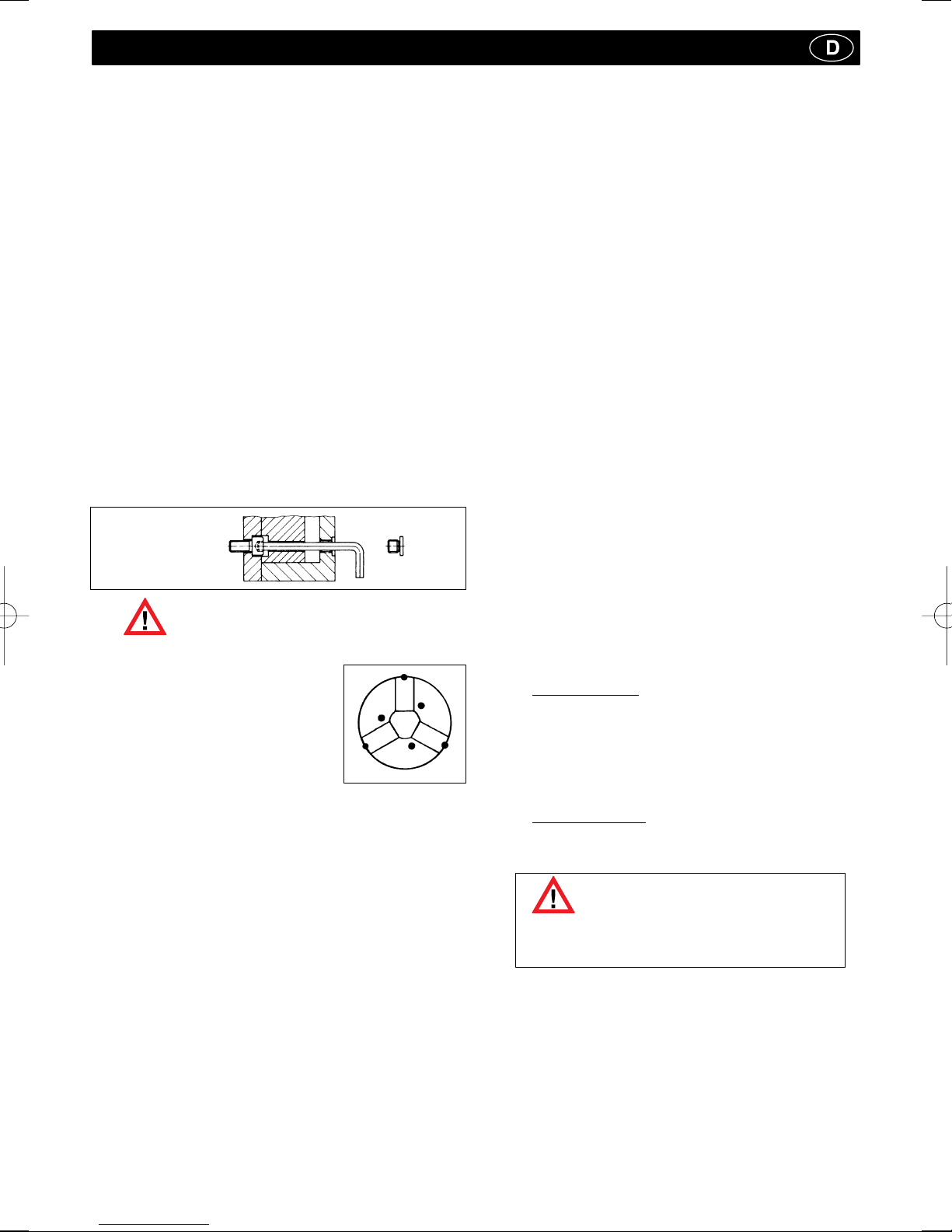
Nach dem Aufbau des Spannfutters muss vor Inbetrieb-
nahme die Funktion des Spannfutters geprüft werden.
Zwei wichtige Punkte sind:
Spannkraft: Bei max. Betätigungskraft / Druck muss die
für das Spannmittel angegebene Spannkraft (+15%)
erreicht werden.
Hubkontrolle: Der Hub des Spannkolbens muss in der
vorderen und hinteren Endlage einen Sicherheitsbereich
aufweisen. Die Maschinenspindel darf erst anlaufen, wenn
der Spannkolben den Sicherheitsbereich durchfahren hat.
Für die Spannwegüberwachung dürfen nur Grenztaster ein-
gesetzt werden, die den Anforderungen für Sicherheitsgrenz-
taster nach VDE 0113 / 12.73 Abschnitt 7.1.3 entsprechen.
II.Verletzungsgefahren
Aus technischen Gründen kann diese Baugruppe teilweise
aus scharfkantigen Einzelteilen bestehen. Um Verletzungs-
gefahren vorzubeugen, ist bei daran vorzunehmenden
Tätigkeiten mit besonderer Vorsicht vorzugehen!
1. Eingebaute Energiespeicher
Bewegliche Teile, die mit Druck-, Zug-, sonstigen Federn
oder mit anderen elastischen Elementen vorgespannt
sind, stellen durch die darin gespeicherte Energie ein
Gefahrenpotential dar. Dessen Unterschätzung kann zu
schweren Verletzungen durch unkontrollierbare, geschos-
sartig umherfliegende Einzelteile führen. Bevor weitere
Arbeiten durchgeführt werden können, ist diese gespei-
cherte Energie abzubauen. Spanneinrichtungen, die zer-
legt werden sollen, sind deshalb mit Hilfe der zugehörigen
Zusammenstellungszeichnungen auf derartige Gefahren-
quellen hin zu untersuchen.
Sollte das ”Entschärfen” dieser gespeicherten Energie
nicht gefahrlos möglich sein, ist die Demontage von
autorisierten Mitarbeitern der Fa. ÖHM durchzuführen.
2. Die maximal zulässige Drehzahl
Die max. zulässige Drehzahl darf nur bei eingeleiteter
max. zulässiger Betätigungskraft und bei einwandfrei
funktionierenden Spannfuttern eingesetzt werden. Nicht-
beachtung dieses Grundsatzes kann zu einem Verlust
der estspannkraft und in Folge dessen zu herausschleu-
dernden Werkstücken mit entsprechendem Verletzungsri-
siko führen. Bei hohen Drehzahlen darf die Spanneinrich-
tung nur unter einer ausreichend dimensionierten Schutz-
haube eingesetzt werden.
3. Überschreitung der zulässigen Drehzahl
Diese Einrichtung ist für umlaufenden Einsatz vorgese-
hen. Fliehkräfte - hervorgerufen durch überhöhte Dreh-
zahlen bzw. Umfangsgeschwindigkeiten - können bewir-
ken, dass sich Einzelteile lösen und dadurch zur potentiel-
len Gefahrenquelle für in der Nähe befindliche Personen
oder Gegenstände werden. Zusätzlich kann bei Spannmit-
teln, die nur für niedere Drehzahlen zugelassen sind, aber
mit höheren Drehzahlen gefahren werden, Unwucht auf-
treten, welche sich nachteilig auf die Sicherheit und evtl.
das Bearbeitungsergebnis auswirkt.
Der Betrieb mit höheren als den für diese Einrichtung
1. Sicherheitshinweise und Richtlinien für den Einsatz
von kraftbetätigten Spanneinrichtungen
vorgesehene Drehzahlen ist aus o.g. Gründen nicht zulässig.
Die max. Drehzahl und Betätigungskraft / -druck sind auf dem
Körper eingraviert und dürfen nicht überschritten werden. Das
heißt, die Höchstdrehzahl der vorgesehenen Maschine darf
dementsprechend auch nicht höher als die der Spanneinrich-
tung sein und ist daher zu begrenzen.
Selbst eine einmalige Überschreitung von zulässigen Werten
kann zu Schäden führen und eine verdeckte Gefahrenquelle
darstellen, auch wenn diese zunächst nicht erkennbar ist. In
diesem Fall ist unverzüglich der Hersteller zu informieren,
damit dieser eine Überprüfung der Funktions- und Betriebssi-
cherheit durchführen kann. Nur so kann der weitere sichere
Betrieb der Spanneinrichtung gewährleistet werden.
4.Unwucht
estrisiken können durch einen unzureichenden otations-
ausgleich entstehen, siehe § 6.2 Nr. e) EN 1550. Dies gilt
insbesondere bei hohen Drehzahlen, bei Bearbeitung
von asym-etrischen Werkstücken oder bei Verwendung
unterschiedlicher Aufsatzbacken.
Um daraus entstehende Schäden zu verhindern, ist das Futter
mit Werkstück möglichst dynamisch entsprechend der
DIN ISO 1940 zu wuchten.
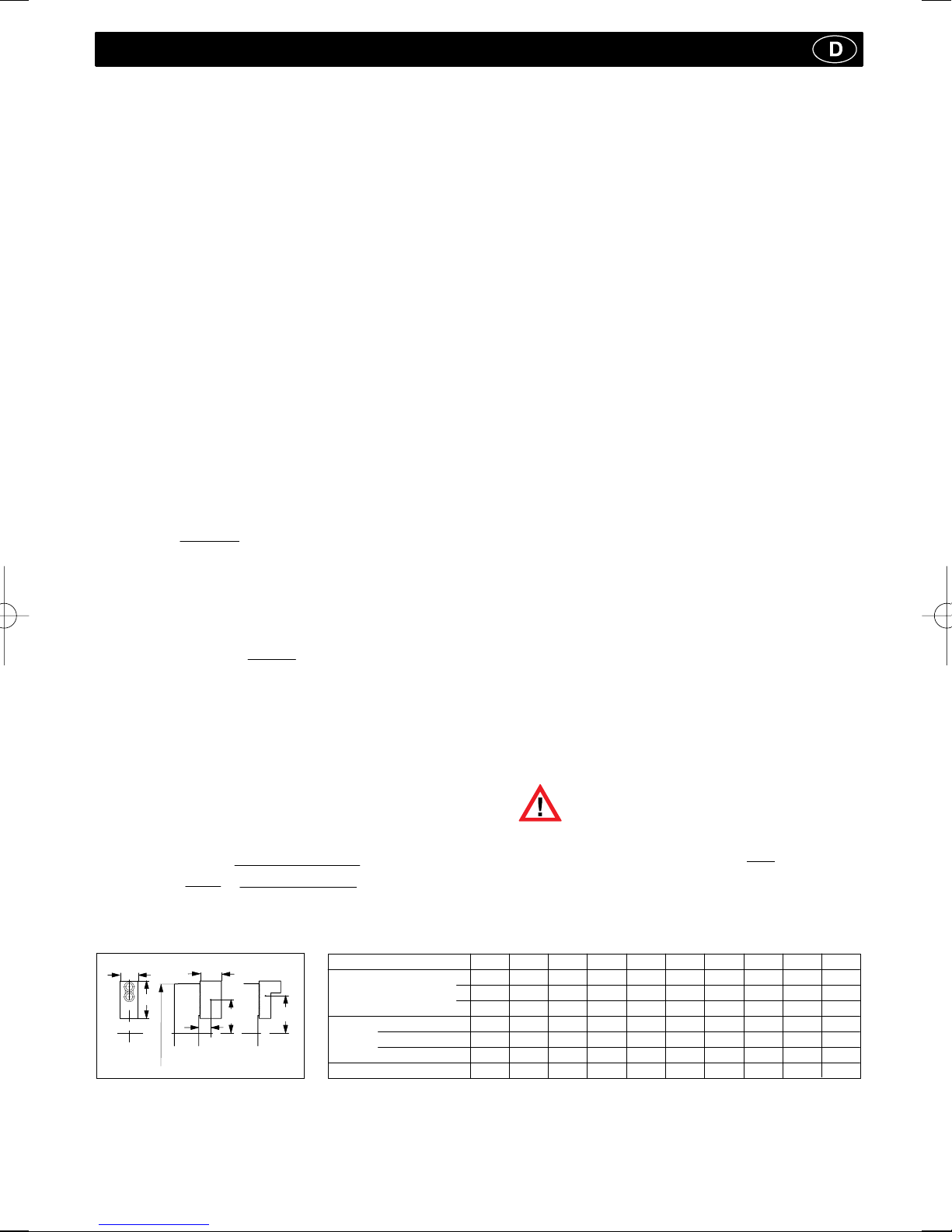
5.Berechnung der erforderlichen Spannkräfte
Die erforderlichen Spannkräfte bzw. die für das Futter zuläs-
sige Höchstdrehzahl für eine bestimmte Bearbeitungsaufgabe
sind entsprechend der ichtlinie VDI 3106 - Ermittlung der
zulässigen Drehzahl von Drehfuttern (Backenfuttern) -
zu ermitteln. Sind erforderliche Sonderspanneinsätze aus
konstruktiven Gründen schwerer oder größer als die dem
Spannmittel zugeordneten Spanneinsätze, so sind die
damit verbundenen höheren Fliehkräfte bei der Festlegung
der erforderlichen Spannkraft und zulässigen Drehzahl
zu berücksichtigen.
6.Einsatz anderer / weiterer Spannsätze / Werkstücke
Für den Einsatz von Spanneinsätzen bzw. Werkstücken ist
grundsätzlich die ichtlinie VDI 3106 - Ermittlung der
zulässigen Drehzahl von Drehfuttern (Backenfuttern) -
heranzuziehen.
1.Benutzung anderer / weiterer Spanneinsätze
Sollen andere Spanneinsätze eingesetzt werden, als für
diese Spanneinrichtung vorgesehen sind, muss ausge-
schlossen werden, dass das Futter mit einer zu hohen
Drehzahl und somit mit zu hohen Fliehkräften betrieben
wird. Es besteht sonst das isiko, dass das Werkstück
nicht ausreichend gespannt wird.
Grundsätzlich ist deshalb eine ücksprache mit dem
Futterhersteller bzw. dem jeweiligen Konstrukteur
erforderlich.
Um den Bediener vor herausschleudernden Teilen zu
schützen, muss nach DIN EN 12415 eine trennende
Schutzeinrichtung an der Werkzeugmaschine vorhanden
sein. Deren Widerstandsfähigkeit wird in sog. Widerstands-
klassen angegeben.
Sollen neue Spannsätze auf der Maschine in Betrieb
genommen werden, so ist zuvor die Zulässigkeit zu prüfen.
Hierunter fallen auch vom Anwender selbst gefertigte
Spannsätze bzw. Spannsatzteile. Einfluss auf die
Zulässigkeit haben die Widerstandsklasse der Schutzein-
richtung, die Massen der evtl. wegschleudernden Teile
(ermittelt durch berechnen oder wiegen), der max. mögliche
2.Gefährdung durch Herausschleudern
14598-k001-001 18.09.2003 11:03 Uhr Seite 4