Version 2.0
4
SPANN-AUTOMATIONS-NORMTEILETECHNIK GMBH
BAL 243.40 / .41 / .42 / .99
BEDIENUNGSANLEITUNG
für Elektro-Magnet-Spannplatten, rechteckig
Alle Personen, die an Werkzeugmaschinen o.Ä. mit der Bedienung, Wartung und Pflege
der Magnet-Spannplatten zu tun haben, müssen entsprechend qualifiziert sein und die
Bedienungsanleitung genau beachten. Die Bedienungsanleitung umfasst alle Auskünfte, die
für eine sichere und optimale Benutzung der Magnete erforderlich sind. Es geht dabei nicht
nur um die Funktionssicherheit der Geräte, sondern auch um Ihre persönliche Sicherheit.
Die für dasArbeiten im Expositionsbereich des Magnetfeldes gültigen Grenzwerte nach VBG
7n6-11.08 §11/01.01.59 werden nicht überschritten.
Bei Personen mit aktiven Implantaten oder ferromagnetischen Fremdkörpern muss individuell
über den Einsatz entschieden werden. Personen mit Herzschrittmachern dürfen sich nicht im
Bereich des Magnetfeldes aufhalten. Eine schädliche Wirkung auf dengesunden menschlichen
Organismus ist zur Zeit nicht bekannt.
Beim Einsatz von Magnet-Spannplatten istauf die beeinflussende oder zerstörerischeWirkung
für elektron. medizinische Geräte, Computer, Uhren und Datenträger zu achten.
Elektro-Magnet-Spannplatten arbeiten mit hohen Auf- und Entmagnetisier-Spannungen.
Daher sind Anschlussdose und Gummikabel unbedingt vor Beschädigung zu schützen.
Um Störungen und Gefahren für den Bediener auszuschließen, ist vor allem bei Nassarbeit
und im Besonderen nach Reparaturarbeiten auf dieAbdichtung derAnschlussdose zu achten.
Ein Elektro-Anschluss darf nur von einer ausgebildeten Elektrofachkraft (nach VDE 1000
Teil 10) durchgeführt werden. Im übrigen sind die Bestimmungen der VDE 0100 einzuhalten.
Elektroarbeiten sind nur bei abgeschalteter Netzspannung zulässig.
BeimAufsetzenferromagnetischerTeile auf den eingeschaltetenMagnetbestehtQuetschgefahr.
Werkstücke immer im unmagnetischen Zustand positionieren.
Bitte beachten Sie, dass bei reinen Elektro-Magneten im Gegensatz zu Elektro-Permanent-
Magneten die Haftkraft an eine dauerhafte Stromversorgung gebunden ist. Gegebenenfalls
Unterbrechungsfreie Stromversorgung vorsehen.
Die angegebene Nennhaftkraft pro Werkstückfläche bezieht sich auf ein Prüfwerkstück mit
100 x 100 x 40 mm³ aus St 37 mit geschliffener Oberfläche. Liegen dem Anwendungsfall
andere Bedingungen zugrunde, soreduzieren sich dieerreichbaren Haftkräfte unter Umständen
erheblich. Die Magnete sind ausschließlich mit der dazu passenden Steuerung zu betreiben.
Hierzu auch beiliegendeBedienungsanleitungen fürUmpol-Steuergerät beachten!Beim Betrieb
des Spannmagneten sinddie einschlägigen Unfall-Verhütungs-Vorschriften zu berücksichtigen.
Reparaturen dürfen nur vom Hersteller durchgeführt werden.
Der Einsatz ist auf die unten aufgelisteten Bedingungen zu beschränken bzw. in anderen Fällen
Rücksprache mit dem Hersteller zu halten:
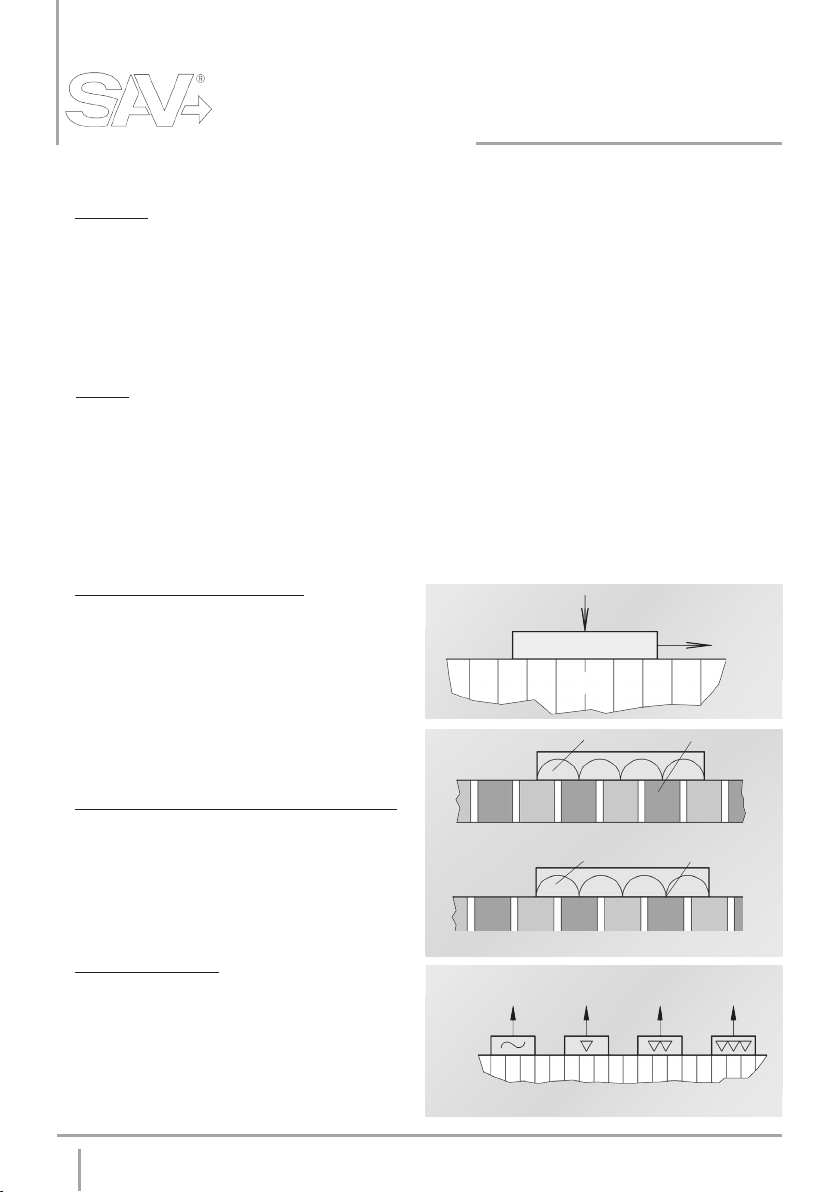
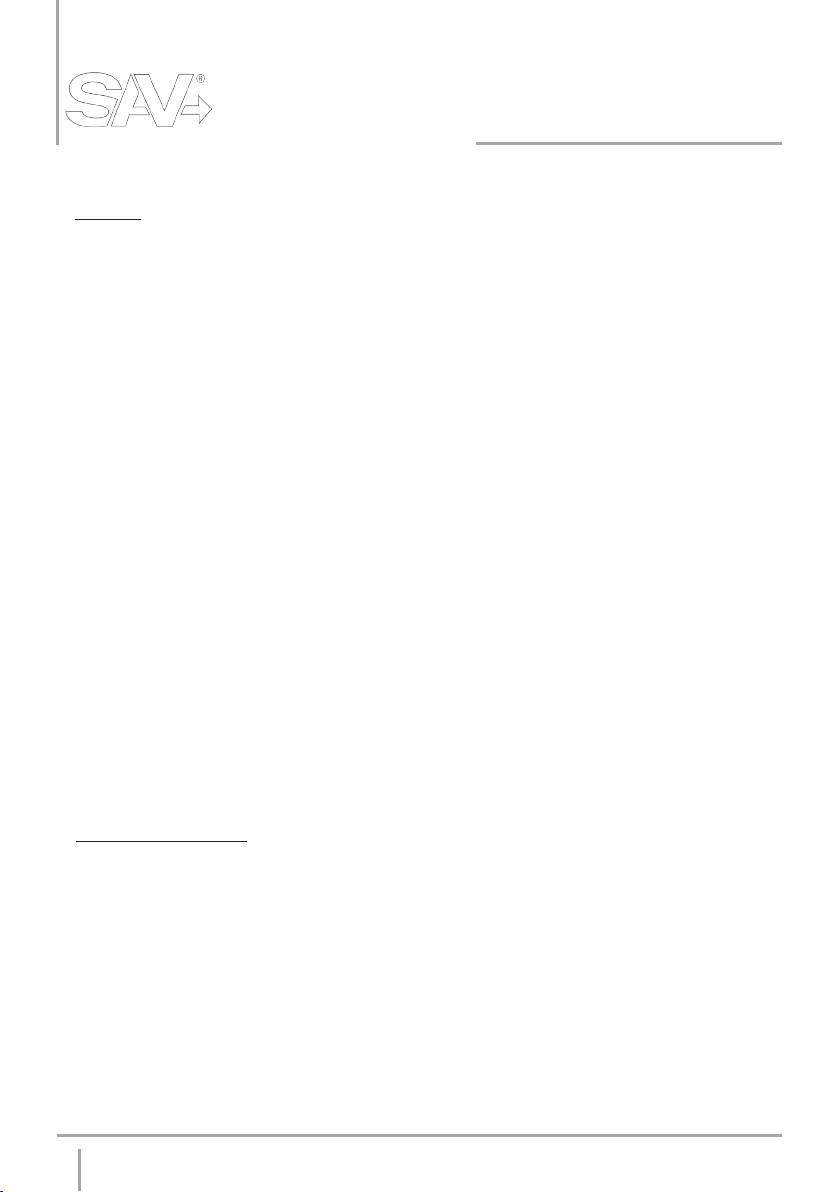
- Luftspalt zwischen Werkstück und Polplatte z.B. durch Unebenheiten, rauhe Oberflächen,
Schmutz und Grate möglichst vermeiden.
- Dünne Werkstücke möglichst vermeiden.
- Kleine Auflagefläche des Werkstücks vermeiden.
- Werkstückmaterial mit möglichst hohem ferromagnetischen Legierungsanteil (z.B. Fe und
Co) einsetzen. Bei rostfreien Stählen, Gußeisen oder hohem Nickelanteil reduzieren sich die
Haftkräfte erheblich.
Die Polplatte kann mit Bohrungen, zum Anbringen von Absteckstiften oder Einarbeitungen
versehen werden. Durchgangsbohrungen sind nach Rücksprache mit dem Hersteller an
bestimmtenPositionenmöglich.FragenSiebeinötigenEinarbeitungenimmerbeimHerstelleran.
Falsch eingebrachte Einarbeitungen können den Magnet zerstören.
1. Sicherheit:
a) zu den Gefahren beim Umgang:
b) bestimmungsgemäße Verwendung: