Telwin TW175BCE User manual

- 1 -
Cod.954859
EN IT FR ES DE RU PT
NL EL RO SV CS HR-SR
PL FI DA NO SL SK HU
LT ET LV BG TR AR
(EN) INSTRUCTION MANUAL
(IT) MANUALE D’ISTRUZIONE
(FR) MANUEL D’INSTRUCTIONS
(ES) MANUAL DE INSTRUCCIONES
(DE) BEDIENUNGSANLEITUNG
(PT) MANUAL DE INSTRUÇÕES
(NL) INSTRUCTIEHANDLEIDING
(SV) BRUKSANVISNING
(HR-SR)
(FI) OHJEKIRJA
(DA) INSTRUKTIONSMANUAL
(NO) BRUKERVEILEDNING
(ET) KASUTUSJUHEND
(TR) KULLANIM KILAVUZU
(AR)
(EN) Welding Helmet
(IT) Casco per Saldatura
(FR) Masque de soudage
(ES) Casco para Soldadura
(DE) Schweißhelm
(RU) Сварочныйшлем
(PT) Capacete para soldadura
(NL) Lashelm
(EL) ΚράνοςγιαΣυγκόλληση
(RO) Cascădesudură
(SV) Svetshjälm
(CS) Svářečskákukla
(HR-SR)
Kaciga za zavarivanje
(PL) Przyłbicaspawalnicza
(FI) Hitsauskypärä
(DA) Svejsehjelm
(NO) Sveisehjelm
(SL) Varilnačelada
(SK) Zváračskákukla
(HU) HegesztőVédősisak
(LT) Suvirinimo šalmas
(ET) Keevitusmask
(LV) Metināšanasķivere
(BG) Заваръчнакаска
(TR) KaynakMaskesi
)AR(
- 2 -
(EN)DANGEROFELECTRICSHOCK-(IT)PERICOLOSHOCKELETTRICO-(FR)RISQUE DECHOCÉLECTRIQUE-(ES)PELIGRODESCARGAELÉCTRICA-(DE)STROMSCHLAGGEFAHR-(RU) ОПАСНОСТЬ
ПОРАЖЕНИЯЭЛЕКТРИЧЕСКИМТОКОМ-(PT)PERIGODE CHOQUEELÉTRICO-(NL)GEVAARELEKTROSHOCK-(EL)ΚΙΝΔΥΝΟΣΗΛΕΚΤΡΟΠΛΗΞΙΑΣ-(RO)PERICOLDEELECTROCUTARE- (SV)FARA
FÖRELEKTRISKSTÖT-(CS)NEBEZPEČÍZÁSAHUELEKTRICKÝMPROUDEM-(HR-SR)OPASNOSTSTRUJNOGUDARA-(PL)NIEBEZPIECZEŃSTWOSZOKUELEKTRYCZNEGO-(FI)SÄHKÖISKUNVAARA-
(DA)FAREFORELEKTRISKSTØD-(NO)FAREFORELEKTRISKSTØT-(SL)NEVARNOSTELEKTRIČNEGAUDARA-(SK)NEBEZPEČENSTVOZÁSAHUELEKTRICKÝMPRÚDOM-(HU)ÁRAMÜTÉSVESZÉLYE
- (LT) ELEKTROS SMŪGIO PAVOJUS - (ET) ELEKTRILÖÖGIOHT - (LV) ELEKTROŠOKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ТОКОВ УДАР - (TR) ELEKTRİK ÇARPMASITEHLİKESİ - (AR)
(EN) DANGER OF WELDING FUMES - (IT) PERICOLO FUMI DI SALDATURA - (FR) DANGER FUMÉES DE SOUDAGE - (ES) PELIGRO HUMOS DE SOLDADURA - (DE) GEFAHR DER ENTWICKLUNG
VON RAUCHGASEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ ДЫМОВ СВАРКИ - (PT) PERIGO DE FUMAÇAS DE SOLDAGEM - (NL) GEVAAR LASROOK - (EL) ΚΙΝΔΥΝΟΣ ΚΑΠΝΩΝ
ΣΥΓΚΟΛΛΗΣΗΣ - (RO) PERICOL DE GAZE DE SUDURĂ - (SV) FARA FÖR RÖK FRÅN SVETSNING - (CS) NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - (HR-SR) OPASNOST OD DIMA PRILIKOM VARENJA
- (PL) NIEBEZPIECZEŃSTWO OPARÓW SPAWALNICZYCH - (FI) HITSAUSSAVUJEN VAARA - (DA) FARE P.G.A. SVEJSEDAMPE - (NO) FARE FOR SVEISERØYK - (SL) NEVARNOST VARILNEGA
DIMA - (SK) NEBEZPEČENSTVO VÝPAROV ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN KELETKEZETT FÜST VESZÉLYE - (LT) SUVIRINIMO DŪMŲ PAVOJUS - (ET) KEEVITAMISEL
SUITSU OHT - (LV) METINĀŠANAS IZTVAIKOJUMU BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПУШЕКА ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAK DUMANI TEHLİKESİ - (AR)
(EN) DANGER OF EXPLOSION - (IT) PERICOLO ESPLOSIONE - (FR) RISQUE D’EXPLOSION - (ES) PELIGRO EXPLOSIÓN - (DE) EXPLOSIONSGEFAHR - (RU) ОПАСНОСТЬ ВЗРЫВА - (PT) PERIGO DE
EXPLOSÃO - (NL) GEVAAR ONTPLOFFING - (EL) ΚΙΝΔΥΝΟΣ ΕΚΡΗΞΗΣ - (RO) PERICOL DE EXPLOZIE - (SV) FARA FÖR EXPLOSION - (CS) NEBEZPEČÍVÝBUCHU - (HR-SR) OPASNOST OD EKSPLOZIJE
- (PL) NIEBEZPIECZEŃSTWO WYBUCHU - (FI) RÄJÄHDYSVAARA - (DA) SPRÆNGFARE - (NO) FARE FOR EKSPLOSJON - (SL) NEVARNOST EKSPLOZIJE - (SK) NEBEZPEČENSTVO VÝBUCHU - (HU)
ROBBANÁS VESZÉLYE - (LT) SPROGIMO PAVOJUS - (ET) PLAHVATUSOHT - (LV) SPRĀDZIENBĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ЕКСПЛОЗИЯ - (TR) PATLAMA TEHLİKESİ - (AR)
(EN) WEARING PROTECTIVE CLOTHING IS COMPULSORY - (IT) OBBLIGO INDOSSARE INDUMENTI PROTETTIVI - (FR) PORT DES VÊTEMENTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE
LLEVAR ROPA DE PROTECCIÓN - (DE) DASTRAGENVON SCHUTZKLEIDUNG IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - (PT) OBRIGATÓRIO O USO DEVESTUÁRIO DE
PROTEÇÃO-(NL)VERPLICHTBESCHERMENDEKLEDIJTEDRAGEN-(EL)ΥΠΟΧΡΕΩΣΗΝΑΦΟΡΑΤΕΠΡΟΣΤΑΤΕΥΤΙΚΑΕΝΔΥΜΑΤΑ-(RO)FOLOSIREAÎMBRĂCĂMINTEIDEPROTECŢIEOBLIGATORIE-(SV)
OBLIGATORISKTATTBÄRASKYDDSPLAGG-(CS)POVINNÉPOUŽITÍOCHRANNÝCHPROSTŘEDKŮ-(HR-SR)OBAVEZNOKORIŠTENJEZAŠTITNEODJEĆE-(PL)NAKAZNOSZENIAODZIEŻYOCHRONNEJ
-(FI)SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA-(DA) PLIGTTIL ATANVENDEBESKYTTELSESTØJ-(NO)FORPLIKTELSE Å BRUKEVERNETØY- (SL)OBVEZNOOBLECITEZAŠČITNAOBLAČILA -(SK)
POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - (HU) VÉDŐRUHA HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA DĖVĖTI APSAUGINĘ APRANGĄ - (ET) KOHUSTUSLIK KANDA KAITSERIIETUST
- (LV) PIENĀKUMS ĢĒRBT AIZSARGTĒRPUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНО ОБЛЕКЛО - (TR) KORUYUCU GİYSİ GİYMEK ZORUNLUDUR - (AR)
(EN) WEARING PROTECTIVE GLOVES IS COMPULSORY - (IT) OBBLIGO INDOSSARE GUANTI PROTETTIVI - (FR) PORT DES GANTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN
DE LLEVAR GUANTES DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ - (PT)
OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - (NL) VERPLICHT BESCHERMENDE HANDSCHOENEN TE DRAGEN - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΑ ΓΑΝΤΙΑ
- (RO) FOLOSIREA MĂNUŞILOR DE PROTECŢIE OBLIGATORIE - (SV) OBLIGATORISKT ATT BÄRA SKYDDSHANDSKAR - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - (HR-
SR) OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - (PL) NAKAZ NOSZENIA RĘKAWIC OCHRONNYCH - (FI) SUOJAKÄSINEIDEN KÄYTTÖ PAKOLLISTA - (DA) PLIGT TIL AT BRUGE
BESKYTTELSESHANDSKER - (NO) FORPLIKTELSE Å BRUKE VERNEHANSKER - (SL) OBVEZNO NADENITE ZAŠČITNE ROKAVICE - (SK) POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC
- (HU) VÉDŐKESZTYŰ HASZNÁLATA KÖTELEZŐ - (LT) PRIVALOMA MŪVĖTI APSAUGINES PIRŠTINES - (ET) KOHUSTUSLIK KANDA KAITSEKINDAID - (LV) PIENĀKUMS ĢĒRBT
AIZSARGCIMDUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЪКАВИЦИ - (TR) KORUYUCU ELDİVEN KULLANMAK ZORUNLUDUR - (AR)
(EN) DANGER OF ULTRAVIOLET RADIATION FROM WELDING - (IT) PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA - (FR) DANGER RADIATIONS ULTRAVIOLETTES DE SOUDAGE -
(ES) PELIGRO RADIACIONES ULTRAVIOLETAS - (DE) GEFAHR ULTRAVIOLETTER STRAHLUNGEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ СВАРКИ - (PT)
PERIGO DE RADIAÇÕES ULTRAVIOLETAS DE SOLDADURA - (NL) GEVAAR ULTRAVIOLET STRALEN VAN HET LASSEN - (EL) ΚΙΝΔΥΝΟΣ ΥΠΕΡΙΩΔΟΥΣ ΑΚΤΙΝΟΒΟΛΙΑΣ ΑΠΟ ΣΥΓΚΟΛΛΗΣΗ - (RO)
PERICOL DE RADIAŢII ULTRAVIOLETE DE LA SUDURĂ - (SV) FARA FÖR ULTRAVIOLETT STRÅLNING FRÅN SVETSNING - (CS) NEBEZPEČÍ ULTRAFIALOVÉHO ZÁŘENÍ ZE SVAŘOVÁNÍ Í - (HR-SR)
OPASNOST OD ULTRALJUBIČASTIH ZRAKA PRILIKOM VARENJA - (PL) NIEBEZPIECZEŃSTWO PROMIENIOWANIA NADFIOLETOWEGO PODCZAS SPAWANIA - (FI) HITSAUKSEN AIHEUTTAMAN
ULTRAVIOLETTISÄTEILYN VAARA - (DA) FARE FOR ULTRAVIOLETTE SVEJSESTRÅLER - (NO) FARE FOR ULTRAFIOLETT STRÅLNING UNDER SVEISINGSPROSEDYREN - (SL) NEVARNOST SEVANJA
ULTRAVIJOLIČNIH ŽARKOV ZARADI VARJENJA - (SK) NEBEZPEČENSTVO ULTRAFIALOVÉHO ŽIARENIA ZO ZVÁRANIA - (HU) HEGESZTÉS KÖVETKEZTÉBEN LÉTREJÖTT IBOLYÁNTÚLI SUGÁRZÁS
VESZÉLYE-(LT)ULTRAVIOLETINIOSPINDULIAVIMOSUVIRINIMOMETUPAVOJUS-(ET)KEEVITAMISELERALDUVAULTRAVIOLETTKIIRGUSEOHT-(LV)METINĀŠANASULTRAVIOLETĀIZSTAROJUMA
BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ПРИ ЗАВАРЯВАНЕ - (TR) KAYNAKTAN ULTRAVİOLE IŞIMATEHLİKESİ - (AR)
(EN) DANGER OF FIRE - (IT) PERICOLO INCENDIO - (FR) RISQUE D’INCENDIE - (ES) PELIGRO DE INCENDIO - (DE) BRANDGEFAHR - (RU) ОПАСНОСТЬ ПОЖАРА - (PT) PERIGO DE
INCÊNDIO - (NL) GEVAAR VOOR BRAND - (EL) ΚΙΝΔΥΝΟΣ ΠΥΡΚΑΓΙΑΣ - (RO) PERICOL DE INCENDIU - (SV) BRANDRISK - (CS) NEBEZPEČÍ POŽÁRU - (HR-SR) OPASNOST OD POŽARA
- (PL) NIEBEZPIECZEŃSTWO POŻARU - (FI) TULIPALON VAARA - (DA) BRANDFARE - (NO) BRANNFARE - (SL) NEVARNOST POŽARA - (SK) NEBEZPEČENSTVO POŽIARU - (HU)
TŰZVESZÉLY - (LT) GAISRO PAVOJUS - (ET) TULEOHT - (LV) UGUNSGRĒKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ПОЖАР - (TR) YANGIN TEHLİKESİ - (AR)
(EN) DANGER OF BURNS - (IT) PERICOLO DI USTIONI - (FR) RISQUE DE BRÛLURES - (ES) PELIGRO DE QUEMADURAS - (DE) VERBRENNUNGSGEFAHR - (RU) ОПАСНОСТЬ
ОЖОГОВ - (PT) PERIGO DE QUEIMADURAS - (NL) GEVAAR VOOR BRANDWONDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΓΚΑΥΜΑΤΩΝ - (RO) PERICOL DE ARSURI - (SV) RISK FÖR BRÄNNSKADA
- (CS) NEBEZPEČÍ POPÁLENIN - (HR-SR) OPASNOST OD OPEKLINA - (PL) NIEBEZPIECZEŃSTWO OPARZEŃ - (FI) PALOVAMMOJEN VAARA - (DA) FARE FOR FORBRÆNDINGER
- (NO) FARE FOR FORBRENNINGER - (SL) NEVARNOST OPEKLIN - (SK) NEBEZPEČENSTVO POPÁLENÍN - (HU) ÉGÉSI SÉRÜLÉS VESZÉLYE - (LT) NUSIDEGINIMO PAVOJUS
- (ET) PÕLETUSHAAVADE SAAMISE OHT - (LV) APDEGUMU GŪŠANAS BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ ИЗГАРЯНИЯ - (TR) YANIK TEHLİKESİ - (AR)
(EN) DANGER OF STRONG MAGNETIC FIELD - (IT) PERICOLO CAMPI MAGNETICI INTENSI - (FR) DANGER CHAMPS MAGNÉTIQUES INTENSES - (ES) PELIGRO CAMPOS MAGNÉTICOS
INTENSOS - (DE) GEFAHR STARKER MAGNETFELDER - (RU) ОПАСНОСТЬ ИНТЕНСИВНЫХ МАГНИТНЫХ ПОЛЕЙ - (PT) PERIGO DE CAMPOS MAGNÉTICOS INTENSOS - (NL) GEVAAR INTENSE
MAGNETISCHE VELDEN - (EL) ΚΙΝΔΥΝΟΣ ΕΝΤΟΝΩΝ ΗΛΕΚΤΡΟΜΑΓΝΗΤΙΚΩΝ ΠΕΔΙΩΝ - (RO) PERICOL CÂMPURI MAGNETICE INTENSE - (SV) RISK FÖR INTENSIVA MAGNETFÄLT - (CS)
NEBEZPEČÍ INTENZIVNÍCH MAGNETICKÝCH POLÍ - (HR-SR) OPASNOST OD INTENZIVNIH ELEKTROMAGNETSKIH POLJA - (PL) NIEBEZPIECZEŃSTWO SILNYCH PÓL MAGNETYCZNYCH - (FI)
VOIMAKKAIDEN MAGNEETTIKENTTIEN VAARA - (DA) FARE STÆRKE MAGNETISKE FELTER - (NO) FARE FOR INTENSIVE MAGNETISKE FELT - (SL) NEVARNOST MOČNIH MAGNETNIH POLJ
- (SK) NEBEZPEČENSTVO INTENZÍVNYCH MAGNETICKÝCH POLÍ - (HU) INTENZÍV MÁGNESES MEZŐK VESZÉLYE - (LT) INTENSYVAUS MAGNETINIO LAUKO PAVOJUS -
(ET) OHT - TUGEVAD
MAGNETVÄLJAD
- (LV) SPĒCĪGĀ MAGNĒTISKĀ LAUKA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ СИЛНИ МАГНИТНИ ПОЛЕТА - (TR) GÜÇLÜ MANYETİK ALANTEHLİKESİ - (AR)
(EN) DANGER OF NON-IONISING RADIATION - (IT) PERICOLO RADIAZIONI NON IONIZZANTI - (FR) DANGER RADIATIONS NON IONISANTES - (ES) PELIGRO RADIACIONES NO IONIZANTES
- (DE) GEFAHR NICHT IONISIERENDER STRAHLUNGEN - (RU) ОПАСНОСТЬ НЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ - (PT) PERIGO DE RADIAÇÕES NÃO IONIZANTES - (NL) GEVAAR NIET
IONISERENDE STRALEN - (EL) ΚΙΝΔΥΝΟΣ ΜΗ ΙΟΝΙΖΟΝΤΩΝ ΑΚΤΙΝΟΒΟΛΙΩΝ - (RO) PERICOL DE RADIAŢII NEIONIZANTE - (SV) FARA FÖR ICKE JONISERANDE - (CS) NEBEZPEČÍ
NEIONIZUJÍCÍHO ZÁŘENÍ - (HR-SR) OPASNOST NEJONIZIRAJUĆIH ZRAKA - (PL) ZAGROŻENIE PROMIENIOWANIEM NIEJONIZUJĄCYM - (FI) IONISOIMATTOMAN SÄTEILYN VAARA -
(DA) FARE FOR IKKE-IONISERENDE STRÅLER - (NO) FARE FOR UJONISERT STRÅLNING - (SL) NEVARNOST NEJONIZIRANEGA SEVANJA - (SK) NEBEZPEČENSTVO NEIONIZUJÚCEHO
ZARIADENIA - (HU) NEM INOGEN SUGÁRZÁS VESZÉLYE - (LT) NEJONIZUOTO SPINDULIAVIMO PAVOJUS - (ET) MITTEIONISEERITUDKIIRGUSTE OHT - (LV) NEJONIZĒJOŠA
IZSTAROJUMA BĪSTAMĪBA - (BG) ОПАСТНОСТ ОТ НЕ ЙОНИЗИРАНО ОБЛЪЧВАНЕ - (TR) İYONLAŞTIRICI OLMAYAN RADYASYON TEHLİKESİ - (AR)
(EN) GENERAL HAZARD - (IT) PERICOLO GENERICO - (FR) DANGER GÉNÉRIQUE - (ES) PELIGRO GENÉRICO - (DE) GEFAHR ALLGEMEINER ART - (RU) ОБЩАЯ ОПАСНОСТЬ - (PT)
PERIGO GERAL - (NL) ALGEMEEN GEVAAR - (EL) ΓΕΝΙΚΟΣ ΚΙΝΔΥΝΟΣ - (RO) PERICOL GENERAL - (SV) ALLMÄN FARA - (CS) VŠEOBECNÉ NEBEZPEČÍ - (HR-SR) OPĆA OPASNOST - (PL)
OGÓLNE NIEBEZPIECZEŃSTWO - (FI) YLEINEN VAARA - (DA) ALMEN FARE - (NO) GENERISK FARE STRÅLNING - (SL) SPLOŠNA NEVARNOST - (SK) VŠEOBECNÉ NEBEZPEČENSTVO
- (HU) ÁLTALÁNOS VESZÉLY - (LT) BENDRAS PAVOJUS - (ET) ÜLDINE OHT - (LV) VISPĀRĪGA BĪSTAMĪBA - (BG) ОБЩИ ОПАСТНОСТИ - (TR) GENEL TEHLİKE - (AR)
(AR)

- 3 -
(EN) WEARING A PROTECTIVE MASK IS COMPULSORY - (IT) OBBLIGO USARE MASCHERA PROTETTIVA - (FR) PORT DU MASQUE DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR
MÁSCARA DE PROTECCIÓN - (DE) DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - (RU) ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - (PT) OBRIGATÓRIO O USO DE MÁSCARA
DE PROTEÇÃO - (NL) VERPLICHT GEBRUIKVAN BESCHERMEND MASKER - (EL) ΥΠΟΧΡΕΩΣΗ ΝΑ ΦΟΡΑΤΕ ΠΡΟΣΤΑΤΕΥΤΙΚΗ ΜΑΣΚΑ - (RO) FOLOSIREA MĂŞTII DE PROTECŢIE OBLIGATORIE - (SV)
OBLIGATORISKT ATTBÄRASKYDDSMASK - (CS)POVINNÉPOUŽITÍOCHRANNÉHOŠTÍTU-(HR-SR)OBAVEZNOKORIŠTENJEZAŠTITNE MASKE - (PL) NAKAZUŻYWANIA MASKI OCHRONNEJ - (FI)
SUOJAMASKIN KÄYTTÖ PAKOLLISTA - (DA) PLIGTTIL AT ANVENDE BESKYTTELSESMASKE - (NO) FORPLIKTELSE Å BRUKE VERNEBRILLER - (SL) OBVEZNOST UPORABI ZAŠČITNE MASKE - (SK)
POVINNÉPOUŽITIEOCHRANNÉHOŠTÍTU-(HU)VÉDŐMASZKHASZNÁLATAKÖTELEZŐ-(LT)PRIVALOMAUŽSIDĖTIAPSAUGINĘKAUKĘ-(ET)KOHUSTUSLIKKANDAKAITSEMASKI-(LV)PIENĀKUMS
IZMANTOT AIZSARGMASKU - (BG) ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЪЧНА МАСКА - (TR) KORUYUCU MASKETAKMAK ZORUNLUDUR - (AR)
(EN) USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI APPARECCHIATURE ELETTRICHE
ED ELETTRONICHE VITALI - (FR) L’UTILISATION DE LA MACHINE EST DÉCONSEILLÉE AUX PORTEURS D’APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - (ES) PROHIBIDO EL USO
DE LA MÁQUINA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS VITALES - (DE) TRÄGERN LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST
DER GEBRAUCH DER MASCHINE UNTERSAGT - (RU) ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕЩЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУ ОБЕСПЕЧЕНИЯ
ЖИЗНЕДЕЯТЕЛЬНОСТИ - (PT) É PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS VITAIS - (NL) HET GEBRUIK VAN DE MACHINE IS
VERBODEN AAN DRAGERS VAN ELEKTRISCHE EN ELEKTRONISCHE VITALE APPARATUUR - (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΗΛΕΚΤΡΙΚΕΣ
ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ ΣΗΜΑΣΙΑΣ - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE APARATE ELECTRICE ŞI ELECTRONICE VITALE
- (SV) FÖRBJUDET FÖR ANVÄNDARE AV LIVSUPPEHÅLLANDE ELEKTRISKA ELLER ELEKTRONISKA APPARATER ATT ANVÄNDA DENNA MASKIN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM
ELEKTRICKÝCH A ELEKTRONICKÝCH ŽIVOTNĚ DŮLEŽITÝCH ZAŘÍZENÍ - (HR-SR) ZABRANJENO JE UPOTREBLJAVATI STROJ OSOBAMA KOJE IMAJU UGRAĐENE VITALNE ELEKTRIČNE ILI
ELEKTRONIČKE UREĐAJE - (PL) ZABRONIONE JEST UŻYWANIE URZĄDZENIA OSOBOM STOSUJĄCYM ELEKTRYCZNE I ELEKTRONICZNE URZĄDZENIA WSPOMAGAJĄCE FUNKCJE ŻYCIOWE - (FI)
KONEEN KÄYTTÖKIELTO SÄHKÖISTEN JA ELEKTRONISTEN HENKILÖNSUOJALAITTEIDEN KÄYTTÄJILLE - (DA) DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG
ELEKTRONISK APPARATUR, AT ANVENDE MASKINEN - (NO) DET ER FORBUDT FOR PERSONER SOM BRUKER LIVSVIKTIGE ELEKTRISKE ELLER ELEKTRONISKE APPARATER Å BRUKE MASKINEN
- (SL) PREPOVEDANA UPORABA STROJA ZA UPORABNIKE ŽIVLJENJSKO POMEMBNIH ELEKTRIČNIH IN ELEKTRONSKIH NAPRAV - (SK) ZÁKAZ POUŽÍVANIA STROJA OSOBÁM SO ŽIVOTNE
DÔLEŽITÝMI ELEKTRICKÝMI A ELEKTRONICKÝMI ZARIADENIAMI - (HU) TILOS A GÉP HASZNÁLATA MINDAZOK SZÁMÁRA, AKIK SZERVEZETÉBEN ÉLETFENNTARTÓ ELEKTROMOS VAGY
ELEKTRONIKUS KÉSZÜLÉK VAN BEÉPÍTVE - (LT) GRIEŽTAI DRAUDŽIAMA SU ĮRANGA DIRBTI ASMENIMS, BESINAUDOJANTIEMS GYVYBIŠKAI SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS
PRIETAISAIS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD MEDITSIINILISI ELEKTRI-JA ELEKTROONIKASEADMEID - (LV) ELEKTRISKO VAI ELEKTRONISKO MEDICĪNISKO
IERĪČU LIETOTĀJIEM IR AIZLIEGTS IZMANTOT MAŠĪNU - (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО НА МАШИНАТА ОТ ЛИЦА, НОСИТЕЛИ НА ЕЛЕКТРИЧЕСКИ И ЕЛЕКТРОННИ МЕДИЦИНСКИ
УСТРОЙСТВА - (TR) HAYATİ ELEKTRİKLİ VE ELEKTRONİK CİHAZ KULLANANLAR MAKİNEYİ KULLANMAMALIDIR - (AR)
(EN) PEOPLE WITH METAL PROSTHESES ARE NOT ALLOWED TO USE THE MACHINE - (IT) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI PROTESI METALLICHE - (FR) UTILISATION
INTERDITE DE LA MACHINE AUX PORTEURS DE PROTHÈSES MÉTALLIQUES - (ES) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE PRÓTESIS METÁLICAS - (DE) TRÄGERN
VON METALLPROTHESEN IST DER UMGANG MIT DER MASCHINE VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ МАШИНЫ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, ИМЕЮЩИМ МЕТАЛЛИЧЕСКИЕ ПРОТЕЗЫ
- (PT) PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE PRÓTESES METÁLICAS - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODEN AAN DE DRAGERS VAN METALEN PROTHESEN
- (EL) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΗΣ ΜΗΧΑΝΗΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝ ΜΕΤΑΛΛΙΚΕΣ ΠΡΟΣΘΗΚΕΣ - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE
PROTEZE METALICE - (SV) FÖRBJUDET FÖR PERSONER SOM BÄR METALLPROTES ATT ANVÄNDA MASKINEN - (CS) ZÁKAZ POUŽITÍ STROJE NOSITELŮM KOVOVÝCH PROTÉZ - (HR-SR)
ZABRANJENA UPOTREBA STROJA OSOBAMA KOJE NOSE METALNE PROTEZE - (PL) ZAKAZ UŻYWANIA URZĄDZENIA OSOBOM STOSUJĄCYM PROTEZY METALOWE - (FI) KONEEN KÄYTTÖ
KIELLETTY METALLIPROTEESIEN KANTAJILTA - (DA) DET ER FORBUDT FOR PERSONER MED METALPROTESER AT BENYTTE MASKINEN - (NO) BRUK AV MASKINEN ER IKKE TILLATT FOR
PERSONER MED METALLPROTESER - (SL) PREPOVEDANA UPORABA STROJA ZA NOSILCE KOVINSKIH PROTEZ - (SK) ZÁKAZ POUŽITIA STROJA OSOBÁM S KOVOVÝMI PROTÉZAMI - (HU)
TILOS A GÉP HASZNÁLATA FÉMPROTÉZIST VISELŐ SZEMÉLYEK SZÁMÁRA - (LT) SU SUVIRINIMO APARATU DRAUDŽIAMA DIRBTI ASMENIMS, NAUDOJANTIEMS METALINIUS PROTEZUS -
(ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD METALLPROTEESE - (LV) CILVĒKIEM AR METĀLA PROTĒZĒM IR AIZLIEGTS LIETOT IERĪCI - (BG) ЗАБРАНЕНА Е УПОТРЕБАТА
НА МАШИНАТА ОТ НОСИТЕЛИ НА МЕТАЛНИ ПРОТЕЗИ - (TR) METAL PROTEZLİ İNSANLAR MAKİNEYİ KULLANAMAZ - (AR)
(EN) Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of these appliances as solid, mixed urban refuse, and
must do it through authorised refuse collection centres. - (IT) Simbolo che indica la raccolta separata delle apparecchiature elettriche ed elettroniche. L’utente ha l’obbligo di non smaltire
questa apparecchiatura come riuto municipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - (FR) Symbole indiquant la collecte diérenciée des appareils électriques
et électroniques. L’utilisateur ne peut éliminer ces appareils avec les déchets ménagers solides mixtes, mais doit s’adresser à un centre de collecte autorisé. - (ES) Símbolo que indica la
recogida por separado de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros
de recogida autorizados. - (DE) Symbol für die getrennte Erfassung elektrischer und elektronischer Geräte. Der Benutzer hat pichtgemäß dafür zu sorgen, daß dieses Gerät nicht mit dem
gemischt erfaßten festen Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten Entsorgungsstellen einschalten. - (RU) Символ, указывающий на раздельный сбор
электрического и электронного оборудования. Пользователь не имеет права выбрасывать данное оборудование в качестве смешанного твердого бытового отхода, а обязан
обращаться в специализированные центры сбора отходов. - (PT) Símbolo que indica a reunião separada das aparelhagens eléctricas e electrónicas. O utente tem a obrigação de não
eliminar esta aparelhagem como lixo municipal sólido misto, mas deve procurar os centros de recolha autorizados. - (NL) Symbool dat wijst op de gescheiden inzameling van elektrische en
elektronische toestellen. De gebruiker is verplicht deze toestellen niet te lozen als gemengde vaste stadsafval, maar moet zich wenden tot de geautoriseerde ophaalcentra. - (EL) Σύμβολο
που δείχνει τη διαφοροποιημένη συλλογή των ηλεκτρικών κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην διοχετεύει αυτή τη συσκευή σαν μικτό στερεό αστικό απόβλητο,
αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - (RO) Simbol ce indică depozitarea separată a aparatelor electrice şi electronice. Utilizatorul este obligat să nu depoziteze acest
aparat împreună cu deşeurile solide mixte ci să-l predea într-un centru de depozitare a deşeurilor autorizat. - (SV) Symbol som indikerar separat sopsortering av elektriska och elektroniska
apparater. Användaren får inte sortera denna anordning tillsammans med blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. - (CS) Symbol označující
separovaný sběr elektrických a elektronických zařízení. Uživatel je povinen nezlikvidovat toto zařízení jako pevný smíšený komunální odpad, ale obrátit se s ním na autorizované sběrny. -
(HR-SR) Simbol koji označava posebno sakupljanje električnih i elektronskih aparata. Korisnik ne smije odložiti ovaj aparat kao običan kruti otpad, već se mora obratiti ovlaštenim centrima
za sakupljanje. - (PL) Symbol, który oznacza sortowanie odpadów aparatury elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako mieszanych odpadów miejskich stałych,
obowiązkiem użytkownika jest skierowanie się do autoryzowanych ośrodków gromadzących odpady - (FI) Symboli, joka ilmoittaa sähkö- ja elektroniikkalaitteiden erillisen keräyksen.
Käyttäjän velvollisuus on kääntyä valtuutettujen keräyspisteiden puoleen eikä välittää laitetta kunnallisena sekajätteenä. - (DA) Symbol, der står for særlig indsamling af elektriske og
elektroniske apparater. Brugeren har pligt til ikke at bortskae dette apparat som blandet, fast byaald; der skal rettes henvendelse til et autoriseret indsamlingscenter. - (NO) Symbol
som angir separat sortering av elektriske og elektroniske apparater. Brukeren må oppfylle forpliktelsen å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten
henvende seg til autoriserte oppsamlingssentraler. - (SL) Simbol, ki označuje ločeno zbiranje električnih in elektronskih aparatov. Uporabnik tega aparata ne sme zavreči kot navaden
gospodinjski trden odpadek, ampak se mora obrniti na pooblaščene centre za zbiranje. - (SK) Symbol označujúci separovaný zber elektrických a elektronických zariadení. Užívateľ nesmie
likvidovať toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho do autorizovaný zberní. - (HU) Jelölés, mely az elektromos és elektronikus felszerelések
szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a felszerelést nem a városi törmelékhulladékkal együttesen gyűjteni, hanem erre engedéllyel rendelkező hulladékgyűjtő
központhoz fordulni. - (LT) Simbolis, nurodantis atskirųnebenaudojamųelektriniųir elektroniniųprietaisųsurinkimą. Vartotojas negali išmesti šiųprietaisųkaip mišriųkietųjų
komunaliniųatliekų, bet privalo kreiptis įspecializuotus atliekųsurinkimo centrus. - (ET) Sümbol, mis tähistab elektri- ja elektroonikaseadmete eraldi kogumist. Kasutaja kohustuseks
on pöörduda volitatud kogumiskeskuste poole ja mitte käsitleda seda aparaati kui munitsipaalne segajääde. - (LV) Simbols, kas norāda uz to, ka utilizācija ir jāveic atsevišķi no citām
elektriskajām un elektroniskajām ierīcēm. Lietotāja pienākums ir neizmest šo aparatūru municipālajācieto atkritumu izgāztuvē, bet nogādāt to pilnvarotajāatkritumu savākšanas centrā.
- (BG) Символ, който означава разделно събиране на електрическата и електронна апаратура. Ползвателят се задължава да не изхвърля тази апаратура като смесен твърд
отпадък в контейнерите за смет, поставени от общината, а трябва да се обърне към специализираните за това центрове - (TR) Atık toplama için elektrikli ve elektronik cihazların
ayrılmasınıbelirten sembol. Kullanıcının bu cihazlarıkatı, karışık kentsel atık olarak bertaraf etmesine izin verilmez, bertaraf yetkili çöp toplama merkezlerince yapılmalıdır. - (AR)
.

- 4 -
(EN) WARRANTY AND CONFORMITY WITH STANDARDS - (IT) GARANZIA E CONFORMITÀ ALLE NORME - (FR) GARANTIE ET CONFORMITÉ AUX NORMES - (ES) GARANTÍA Y
CONFORMIDADCONLASNORMAS-(DE)GARANTIEUNDÜBEREINSTIMMUNGMITDENNORMEN-(RU)ГАРАНТИЯИСООТВЕТСТВИЕНОРМАМ-(PT)GARANTIAECONFORMIDADE
COMASNORMAS-(NL)GARANTIEENNALEVINGVANDENORMEN-(EL)ΕΓΓΥΗΣΗΚΑΙΣΥΜΜΟΡΦΩΣΗΠΡΟΣΤΙΣΠΡΟΔΙΑΓΡΑΦΕΣ-(RO)GARANȚIEȘICONFORMITATEACU
REGLEMENTĂRILE-(SV)GARANTIOCHÖVERENSSTÄMMELSEMEDSTANDARDER-(CS)ZÁRUKAASHODASNORMAMI-(HR-SR)JAMSTVOISUKLADNOSTPROPISIMA-(PL)
GWARANCJAIZGODNOŚĆZNORMAMI-(FI)TAKUUJANORMIENMUKAISUUS-(DA)GARANTIOGOVERENSSTEMMELSEMEDSTANDARDER-(NO)GARANTIOGSAMSVARMED
REGELVERK-(SL)GARANCIJAINSKLADNOSTSPREDPISI-(SK)ZÁRUKAAZHODASNORMAMI-(HU)GARANCIAÉSASZABVÁNYOKNAKVALÓMEGFELELÉS-(LT)GARANTIJA
IRATITIKTISSTANDARTAMS-(ET)GARANTIIJANÕUETELEVASTAVUS-(LV)GARANTIJAUNATBILSTĪBANORMĀM-(BG)ГАРАНЦИЯИСЪОТВЕТСТВИЕСЪССТАНДАРТИТЕ-
(TR)GARANTİVESTANDARTLARAUYGUNLUK-(AR)
..............................................................................................................................................................59-60
EN
ATTENZIONE! PRIMA DI UTILIZZARE IL CASCO PER SALDATURA LEGGERE ATTENTAMENTE IL MANUALE DI ISTRUZIONE!
IT
ATTENTION ! AVANT D’UTILISER LE MASQUE DE SOUDAGE, LIRE ATTENTIVEMENT LE MANUEL D’UTILISATION !
FR
ES
DE
RU
ATENÇÃO! ANTES DE UTILIZAR O CAPACETE PARA SOLDADURA LER COM ATENÇÃO O MANUAL DE INSTRUÇÕES!
PT
NL
EL
RO
SV
CS
HR SR
PL
FI
DA
INSTRUKSJONER FOR BRUK OG VEDLIKEHOLD
NO
SL
SK
HU
LT
ET
LV
BG
TR
.................................................................................
! ! AR
- 5 -
USE
•
PRECAUTIONS
The “TW3000” model helmet is composed of a TW121 lter; furthermore, it is
composed of transparent front internal and external guards.
The helmet was designed to guarantee correct eye protection during welding, as
well as providing the maximum performance both in facilitated assembly and the
convenience and quality of use: it guarantees permanent protection against UV and
IR radiation and sparks generated during the arc welding process.
- Overall measurements: 110x90mm
- Filter protection plates: front 110x90mm
Internal 102x40mm
- Visual area: 98x35mm
- Luminous state: gradation 3 DIN
- Dark state: 11 DIN
- Switching time: < 0.0005 s
- Delay from dark state to luminous: 0.1 - 1 s
- Switch on/switch off: automatic
- Light sensors: 2
- Power supply: solar cell and lithium batteries
- Operating temperature: -5°C (+23°F)
+55°C (+131°F)
- Preservation temperature: -20°C (-4°F)
+65°C (+149°F)
- Structure: plastic
The marking found on the lower front section of the TW121 model lter is composed
of a series of symbols with the following meanings:
light scale number
darkest scale number
Manufacturer’s symbol: TELWIN ITALY
optic class
light diffusion class
light transmission factor variation class
light transmission factor angular dependence
numerical standard of legislation referenced when requesting certication
CE marking CE
The marking found on the lower front internal section of the TW3000 helmet is
composed of a series of symbols with the following meanings:
Manufacturer’s symbol: TELWIN ITALY
numerical standard of legislation referenced when requesting certication
mechanical strength: impact at medium energy B
CE marking CE
The helmet must be adjusted to efciently protect the eyes and face during welding.
The position of the front and rear strap can be manually adjusted to perfectly adapt
to head size.
Turn the knob (in some models, the knob must be pressed to turn it) to adapt the head
strap.
The height can be adjusted to position the strap just over the eyebrows: tighten or
loosen the two graduated belts placed on the upper part of the head.
Loosen the external knobs and slide forward or back until you obtain the desired
position, then tighten again.
Ideal tilting of the helmet is where the eyes are perpendicular to the surface of the lter.
To adjust the visualisation angle, loosen the knobs on both sides of the helmet and set
the desired tilting of the helmet. If it is not possible to obtain the desired tilting, press
the side buttons and move the cursors simultaneously so that the helmet goes beyond
limitation of the preset angle.
Assemble as in the drawing ().
The helmet must always and only be used to protect the face and eyes during welding.
The helmet and therefore the zone of the visual lter glass must be kept, during
welding, as near as possible to the eyes to protect them from luminous radiation and
any drops of molten metal.
Before starting the welding process, check the lter, the external and internal guards
ENGLISH INDEX
3.1 TECHNICAL SPECIFICATIONS OF FILTER TW121 ........................................................................ 5
3.2 MARKING .......................................................................................................................................... 5
3.2.1 MARKING ON FILTER............................................................................................................. 5
3.2.2 MARKING ON HELMET .......................................................................................................... 5
4.1 HELMET AND MAIN COMPONENTS ASSEMBLY (Fig. A)............................................................... 5
4.2 HELMET ADJUSTMENTS (Fig. B) .................................................................................................... 5
4.2.1 Adjustment of the perimeter strap (Fig. B-1)............................................................................ 5
4.2.2 Adjustment of the perimeter strip height (Fig. B-2) .................................................................. 5
4.2.3 Adjustment of the distance between the face and lter (Fig. B-3) ........................................... 5
4.2.4 Adjustment of inclination (Fig. B-4).......................................................................................... 5
page page

- 6 -
are correctly positioned.
Adjust the “Shade” luminous gradation, in the models where this is possible, based on
the current and the welding procedure.
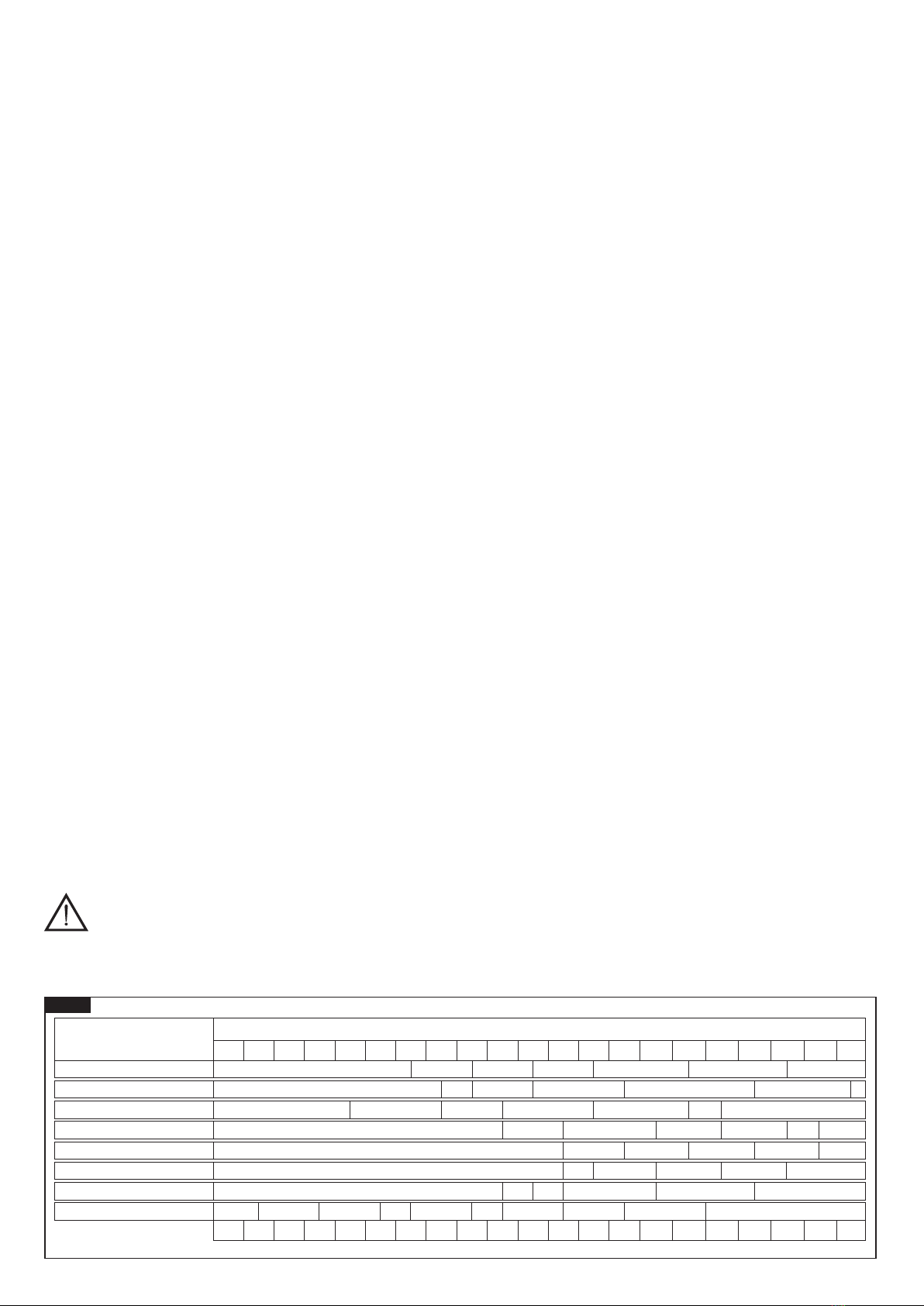
gives the recommended “shade” luminous gradation numbers for using an
electric arc welding machine to carry out common jobs and the different welding
current intensity levels. Check the intensity of the current and the welding procedure
are suitable for the luminous gradation of lter protection.
Adjust the “Sensitivity”, in the models where planned, based on the luminous intensity
of the welding arc.
Adjust the “delay-time, in the models where planned, to set the delay time for passage
from the dark state to light state, after interrupting the arc and based on piece
luminosity.
Before use, test the arc strike.
After use and however before repositioning it after work, the helmet must be checked
to ensure it is intact and to eliminate any molten metal drops on the visual lter, which
could reduce performance of the lter.
The helmet must always be repositioned in such a manner to avoid its permanent
dimensional deformation or breaking the protective visual lter.
• Replace the transparent internal/external protection plates of the lter in the event
of breakage, scratches, nicks and deformations. Cheap guards compromise good
vision of what you are doing, dangerously lowering the level of protection of the
helmet.
• Regularly clean the surface of the lter and the protection plates with a soft cloth with
non-aggressive cleaning solutions, for example window cleaning formulas (do not
pour the product directly on the lter).
• Regularly check the solar cells and sensors are not blocked or covered by dirt. If this
is the case, clean them with a soft paper tissue, possibly lightly soaked with window
cleaner (do not pour the product directly on the lter).
• Clean and disinfect the helmet only with water and soap or solvent-free products.
Use of chemical products causes aesthetic defacing even up to a complete reduction
in the intactness of the helmet.
• Good general care of the helmet allows to reduce its obsolescence to the minimum,
both from the point of view of use and that of components on the helmet.
During helmet operation, common problems may arise, listed here with the relevant
solutions:
• The lter does not darken or is unstable when switching from light to dark and vice
versa.
Possible solution:
- The external transparent guard of the lter is dirty or damaged (change the external
transparent guard).
- The sensors are dirty (clean the sensor surface).
- The level of welding current is too low (increase the sensitivity, if present, or
replace the helmet with another one having a suitable lter for the purpose).
• Slow switching.
Possible solution:
- Operating temperature too low (do not use at ambient temperature under -5°C
(+23°F).
• Poor visibility.
Possible solution:
- The external guard and/or the internal guard of the lter and/or the lter are dirty or
damaged (clean the dirty components and replace damaged ones).
- The surrounding ambient does not have sufcient light (provide more light to the
surrounding ambient).
- The scale gradation number is not correctly set (select the correct value in the
models where possible).
ATTENTION!
MAG
TIG
Welding process
and related technics
Coated electrodes
MIG on heavy metals (*)
MIG on light alloys
Air-arc cutting
Plasma-jet cutting
Microplasma arc welding
Amper Current
Numbers of shades and uses recommended for arc welding
(*) The term "Heavy metals" refers to steel and its alloys, copper and its alloys.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600

- 7 -
PROFESSIONALE ED INDUSTRIALE
•
PRECAUZIONI
Il casco modello “TW3000” è composto dal ltro TW121; inoltre è composto dalle
protezioni trasparenti frontali esterne e interne.
Il casco è stato progettato per garantire la corretta protezione degli occhi durante la
saldatura oltre che fornire il massimo delle prestazioni sia nella facilità di montaggio
che nella comodità e qualità d’uso: garantisce una protezione permanente contro le
radiazioni UV e IR e le scintille generate durante il processo di saldatura ad arco.
- Dimensione complessiva: 110x90mm
- Piastre protettive del ltro: frontale 110x90mm
interna 102x40mm
- Zona visiva: 98x35mm
- Stato luminoso: gradazione 3 DIN
- Stato oscuro: 11 DIN
- Tempo di commutazione: < 0.0005 s
- Ritardo dallo stato oscuro a quello chiaro: 0.1 - 1 s
- Accensione spegnimento: automatico
- Sensori della luce: 2
- Alimentazione: cella solare e batterie al litio
- Temperatura di funzionamento: -5°C (+23°F)
+55°C (+131°F)
- Temperatura di conservazione: -20°C (-4°F)
+65°C (+149°F)
- Struttura: plastica
Il marchio riportato sul ltro modello TW121 nella zona frontale-inferiore è costituito da
una serie di simboli aventi il seguente signicato:
numero di scala nello stato chiaro
numero di scala nello stato più scuro
Simbolo del costruttore: TELWIN ITALY
classe ottica
classe di diffusione della luce
classe di variazione del fattore di trasmissione luminosa
classe di dipendenza angolare del fattore di trasmissione luminosa
standard numerico della normativa a cui si è fatto riferimento per la richiesta
di certicazione
marcatura CE CE
Il marchio riportato sul casco TW3000 nella zona frontale-inferiore interna è costituito
da una serie di simboli aventi il seguente signicato:
Simbolo del costruttore: TELWIN ITALY
standard numerico della normativa a cui si è fatto riferimento per la richiesta
di certicazione
resistenza meccanica: impatto a media energia B
marcatura CE CE
Il casco deve essere regolato per proteggere gli occhi e il viso in modo efcace
durante la saldatura.
La posizione della fascia frontale e posteriore può essere regolata manualmente per
adattarsi perfettamente alla dimensione della testa.
Ruotare la manopola (in alcuni modelli bisogna premere la manopola per poterla
ruotare) per adattare la fascia alla testa.
L’altezza può essere regolata in modo da posizionare la fascia appena sopra le
sopracciglia: serrare o allentare le due cinghie graduate poste sulla parte superiore
della testa.
Allentare le manopole esterne e far scorrere in avanti o indietro no ad ottenere la
posizione desiderata, quindi serrare nuovamente.
L’inclinazione ideale del casco e quella in cui gli occhi sono perpendicolari alla
supercie del ltro. Per regolare l’angolo di visualizzazione allentare le manopole
su entrambe i lati del casco e impostare l’inclinazione del casco desiderata. Se non
ITALIANO INDICE
INDUSTRIALE
3.1 SPECIFICHE TECNICHE FILTRO TW121........................................................................................ 7
3.2 MARCATURE .................................................................................................................................... 7
3.2.1 MARCATURA SUL FILTRO ..................................................................................................... 7
3.2.2 MARCATURA SUL CASCO..................................................................................................... 7
4.1 ASSIEME DEL CASCO E COMPONENTI PRINCIPALI (Fig. A) ....................................................... 7
4.2 REGOLAZIONI DEL CASCO (Fig. B)................................................................................................ 7
4.2.1 Regolazione della fascia perimetrale (Fig. B-1)....................................................................... 7
4.2.2 Regolazione dell’altezza della fascia perimetrale (Fig. B-2).................................................... 7
4.2.3 Regolazione della distanza tra il volto e il ltro (Fig. B-3)........................................................ 7
4.2.4 Regolazione dell’inclinazione (Fig. B-4)................................................................................... 7
8
8
8
8
pag. pag.
- 8 -
è possibile ottenere l’inclinazione desiderata, premere i pulsanti laterali e spostare
i cursori simultaneamente per fare in modo che il casco oltrepassi la limitazione
dell’angolo preimpostata.
Eseguire il montaggio come nel disegno ().
Il casco deve essere utilizzato sempre ed unicamente per proteggere il volto e gli
occhi durante la saldatura. Il casco e quindi la zona del vetro ltro visivo deve essere
mantenuta, durante la saldatura, il più vicino possibile agli occhi in modo tale da
proteggerli dalle radiazioni luminose e dalle eventuali gocce di metallo fuso.
Prima di iniziare il processo di saldatura vericare che il ltro, le protezioni trasparenti
esterna ed interna siano correttamente posizionati.
Regolare la gradazione luminosa “Shade”, nei modelli ove ciò è possibile, in funzione
della corrente e del procedimento di saldatura.
Nella sono riportati i numeri di gradazione luminosa “Shade” raccomandati
per la saldatura ad arco elettrico per i procedimenti di uso comune e diversi livelli
d’intensità di corrente di saldatura. Controllare che l’intensità di corrente e il
procedimento di saldatura siano adatti alla gradazione luminosa di protezione del ltro.
Regolare la sensibilità “Sensitivity”, nei modelli dove è previsto, in funzione
dell’intensità luminosa dell’arco di saldatura.
Regolare il “delay-time, nei modelli dove è previsto, per impostare il tempo di ritardo
per il passaggio dallo stato scuro allo stato chiaro, dopo l’interruzione dell’arco e in
funzione della luminosità del pezzo.
Prima dell’uso effettuare un test con l’innesco di un arco.
Dopo l’uso e comunque prima di riporlo alla ne del lavoro, il casco deve essere
controllato per vericarne l’integrità e per eliminare eventuali gocce di metallo fuso
presenti sul ltro visivo, che potrebbero ridurre le prestazioni visive del ltro stesso.
Il casco deve essere riposto in modo tale da evitare che possa subire deformazioni
dimensionali permanenti o che il ltro visivo protettivo possa rompersi.
• Sostituire le piastre protettive esterna/interna trasparente del ltro nel caso presenti
delle rotture, rigature, scaltture e deformazioni. Protezioni scadenti compromettono
la buona visione di ciò che si sta facendo abbassando pericolosamente il livello di
protezione del casco.
• Pulire regolarmente la supercie del ltro e delle piastre protettive con un panno
morbido con soluzioni per pulizia non aggressive, ad esempio preparati per la pulizia
dei vetri (non versare il prodotto direttamente sul ltro).
• Controllare abitualmente che le celle solari e i sensori non siano oscurati o coperti da
sporco, nel caso lo fossero pulirli con un morbido fazzolettino di carta eventualmente
leggermente imbevuto con un preparato per la pulizia dei vetri (non versare il
prodotto direttamente sul ltro).
• Pulire e disinfettare il casco unicamente con acqua e sapone o comunque
con prodotti privi di solventi. L’utilizzo di solventi chimici causa la deturpazione
dell’estetica anche no alla completa riduzione dell’integrità del casco stesso.
• La buona cura generale del casco permette di ridurre ai minimi termini la sua
obsolescenza, sia dal punto di vista dell’utilizzo sia da quello dei componenti del
casco stesso.
Durante il funzionamento del casco possono sorgere dei problemi comuni, qui elencati
con i relativi rimedi:
• Il ltro non si oscura oppure presenta instabilità nel passaggio dallo stato chiaro a
quello scuro e viceversa.
Possibile rimedio:
- La protezione esterna trasparente del ltro è sporca o danneggiata (cambiare la
protezione esterna trasparente).
- I sensori sono sporchi (pulire la supercie dei sensori).
- Il livello della corrente di saldatura è troppo basso (aumentare la sensibilità, se
presente, oppure sostituire il casco con un altro con un ltro adatto allo scopo).
• Commutazione lenta.
Possibile rimedio:
- Temperatura di funzionamento troppo bassa (non usare a temperatura ambiente
inferiore ai -5°C (+23°F).
• Cattiva visibilità.
Possibile rimedio:
- La protezione esterna o/e la protezione interna del ltro o/e il ltro sono sporchi o
danneggiati (pulire i componenti sporchi e sostituire quelli danneggiati).
- Non c’è nell’ambiente circostante luce sufciente (provvedere ad illuminare
maggiormente l’ambiente circostante).
- Il numero di gradazione di scala non è correttamente impostato (selezionare il
valore corretto nei modelli ove ciò è possibile).
ATTENZIONE!
MAG
TIG
12
1.5
Procedimento di
saldatura e tecniche
connesse
Elettrodi rivestiti
MIG su metalli pesanti (*)
MIG su leghe leggere
Taglio aria-arco
Taglio plasma-jet
Saldatura ad arco al microplasma
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
Corrente in Ampere
Numeri di graduazione (shade) e utilizzazioni raccomandate per la saldatura ad arco
(*) Il termine “metalli pesanti” si applica ad acciai, leghe di acciaio, rame e leghe correlate, ecc.
TAB. 1

- 9 -
MASQUES POUR SOUDURE AVEC FILTRE À OBSCURCISSEMENT
PROFESSIONNEL ET INDUSTRIEL
•
PRÉCAUTIONS
Le masque « TW3000 » se compose du ltre TW121; il présente également les
protections transparentes frontales extérieures et intérieures.
Le masque a été conçu pour garantir une protection adéquate des yeux pendant le
soudage et pour obtenir les meilleures performances aussi bien en termes de facilité
de montage que de fonctionnalité et qualité d'utilisation : il garantit une protection
permanente contre les radiations UV et IR et les étincelles générées au cours du
procédé de soudage à l'arc.
- Dimension totale : 110x90mm
- Plaques de protection du ltre : frontale 110x90mm
intérieure 102x40mm
- Zone de vision : 98x35 mm
- État lumineux : degré 3 DIN
- État foncé : 11 DIN
- Temps de commutation : < 0.0005 s
- Retard passage d'état sombre à état clair : 0.1 - 1 s
- Allumage extinction : automatique
- Détecteurs de la lumière : 2
- Alimentation : cellule solaire et batteries au lithium
- Température de fonctionnement : -5°C (+23°F)
+55°C (+131°F)
- Température de conservation : -20°C (-4°F)
+65°C (+149°F)
- Structure : plastique
Le marquage reporté sur le ltre modèle TW121 dans la zone frontale-inférieure est
constitué d'une série de symboles qui ont la signication suivante :
échelon de l'état clair
échelon de l'état le plus foncé
Symbole du fabricant : TELWIN ITALY
classe optique
classe de diffusion de la lumière
classe de variation du facteur de transmission lumineuse
classe de dépendance angulaire du facteur de transmission lumineuse
standard numérique de référence à la base de la demande de certication
marquage CE CE
Le marquage reporté sur le masque TW3000 dans la zone frontale inféro-interne est
constitué d'une série de symboles ayant la signication suivante :
Symbole du fabricant : TELWIN ITALY
standard numérique de référence à la base de la demande de certication
résistance mécanique : impact à énergie moyenne B
marquage CE CE
Le masque doit être réglé pour protéger les yeux et le visage de façon efcace
pendant le soudage.
La position de la sangle frontale et arrière peut être réglée manuellement pur s'adapter
parfaitement à la dimension de la tête.
Tourner la molette (sur certains modèles, la molette doit être pressée pour pouvoir la
tourner) pour adapter la sangle à la tête.
La hauteur peut être réglée de manière à positionner la sangle juste au-dessus des
sourcils : serrer ou desserrer les deux lanières sur la partie supérieure de la tête.
FRANÇAIS SOMMAIRE
INDUSTRIEL
3.1 SPÉCIFICATIONS TECHNIQUES DES FILTRE TW121................................................................... 9
3.2 MARQUAGES.................................................................................................................................... 9
3.2.1 MARQUAGE SUR LE FILTRE................................................................................................. 9
3.2.2 MARQUAGE SUR LE MASQUE ............................................................................................. 9
4.1 ENSEMBLE MASQUE ET COMPOSANTS PRINCIPAUX (Fig. A) ................................................... 9
4.2 RÉGLAGES DU MASQUE (Fig. B).................................................................................................... 9
4.2.1 Réglage de la sangle de pourtour (Fig. B-1)............................................................................ 9
4.2.2 Réglage de la hauteur de la sangle de pourtour (Fig. B-2)...................................................... 9
4.2.3 Réglage de la distance entre le visage et le ltre (Fig. B-3) .................................................. 10
4.2.4 Réglage de l'inclinaison (Fig. B-4) ......................................................................................... 10
pag. pag.

- 10 -
Desserrer les mollettes extérieures et faire coulisser en avant ou en arrière jusqu'à
obtenir la position souhaitée, puis serrer à nouveau.
Pour obtenir une inclinaison idéale du masque, les yeux doivent être perpendiculaires
à la surface du ltre. Pour régler l'angle de visualisation, desserrer les molettes sur
les deux côtés du masque et régler l'inclinaison souhaitée du masque. Si l'inclinaison
souhaitée ne peut être obtenue, appuyer sur les boutons latéraux et déplacer les
curseurs en même temps pour que le masque contourne la limitation de l'angle
prédénie.
Procéder au montage en suivant le schéma ().
Le masque doit toujours être utilisé et exclusivement pour protéger le visage et les
yeux pendant les opérations de soudure. Le masque, et dont la zone du verre ltrant
de vision doit être maintenu, pendant le soudage, le plus près possible des yeux an
de les protéger des radiations lumineuses et des éventuelles gouttes de métal en
fusion.
Avant de commencer la procédure de soudage, s'assurer que le ltre, les protections
transparentes extérieure et intérieure sont correctement positionnés.
Régler la gradation lumineuse « Shade », sur les modèles le permettant, en fonction
du courant et du procédé de soudage.
Le indique les valeurs de gradation lumineuse « Shade » recommandées
pour la soudure à l'arc électrique pour les procédés couramment utilisés et les
différents niveaux d'intensité de courant de soudage. Contrôler que l'intensité de
courant et le procédé de soudage sont adaptés à la gradation lumineuse de protection
du ltre.
Régler la sensibilité « Sensibility », sur les modèles le permettant, en fonction de
l'intensité lumineuse de l'arc de soudage.
Régler le « delay-time », sur les modèles le permettant, pour dénir le temps de retard
pour le passage de l'état foncé à l'état clair, après l'interruption de l'arc électrique et en
fonction de la luminosité de la pièce.
Avant l'utilisation, effectuer un test en amorçant un arc.
Après usage, et en tout cas avant de le ranger à la n du travail, le masque doit être
contrôlé pour s'assurer de son parfait état et pour éliminer les éventuelles projections
de métal en fusion sur le ltre de vision, qui risqueraient d'en réduire les performances
visuelles.
Le masque doit être rangé de manière à éviter qu'il subisse des déformations
dimensionnelles permanentes ou que le ltre de vision de protection puisse se casser.
• Remplacer les plaques de protection extérieure/intérieure transparentes si elle
sont cassées, rayées, éraées ou déformées. Des protections de mauvaise qualité
altèrent la vision des opérations, en réduisant dangereusement le niveau de
protection du masque.
• Nettoyer régulièrement la surface du ltre et des plaques de protection avec un
chiffon doux et des solutions nettoyantes non agressives, comme les produits pour
vitres (ne pas verser le produit directement sur le ltre).
• Contrôler régulièrement que les cellules solaires et les capteurs ne sont pas occultés
ou recouverts de saleté ; le cas échéant, les nettoyer avec un essuie-tout souple,
légèrement imprégné de produit de nettoyage pour vitres si besoin (ne pas verser
directement le produit sur le ltre).
• Nettoyer et désinfecter le masque uniquement à l'eau et au savon, en tout cas
avec des produits sans solvants. L'utilisation de solvants chimiques entraîne la
dégradation de l'aspect, pouvant aller jusqu'à l'altération complète de l'intégrité du
masque.
• Un bon entretien général du masque permet de réduire au minimum son
obsolescence, aussi bien en matière d'utilisation que de ses composants.
Au cours de l'utilisation du masque, des problèmes courants peuvent être rencontrés.
Ils sont indiqués ci-après, avec leurs solutions :
• Le ltre ne s'obscurcit pas ou est instable lors du passage de la condition claire à
foncée et inversement.
Solution possible :
- La protection transparente extérieure du ltre est sale ou endommagée (changer
la protection transparente extérieure).
- Les détecteurs sont sales (nettoyer la surface des détecteurs).
- Le niveau du courant de soudage est trop bas (augmenter la sensibilité, si possible,
ou remplacer le masque par un modèle avec ltre adapté aux travaux à effectuer).
• Commutation lente.
Solution possible :
- Température de fonctionnement trop basse (ne pas utiliser le masque à une
température ambiante inférieure à -5°C (+23°F).
• Mauvaise visibilité.
Solution possible :
- La protection extérieure et/ou la protection intérieure du ltre et/ou le ltre sont
sales ou endommagés (nettoyer les composants sales et remplacer ceux qui sont
endommagés).
- Lumière insufsante dans l'espace environnant (éclairer davantage l'espace
environnant).
- Le numéro de gradation d'échelle n'est pas correctement déni (sélectionner la
valeur correcte sur les modèles le permettant).
ATTENTION !
MAG
TIG
Procédés de soudage
et techniques liées
Électrodes enrobées
MIG sur métaux lourds (*)
MIG sur alliages légers
Découpage air-arc
Découpage plasma-jet
Soudage à l'arc au microplasma
Courant en ampères
Numéros de graduation (shade) et utilisations recommandées pour le soudage à l'arc
(*) L'expression “métaux lourds” s'applique aux aciers et ses alliages, au cuivre et ses alliages, etc.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600

- 11 -
ÍNDICE
INDUSTRIAL
3.1 ESPECIFICACIONES TÉCNICAS DEL FILTRO TW121................................................................. 11
3.2 MARCADOS .................................................................................................................................... 11
3.2.1 MARCADO EN EL FILTRO.................................................................................................... 11
3.2.2 MARCADO EN EL CASCO ................................................................................................... 11
4.1 CONJUNTO DEL CASCO Y COMPONENTES PRINCIPALES (Fig. A).......................................... 11
4.2 REGULACIONES DEL CASCO (FIG. B)......................................................................................... 11
4.2.1 Regulación de la cinta perimetral (Fig. B-1) .......................................................................... 11
4.2.2 Regulación de la altura de la cinta perimetral (Fig. B-2)........................................................ 11
4.2.3 Regulación de la distancia entre la cara y el ltro (Fig. B-3) ................................................. 12
4.2.4 Regulación de la inclinación (Fig. B-4) .................................................................................. 12
pág. pág.
PROFESIONAL E INDUSTRIAL
•
PRECAUCIONES
El casco modelo «TW3000» se compone de ltro TW121; además, está formado por
las protecciones transparentes frontales externas e internas.
El casco ha sido proyectado para garantizar la protección correcta de los ojos
durante la soldadura además de ofrecer el máximo de las prestaciones tanto en la
facilidad de montaje como en la comodidad y calidad de uso: garantiza una protección
permanente contra las radiaciones UV e IR y las chispas generadas durante el
proceso de soldadura por arco.
- Dimensión total: 110x90mm
- Placas de protección del ltro: frontal 110x90mm
interna 102x40mm
- Zona visual: 98x35mm
- Estado luminoso: gradación 3 DIN
- Estado oscuro: 11 DIN
- Tiempo de conmutación: < 0.0005 s
- Retraso del estado oscuro al claro: 0.1 - 1 s
- Encendido apagado: automático
- Sensores de la luz: 2
- Alimentación: celda solar y baterías al litio
- Temperatura de funcionamiento: -5°C (+23°F)
+55°C (+131°F)
- Temperatura de conservación: -20°C (-4°F)
+65°C (+149°F)
- Estructura: plástico
La marca incluida en el ltro modelo TW121 en la zona frontal-inferior está formado
por una serie de símbolos que tienen este signicado:
número de escala en el estado claro
número de escala en el estado más oscuro
Símbolo del fabricante: TELWIN ITALY
clase óptica
clase de difusión de la luz
clase de variación del factor de transmisión luminosa
clase de dependencia angular del factor de transmisión luminosa
estándar numérico de la normativa a la que se hace referencia para la
solicitud de certicación
marcado CE CE
La marca incluida en el ltro TW3000 en la zona frontal-inferior está formada por una
serie de símbolos que tienen este signicado:
Símbolo del fabricante: TELWIN ITALY
estándar numérico de la normativa a la que se hace referencia para la
solicitud de certicación
resistencia mecánica: impacto a media energía B
marcado CE CE
El casco debe regularse para proteger los ojos y la cara de manera ecaz durante la
soldadura.
La posición de la cinta frontal y posterior puede regularse manualmente para
adaptarse perfectamente a la dimensión de la cabeza.
Girar la empuñadura (en algunos modelos es necesario apretar la empuñadura para
poderlo girar) para adaptar la cinta a la cabeza.
La altura puede regularse de manera que se coloque la cinta justo encima de las
cejas: apretar o aojar las dos cintas graduadas ubicadas en la parte superior de la
cabeza.

- 12 -
Aojar las empuñaduras exteriores y hacer que se deslicen adelante o atrás hasta
obtener la posición deseada, entonces apretar de nuevo.
La inclinación ideal del casco y aquella en que los ojos son perpendiculares a la
supercie del ltro. Para regular el ángulo de visualización aojar las empuñaduras
en ambos lados del casco y congurar la inclinación del casco deseada. Si no se
puede obtener la inclinación deseada, apretar los pulsadores laterales y desplazar
los cursores simultáneamente para hacer que el casco sobrepase la limitación del
ángulo prejada.
Efectuar el montaje como se muestra en el diseño ().
El casco debe utilizarse siempre única y exclusivamente para proteger la cara y los
ojos durante la soldadura. Por lo tanto, el casco y la zona del vidrio del ltro visual
deben mantenerse durante la soldadura lo más cerca posible de los ojos de manera
que los proteja de las radiaciones luminosas y de las gotas de metal fundido.
Antes de comenzar el proceso de soldadura comprobar que el ltro, las protecciones
transparentes exterior e interior estén correctamente colocadas.
Regular la gradación luminosa «Shade» en los modelos donde esto es posible, en
función de la corriente y del procedimiento de soldadura.
En la se indican los números de gradación luminosa «Shade» recomendados
para la soldadura de arco eléctrico para los procedimientos de uso común y diferentes
niveles de intensidad de corriente de soldadura. Controlar que la intensidad de
corriente y el procedimiento de soldadura sean adecuados para la gradación luminosa
de protección del ltro.
Regular la sensibilidad «Sensitivity», en los modelos donde está previsto, en función
de la intensidad luminosa del arco de soldadura.
Regular el «delay-time» en los modelos donde está previsto, para congurar el tiempo
de retraso para el paso del estado oscuro al estado claro, después de la interrupción
del arco y en función de la luminosidad de la pieza.
Antes del uso efectuar una prueba con el cebado de un arco.
Después del uso y antes de guardarlo al nal del trabajo, debe controlarse la
integridad del casco y eliminar cualquier gota de metal fundido que esté presente en
el ltro visual, que podrían reducir las prestaciones visuales del ltro mismo.
El casco debe guardarse de manera que se evite que pueda sufrir deformaciones
permanentes de las dimensiones o que el ltro visual pueda romperse.
• Sustituir las placas de protección exterior e interior transparente del ltro en caso
que presente roturas, rayas, partes melladas y deformadas. Las protecciones en
malas condiciones ponen en peligro la buena visión de lo que se está haciendo y
por lo tanto reducen peligrosamente el nivel de protección del casco.
• Limpiar regularmente la supercie del ltro y de las placas de protección con un
paño suave con soluciones para la limpieza no agresivas, por ejemplo preparados
para la limpieza de los vidrios (no verter el producto directamente en el ltro).
• Controlar habitualmente que las celdas solares y los sensores no estén tapados
y cubiertos de suciedad, en caso que así sea, limpiarlos con un pañuelo de papel
suave ligeramente mojado con un preparado para la limpieza de los vidrios (no
verter el producto directamente en el ltro).
• Limpiar y desinfectar el casco únicamente con agua y jabón o con productos sin
solventes. La utilización de solventes químicos causa una degradación de la parte
estética llegando incluso a reducir la integridad del casco mismo.
• Un buen cuidado general del casco permite reducir al mínimo su obsolescencia,
tanto desde el punto de vista de la utilización como de los componentes del casco
mismo.
Durante el funcionamiento del casco pueden surgir problemas comunes, que se
indican a continuación con las relativas soluciones:
• El ltro no se oscurece o presenta una falta de estabilidad en el paso del estado
claro al oscuro y viceversa.
Solución posible:
- La protección exterior transparente del ltro está sucia o dañada (cambiar la
protección exterior transparente).
- Los sensores están sucios (limpiar las supercies de los sensores).
- El nivel de la corriente de soldadura es demasiado bajo (aumentar la sensibilidad,
si está presente, o sustituir el casco con otro con un ltro adecuado para este
objetivo).
• Conmutación lenta.
Solución posible:
- Temperatura de funcionamiento demasiado baja (no usar con una temperatura
ambiente inferior a los -5°C (+23°F).
• Mala visibilidad.
Solución posible:
- La protección exterior y/o la protección interior del ltro y/o el ltro están sucios o
dañados (limpiar los componentes sucios y sustituir los dañados).
- En el ambiente circundante no hay luz suciente (iluminar más el ambiente
circundante).
- El número de gradación no se ha congurado correctamente (seleccionar el valor
correcto en los modelos donde esto es posible).
MAG
TIG
Procedimiento de
soldadura y técnicas
relacionadas
Electrodos revestidos
MIG en metales pesados (*)
MIG en aleaciones ligeras
Corte aire-arco
Corte plasma-chorro
Soldadura de arco con microplasma
Corriente en amperios
Números de graduación (shade) y utilizaciones recomendadas para la soldadura por arco
(*) La expresión “metales pesados” se aplica a los aceros, aleaciones de acero, cobre y sus aleaciones, etc.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600

- 13 -
DEUTSCH INHALTSVERZEICHNIS
INDUSTRIELLEN GEBRAUCH DES HELMS
3.1 TECHNISCHE DATEN FILTER TW121 ........................................................................................... 13
3.2 KENNZEICHNUNGEN..................................................................................................................... 13
3.2.1 KENNZEICHNUNG AM FILTER ............................................................................................ 13
3.2.2 KENNZEICHNUNG AM HELM .............................................................................................. 13
4.1 HELM UND HAUPTKOMPONENTEN IN DER GESAMTDARSTELLUNG (Abb. A)....................... 13
4.2 EINSTELLUNGEN DES HELMS (Abb. B)....................................................................................... 13
4.2.1 Einstellung des äußeren Kopfbands (Abb. B-1) .................................................................... 13
4.2.2 Einstellung der Höhe des äußeren Kopfbands (Abb. B-2)..................................................... 14
4.2.3 Einstellung des Abstands zwischen Gesicht und Filter (Abb. B-3) ........................................ 14
4.2.4 Einstellung der Neigung (Abb. B-4) ....................................................................................... 14
s. s.
INDUSTRIELLEN GEBRAUCH DES HELMS
•
VORSICHTSMASSNAHMEN
Der Helm Modell „TW3000“ setzt sich aus dem Filter TW121 zusammen. Zudem
besteht er aus dursichtigen äußeren und inneren Schutzeinrichtungen vorne.
Der Helm wurde entwickelt, um den korrekten Schutz der Augen während des
Schweißens sicherzustellen. Darüber hinaus sollen die bestmöglichen Leistungen
bei der Einfachheit der Montage sowie beim benutzerfreundlichen Gebrauch und
der Qualität gegeben werden: Es wird ein durchgehender Schutz gegenüber UV-
und IR-Strahlung sowie gegenüber Schweißspritzern garantiert, die während des
Lichtbogenschweißens entstehen.
- Gesamtabmessungen: 110x90mm
- Schutzscheiben des Filters: Vorne 110x90mm
Innen 102x40mm
- Sichtfeld: 98x35mm
- Heller Zustand: Stufe 3 DIN
- Dunkler Zustand: 11 DIN
- Schaltzeit: < 0.0005 s
- Verzögerung vom dunklen zum hellen Zustand: 0.1 - 1 s
- Einschalten Ausschalten: automatisch
- Lichtsensoren: 2
- Stromversorgung: Solarzelle und Lithiumbatterien
- Betriebstemperatur: -5°C (+23°F)
+55°C (+131°F)
- Aufbewahrungstemperatur: -20°C (-4°F)
+65°C (+149°F)
- Aufbau: Kunststoff
Die Kennzeichnung unten im vorderen Bereich der Filtermodelle TW121 besteht aus
einer Reihe an Symbolen mit folgender Bedeutung:
Zahlenskala im hellen Zustand
Zahlenskala im dunkelsten Zustand
Symbol des Herstellers: TELWIN ITALY
optische Klasse
Streulichtklasse
Homogenitätsklasse des Lichtdurchlässigkeitsfaktors
Winkelabhängigkeitsklasse des Lichtdurchlässigkeitsfaktors
Zahlenstandard der Norm, auf die für die Anfrage zur Zertizierung Bezug
genommen wurde
CE-Kennzeichnung CE
Die Kennzeichnung im unteren, vorderen Innenbereich des Helms TW3000 besteht
aus einer Reihe an Symbolen mit folgender Bedeutung:
Symbol des Herstellers: TELWIN ITALY
Zahlenstandard der Norm, auf die für die Anfrage zur Zertizierung Bezug
genommen wurde
mechanische Festigkeit: mittlere Aufprallenergie B
CE-Kennzeichnung CE
A)
Der Helm muss eingestellt werden, um die Augen und das Gesicht wirksam während
des Schweißens zu schützen.
Die Position des vorderen und hinteren Kopfbands kann manuell eingestellt werden,
um sich perfekt dem Kopf anzupassen.
Den Knopf drehen (bei einigen Modellen muss der Knopf gedrückt werden, um ihn

- 14 -
drehen zu können), um das Kopfband an den Kopf anzupassen.
Die Höhe kann so eingestellt werden, dass das Kopfband gleich über den Augenbrauen
positioniert wird: die beiden graduierten Riemen, die sich im oberen Kopfbereich
benden, festziehen oder lockern.
Die äußeren Knöpfe lösen und nach vorne oder nach hinten bewegen, bis die
gewünschte Position erreicht wurde. Dann erneut festziehen.
Die ideale Neigung des Helms ist die, bei der die Augen senkrecht zur Filteroberäche
stehen. Um den Sichtwinkel einzustellen, die Knöpfe auf beiden Helmseiten
lockern und die gewünschte Neigung des Helms einstellen. Wenn es nicht möglich
ist, die gewünschte Neigung zu erreichen, die seitlichen Knöpfe drücken und die
Positionierungsmarken gleichzeitig so verschieben, dass der Helm die voreingestellte
Begrenzung des Winkels überschreitet.
Den Zusammenbau, wie in der Zeichnung () angegeben, durchführen.
Der Helm muss immer und ausschließlich zum Schutz des Gesichts und der Augen
während des Schweißens verwendet werden. Der Helm und somit der Bereich
der Filtersichtscheibe muss beim Schweißen so nah wie möglich an den Augen
verweilen, sodass diese vor der Lichtstrahlung und den möglichen geschmolzenen
Metallspritzern geschützt werden.
Bevor mit dem Schweißverfahren begonnen wird, überprüfen, dass der Filter und die
durchsichtigen Schutzeinrichtungen innen und außen korrekt positioniert sind.
Die helle Stufe „Shade“ bei den Modellen, bei denen dies möglich ist, in Abhängigkeit
des Schweißstroms und des Schweißverfahrens einstellen.
In sind die Zahlen der hellen Stufe „Shade“ angegeben, die für das
elektrische Lichtbogenschweißen für das allgemeinen Verfahren und verschiedene
Schweißstromintensitätsstufen empfohlen werden. Überprüfen, dass die
Stromintensität und das Schweißverfahren an die helle Stufe des Filterschutzes
angepasst sind.
Die Empndlichkeit „Sensitivity“ bei den Modellen, bei denen dies möglich ist, in
Abhängigkeit zur hellen Schweißlichtbogenstärke einstellen.
„Delay-time“ bei den Modellen, bei denen dies möglich ist, einstellen, um die
Verzögerungsdauer für den Übergang vom dunklen zum hellen Zustand vorzugeben,
nachdem der Lichtbogen unterbrochen wurde und in Abhängigkeit zur Helligkeit des
Werkstücks.
Vor dem Gebrauch einen Test mit der Zündung eines Lichtbogens durchführen.
Nach dem Gebrauch und auf alle Fälle bevor der Helm bei Arbeitsende weggelegt
wird, muss er kontrolliert werden. Dabei ist zu überprüfen, dass er unversehrt ist und
mögliche Spritzer geschmolzenen Metalls auf dem Sichtlter, die die Sichtleistungen
des Filters selbst verringern könnten, sind zu entfernen.
Beim Weglegen des Helms muss vermieden werden, dass verbleibende
Größenverformungen entstehen können oder dass der Sichtschutzlter kaputt gehen
könnte.
• Die durchsichtigen Schutzscheiben innen und außen bei Brüchen, Kratzern,
Schrammen und Verformungen austauschen. Minderwertige Schutzeinrichtungen
beeinträchtigen die gute Sicht bei der Arbeit und setzen somit die Schutzstufe des
Helms gefährlich herab.
• Die Oberäche des Filters und der Schutzscheiben regelmäßig mit einem weichen
Tuch mit nicht aggressiven Reinigungslösungen putzen, beispielsweise Glasreiniger
(das Produkt nicht direkt auf den Filter geben).
• Regelmäßig kontrollieren, dass die Solarzellen und die Sensoren nicht verdunkelt
oder von Schmutz bedeckt sind. Sollten sie es doch sein, mit einem weichen,
eventuell leicht mit Glasreiniger getränkten Papiertaschentuch reinigen (das Produkt
nicht direkt auf den Filter geben).
• Den Helm nur mit Wasser und Seife oder mit Produkten reinigen und desinzieren,
die frei von Lösungsmitteln sind. Die Verwendung von chemischen Lösungsmitteln
verursacht die ästhetische Verunstaltung des Helms und kann auch dazu führen,
dass der Helm nicht mehr unversehrt ist.
• Die allgemeine gute Pege des Helms ermöglicht seinen Alterungsprozess auf ein
Minimum zu reduzieren, sowohl was seinen Gebrauch und die Komponenten des
Helms betrifft.
Während der Verwendung des Helms können allgemeine Probleme entstehen, die
hier mit den entsprechenden Fehlerbehebungen aufgelistet sind:
• Der Filter verdunkelt sich nicht oder ist beim Übergang vom hellen zum dunklen
Zustand und umgekehrt instabil.
Mögliche Fehlerbehebung:
- Die durchsichtige äußere Schutzeinrichtung des Filters ist schmutzig oder
beschädigt (die durchsichtige äußere Schutzeinrichtung austauschen).
- Die Sensoren sind verschmutzt (die Oberächen der Sensoren reinigen).
- Die Schweißstromstufe des Helms ist zu niedrig (die Empndlichkeit, falls
vorhanden, erhöhen oder den Helm mit einem hierfür geeigneten Filter
austauschen).
• Langsame Reaktionszeit.
Mögliche Fehlerbehebung:
- Zu niedrige Betriebstemperatur (nicht bei einer Umgebungstemperatur unter -5°C
(+23°F) verwenden).
• Schlechte Sicht.
Mögliche Fehlerbehebung:
- Die äußere bzw. innere Schutzeinrichtung des Filter bzw. der Filter ist verschmutzt
oder beschädigt (die verschmutzten Komponenten reinigen und die beschädigten
austauschen).
- In der umliegenden Umgebung ist nicht ausreichend Licht vorhanden (dafür
sorgen, dass die umliegende Umgebung besser ausgeleuchtet wird).
- Die Stufenzahlenskala ist nicht richtig eingestellt (den richtigen Wert der Modelle
auswählen, wo dies möglich ist).
ACHTUNG!
MAG
WIG
Schweißverfahren
und verwandte
Techniken
Ummantelte Elektroden
MIG-Schweißen von Schwermetallen (*)
MIG-Schweißen von Leichtmetallen
Lichtbogenschneiden mit Luft
Plasmastrahlschneiden
Mikroplasmaschweißen
Ummantelte Elektroden
Schutzstufen (shade) und empfohlene Verwendungen für das Lichtbogenschweißen
(*) Der Ausdruck “Schwermetalle” wird unter anderem für Stahl, Kupfer und ihre Legierungen benutzt.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
- 15 -
ОГЛАВЛЕНИЕ
3.1 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ФИЛЬТРЕ TW121 .............................................................. 15
3.2 МАРКИРОВКА................................................................................................................................. 15
3.2.1 МАРКИРОВКА НА ФИЛЬТРЕ............................................................................................... 15
3.2.2 МАРКИРОВКА НА ШЛЕМЕ.................................................................................................. 15
4.1 ОБЩИЙ ВИД ШЛЕМА И ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ (рис. A) ........................................ 15
4.2 РЕГУЛИРОВКА ШЛЕМА (рис. B)................................................................................................... 15
4.2.1 Регулировка ободка (рис. B-1) ............................................................................................ 15
4.2.2 Регулировка высоты ободка (рис. B-2)............................................................................... 15
4.2.3 Регулировка расстояния между лицом и фильтром (рис. B-3)......................................... 16
4.2.4 Регулировка наклона (рис. B-4) .......................................................................................... 16
•
В шлеме модели «TW3000» используется фильтр TW121; кроме того он оснащен
внутренним и внешним прозрачными фронтальными щитками.
Шлем спроектирован таким образом, чтобы обеспечить должную защиту глаз во
время сварки, а также максимальную производительность благодаря простоте
монтажа, удобству использования и качеству: обеспечение постоянной защиты
от ультрафиолетового и инфракрасного излучения и искр, возникающих во
время дуговой сварки.
- Общий размер: 110x90 мм
- Защитные пластины фильтра: передняя 110x90 мм
внутренняя 102x40 мм
- Смотровая часть: 98x35 мм
- Светлое состояние: степень затемнения 3 DIN
- Затемненное состояние: 11 DIN
- Время переключения: < 0.0005 с
- Задержка переключения из затемненного
состояния в светлое состояние: 0.1 - 1 с
- Включение/выключение: автоматическое
- Датчики света: 2
- Питание: солнечный элемент и литиевые батареи
- Рабочая температура: -5°C (+23°F)
+55°C (+131°F)
- Температура хранения: -20°C (-4°F)
+65°C (+149°F)
- Конструкция: пластмасса
Маркировка на фильтре модели TW121, расположенная в нижней передней
части, состоит из ряда символов, имеющих следующее значение:
степень затемнения в светлом состоянии
степень затемнения в более темном состоянии
Символ изготовителя: TELWIN ITALY
оптический класс
класс рассеяния света
класс изменения коэффициента светопередачи
класс угловой зависимости коэффициента светопередачи
номер стандарта, согласно которому изделие сертифицировано
маркировка CE CE
Маркировка на шлеме TW3000, расположенная внутри в нижней передней части,
состоит из ряда символов, значение которых пояснено ниже:
Символ изготовителя: TELWIN ITALY
номер стандарта, согласно которому изделие сертифицировано
механическая прочность: среднеэнергетический удар B
маркировка CE CE
Для надежной защиты глаз и лица во время сварки шлем необходимо
отрегулировать.
Положение переднего и заднего ободка можно отрегулировать вручную, чтобы
они полностью соответствовали размеру головы.
Поверните ручку (в некоторых моделях ручку необходимо нажать, чтобы ее
можно было вращать), чтобы подогнать ободок под голову.
Высоту можно отрегулировать так, чтобы ободок находился чуть выше бровей:

- 16 -
затяните или ослабьте два градуированных ремешка, расположенных в верхней
части головы.
Ослабьте наружные ручки и переместите вперед или назад, установив желаемое
положение, после чего вновь затяните ручки.
При идеальном наклоне шлема глаза расположены перпендикулярно поверхности
фильтра. Чтобы отрегулировать угол видимости, ослабьте ручки с обеих сторон
шлема и установите желаемый угол наклона шлема. Если невозможно получить
желаемый наклон, нажмите боковые кнопки и одновременно переместите
ползунки, чтобы вывести шлем за пределы предварительно установленного угла.
Осуществите монтаж, следуя указаниям, приведенным на схеме ().
Шлем всегда должен использоваться только для защиты лица и глаз во время
сварки. Шлем и, таким образом, смотровую часть стеклянного фильтра, во время
сварки необходимо держать как можно ближе к глазам, чтобы защитить их от
светового излучения и возможных капель расплавленного металла.
Перед тем как приступить к сварке убедитесь, что фильтр, внешняя и внутренняя
прозрачная защитная пластина расположены правильно.
Отрегулируйте степень затемнения «Shade», если ваша модель позволяет это
сделать, согласно сварочному току и процессу.
В приведены степени затемнения «Shade», рекомендуемые для
электродуговой сварки для наиболее распространенных методов сварки
и различных уровней интенсивности сварочного тока. Убедитесь, что
интенсивность тока и сварочный процесс соответствуют номеру защитного
затемнения фильтра.
Отрегулируйте чувствительность «Sensitivity», если ваша модель позволяет это
сделать, согласно силе света сварочной дуги.
Отрегулируйте «delay-time», если ваша модель позволяет это сделать, чтобы
установить время задержки перехода из темного состояния в светлое состояние
после выключения дуги и в зависимости от яркости детали.
Перед использованием проведите пробу, возбудив дугу.
После использования шлема и перед тем как вернуть его на хранение после
завершения работ, шлем необходимо проверить, чтобы убедиться в его
целостности и удалить капли расплавленного металла со смотровой части
фильтра, которые могут ухудшить визуальные характеристики фильтра.
Шлем необходимо хранить таким образом, чтобы избежать неустранимых
размерных деформаций или поломки защитного смотрового фильтра.
• Замените внешнюю/внутреннюю прозрачную защитную пластину в случае
если на ней имеются повреждения, царапины, порезы и деформации.
Низкокачественные средства защиты нарушают хорошую видимость, что
приводит к опасному снижению уровня защиты шлема.
• Регулярно чистите поверхность фильтра и защитных пластин мягкой ветошью
и неагрессивными чистящими средствами, например, средством для чистки
стекол (не лейте средство непосредственно на фильтр).
• Регулярно проверяйте, что солнечные элементы и датчики не заслонены и
не покрыты грязью, в случае необходимости очистите их мягкой бумажной
салфеткой, которую можно слегка смочить средством для чистки стекол (не
лейте средство непосредственно на фильтр).
• Очищайте и дезинфицируйте шлем только водой с мылом или другими
средствами, не содержащими растворителей. Использование химических
растворителей приводит к поверхностным повреждениям, вплоть до полного
нарушения целостности шлема.
• Хороший общий уход за шлемом позволяет до минимума снизить его
моральный износ, как с точки зрения эксплуатации, так и компонентов шлема.
Во время работы шлема могут возникнуть некоторые общие проблемы,
перечисленные ниже, с указанием возможного способа устранения:
• Фильтр не затемняется или нестабильно переключается из светлого в темное
состояние и наоборот.
Возможное решение:
- Внешняя прозрачная защитная пластина фильтра загрязнена или повреждена
(замените внешнюю прозрачную защитную пластину).
- Датчики загрязнены (очистите поверхность датчиков).
- Уровень сварочного тока слишком низкий (увеличьте чувствительность, если
это возможно, или замените шлем на другой с фильтром, подходящим для
выполняемой работы).
• Медленное переключение.
Возможное решение:
- Рабочая температура слишком низкая (не используйте при температуре
окружающей среды ниже -5°C (+23°F).
• Плохая видимость.
Возможное решение:
- Внешняя защитная пластина и/или внутренняя защитная пластина фильтра
и/или фильтр загрязнены или повреждены (очистите грязные элементы и
замените поврежденные).
- Недостаточное освещение окружающего пространства (увеличьте освещение
окружающего пространства).
- Установлена неправильная степень затемнения (выберите правильное
значение, если ваша модель позволяет это сделать).
MAG
TIG
Процедура сварки
и связанные
технологии
Электроды с покрытием
MIG на тяжелых металлах (*)
MIG на легких сплавах
Воздушно-дуговая резка
Плазменная резка
Дуговая микроплазменная сварка
Ток в амперах
Номера градации (shade) и использование, рекомендованное для дуговой сварки
(*) Выражение "тяжелые металлы" применимо к сталям, стальным сплавам, меди и ее сплавам, и т. д.
TAB. 1
12
1.5
8
8
10
456 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600

- 17 -
PORTUGUESE INDICE
pág. pág.
INDUSTRIAL
3.1 ESPECIFICAÇÕES TÉCNICAS FILTRO TW121 ............................................................................ 17
3.2 MARCAÇÕES.................................................................................................................................. 17
3.2.1 MARCAÇÃO NO FILTRO ...................................................................................................... 17
3.2.2 MARCAÇÃO NO CAPACETE................................................................................................ 17
4.1 CONJUNTO DO CAPACETE E COMPONENTES PRINCIPAIS (Fig. A) ........................................ 17
4.2 REGULAÇÕES DO CAPACETE (Fig. B)......................................................................................... 17
4.2.1 Regulações da faixa perimetral (Fig. B-1) ............................................................................. 17
4.2.2 Regulação da altura da faixa perimetral (Fig. B-2)................................................................ 17
4.2.3 Regulação da distância entre o rosto e o ltro (Fig. B-3) ...................................................... 17
4.2.4 Regulação da inclinação (Fig. B-4)........................................................................................ 17
CAPACETES PARA SOLDADURA COM FILTRO DE ESCURECIMENTO
PROFISSIONAL E INDUSTRIAL
•
PRECAUÇÕES
O capacete modelo “TW3000” é composto pelo ltro TW121; além disso, é composto
pelas proteções transparentes frontais externas e internas.
O capacete foi projetado para garantir a correta proteção dos olhos durante a soldadura,
além de fornecer o máximo do desempenho quer na facilidade de montagem quer
na comodidade e qualidade de uso: garante uma proteção permanente contra as
radiações UV e IR e as faíscas geradas durante o processo de soldadura de arco.
- Dimensões totais: 110x90mm
- Placas de proteção do ltro: frontal 110x90mm
interna 102x40mm
- Zona visual: Filtro central: 115x85 mm, Filtros laterais: 98x35 mm
- Estado luminoso: gradação 3 DIN
- Estado escuro: 11 DIN
- Tempo de comutação: < 0.0005 s
- Atraso do lado escuro ao lado claro: 0.1 - 1 s
- Acendimento desligamento: automático
- Sensores de luz: 2
- Alimentação: célula solar e baterias de lítio
- Temperatura de funcionamento: -5 °C (+23 °F)
+55 °C (+131 °F)
- Temperatura de conservação: -20 °C (-4 °F)
+65 °C (+149 °F)
- Estrutura: plástico
A marcação contida no ltro modelo TW121 na área frontal-inferior é composta por
uma série de símbolos que têm o signicado a seguir:
número de escala no estado claro
número de escala no estado mais escuro
Símbolo do fabricante: TELWIN ITALY
classe ótica
classe de difusão da luz
classe de variação do fator de transmissão luminosa
classe de dependência angular do fator de transmissão luminosa
número da norma de referência para o pedido de certicação
marcação CE CE
A marcação contida no capacete TW3000 na área frontal-inferior interna é composta
por uma série de símbolos que têm o signicado a seguir:
Símbolo do fabricante: TELWIN ITALY
número da norma de referência para o pedido de certicação
resistência mecânica: impacto de média energia B
marcação CE CE
O capacete deve ser regulado para proteger os olhos e o rosto de forma ecaz
durante a soldadura.
A posição da faixa frontal e traseira pode ser regulada manualmente para se adaptar
perfeitamente às dimensões da cabeça.
Rodar o manípulo (em alguns modelos é necessário pressionar o manípulo para
poder rodá-lo) para adaptar a faixa à cabeça.
A altura pode ser regulada de forma a posicionar a faixa imediatamente acima das
sobrancelhas: apertar ou afrouxar as duas correias graduadas situadas na parte
superior da cabeça.
Afrouxar os manípulos externos e fazer deslizar para a frente ou para trás até obter a
posição pretendida; em seguida, apertar novamente.
A inclinação ideal do capacete é aquela em que os olhos cam perpendiculares

- 18 -
em relação à superfície do ltro. Para regular o ângulo de visualização, afrouxar
os manípulos de ambos os lados do capacete e congurar a inclinação desejada
do capacete. Caso não seja possível obter a inclinação desejada, pressionar os
botões laterais e deslocar os cursores em simultâneo para fazer com que o capacete
ultrapasse a limitação do ângulo predenida.
Efetuar a montagem de acordo com o desenho ().
O capacete deve ser utilizado sempre e unicamente para proteger o rosto e os olhos
durante a soldadura. O capacete e, como tal, a zona do vidro do ltro visual, durante a
soldadura deve ser mantido o mais próximo possível dos olhos de forma a protegê-los
das radiações luminosas e de eventuais gotas de metal fundido.
Antes de iniciar o processo de soldadura, vericar se o ltro e as proteções
transparentes externa e interna estão corretamente posicionadas.
Regular a gradação luminosa "Shade", nos modelos onde é possível, em função da
corrente e do procedimento de soldadura.
Na são indicados os números de gradação luminosa "Shade" recomendados
para a soldadura de arco elétrico para os procedimentos de uso comum e diferentes
níveis de intensidade de corrente de soldadura. Vericar se a intensidade de corrente
e o procedimento de soldadura são adequados à gradação luminosa de proteção do
ltro.
Regular a sensibilidade "Sensitivity", nos modelos com esta opção, em função da
intensidade luminosa do arco de soldadura.
Regular o "delay-time", nos modelos com esta opção, para congurar o tempo de
atraso para a passagem do estado escuro para o estado claro, após a interrupção do
arco e em função da luminosidade da peça.
Antes do uso, efetuar um teste com ignição do arco.
Após o uso e, em qualquer caso, antes de o guardar no nal do trabalho, o capacete
deve ser vericado em termos de integridade e para eliminar eventuais gotas de metal
fundido presentes no ltro visual, que podem reduzir os desempenhos visuais do
próprio ltro.
O capacete deve ser guardado de forma a evitar que sofra deformações dimensionais
permanentes ou que o ltro visual protetor que danicado.
• Substituir as placas protetoras externa/interna transparentes do ltro caso
apresentem ruturas, riscos, mossas e deformações. Proteções em mau estado
comprometem a visão do trabalho diminuindo perigosamente o nível de proteção do
capacete.
• Limpar regularmente a superfície do ltro e das placas protetoras com um pano
macio com soluções de limpeza não agressivas, por exemplo, preparados para a
limpeza de vidros (não colocar o produto diretamente sobre o ltro).
• Vericar habitualmente se as células solares e os sensores não estão escurecidos
ou cobertos de sujidade; se for esse o caso, limpá-los com um lenço de papel macio
eventualmente embebido num preparado para a limpeza dos vidros (não colocar o
produto diretamente sobre o ltro).
• Limpar e desinfetar o capacete apenas com água e sabão ou com produtos sem
solventes. O uso de solventes químicos provoca a deturpação da estética até à
completa redução da integridade do próprio capacete.
• Uma boa manutenção geral do capacete permite reduzir ao mínimo a sua
obsolescência, quer do ponto de vista do uso quer dos componentes do próprio
capacete.
Durante o funcionamento do capacete podem surgir problemas comuns, aqui
indicados com as respetivas soluções:
• O ltro não escurece ou apresenta instabilidade na passagem do estado claro ao
escuro e vice-versa.
Possível solução:
- A proteção externa transparente do ltro está suja ou danicada (substituir a
proteção externa transparente).
- Os sensores estão sujos (limpar a superfície dos sensores).
- O nível da corrente de soldadura é demasiado baixo (aumentar a sensibilidade, se
presente, ou substituir o capacete por outro com um ltro adequado a esse m).
• Comutação lenta.
Possível solução:
- Temperatura de funcionamento demasiado baixa (não usar a temperatura
ambiente inferior a -5 °C (+23 °F).
• Má visibilidade.
Possível solução:
- A proteção externa ou/e a proteção interna do ltro ou/e o ltro estão sujos ou
danicados (limpar os componentes sujos e substituir os danicados).
- No ambiente circundante não existe luz suciente (iluminar mais o ambiente
circundante).
- O número de gradação de escala não está congurado corretamente (selecionar
o valor correto nos modelos onde tal é possível).
ATENÇÃO!
MAG
TIG
Processo de
soldadura e
técnicas conexas
Eléctrodos revestidos
MIG sobre metais pesados (*)
MIG sobre ligas leves
Corte ar-arco
Corte plasma-jato
Soldadura por arco com microplasma
Corrente em Ampère
Números de gradação (shade) e utilizações recomendadas para a soldadura por arco
(*) A expressão "metais pesados" aplica-se aos aços, ligas de aço, cobre e a suas ligas, etc.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600

- 19 -
NEDERLANDS INHOUD
INDUSTRIEEL GEBRUIK
3.1 TECHNISCHE SPECIFICATIES FILTER TW121 ............................................................................ 19
3.2 MERKEN.......................................................................................................................................... 19
3.2.1 MERKEN OP HET FILTER .................................................................................................... 19
3.2.2 MERKEN OP DE HELM ........................................................................................................ 19
4.1 SAMENSTEL VAN DE HELM EN DE BELANGRIJKSTE ONDERDELEN (Fig. A)......................... 19
4.2 AFSTELLING VAN DE HELM (Fig. B) ............................................................................................. 19
4.2.1 Afstelling van de omtrekband (Fig. B-1)................................................................................. 19
4.2.2 Afstelling van de hoogte van de omtrekband (Fig. B-2)......................................................... 19
4.2.3 Afstelling van de afstand tussen het gezicht en het lter (Fig. B-3)....................................... 20
4.2.4 Afstelling van de helling (Fig. B-4) ......................................................................................... 20
pag. pag.
PROFESSIONEEL EN INDUSTRIEEL GEBRUIK
•
VOORZORGSMAATREGELEN
De helm model “TW3000” bestaat uit het lter TW121; verder bestaat het uit de
transparante externe en interne beschermingen aan de voorkant.
De helm is ontworpen om de juiste bescherming van de ogen te bieden tijdens
het lassen en om de maximale prestaties te leveren, zowel op het gebied van
montagegemak als wat comfort en gebruikskwaliteit betreft: de helm garandeert een
permanente bescherming tegen UV- en IR-stralen en de vonken die ontstaan tijdens
het booglassen.
- Totale grootte: 110x90mm
-
Beschermplaatjes van het lter: voorkant 110x90mm
binnenkant 102x40mm
- Visueel gebied: 98x35mm
- Lichte staat: gradatie 3 DIN
- Donkere staat: 11 DIN
- Schakeltijd: < 0.0005 s
- Vertraging van de donkere staat naar de lichte staat: 0.1 - 1 s
- Inschakeling uitschakeling: automatisch
- Lichtsensoren: 2
- Voeding: zonnecel en lithiumbatterijen
- Bedrijfstemperatuur: -5°C (+23°F)
+55°C (+131°F)
- Opslagtemperatuur: -20°C (-4°F)
+65°C (+149°F)
- Constructie: kunststof
Het merk dat onderaan het voorste gedeelte van het lter model TW121 is aangebracht,
bestaat uit een reeks symbolen met de volgende betekenis:
schaalnummer in de lichte status
schaalnummer in de donkerste status
Symbool van de constructeur: TELWIN ITALY
optische klasse
lichtverspreidingsklasse
variatieklasse van de lichttransmissiefactor
hoekafhankelijkheidsklasse van de lichttransmissiefactor
numerieke standaard van de norm waarnaar wordt verwezen voor het
verzoek om certicatie
CE-markering CE
Het merk dat onderaan het voorste gedeelte binnenin de helm TW3000 is aangebracht,
bestaat uit een reeks symbolen met de volgende betekenis:
Symbool van de constructeur: TELWIN ITALY
numerieke standaard van de norm waarnaar wordt verwezen voor het
verzoek om certicatie
mechanische weerstand: gemiddelde slagenergie B
CE-markering CE
De helm moet worden afgesteld om de ogen en het gezicht efciënt te beschermen
tijdens het lassen.
De positie van de voorste en achterste band kan handmatig worden afgesteld zodat
deze perfect om het hoofd past.
Draai de knop (bij sommige modellen moet de knop worden ingedrukt om hem te
kunnen draaien) om de band aan het hoofd aan te passen.
De hoogte kan zo worden geregeld dat de band vlak boven de wenkbrauwen wordt
geplaatst: de twee riemen met schaalverdeling op het bovenste gedeelte van het
hoofd vaster of losser maken.

- 20 -
Draai de buitenste knoppen losser en breng ze voor- of achteruit totdat de gewenste
positie is bereikt; draai de knoppen dan weer vast.
De ideale helling van de helm is die waarin de ogen loodrecht zijn met het oppervlak
van het lter. Om de gezichtshoek te regelen, draait u de knoppen aan de beide zijden
van de helm los en stelt u de gewenste helling van de helm in. Als de gewenste
helling niet kan worden verkregen, drukt u op de knoppen op de zijkant en verplaatst
u de schuiven tegelijkertijd zo, dat de helm de limiet van de vooraf ingestelde hoek
overschrijdt.
Voer de montage uit zoals aangegeven op de tekening ().
De helm moet altijd en uitsluitend worden gebruikt om het gezicht en de ogen
te beschermen tijdens het lassen. De helm en dus de zone van het lterende
gezichtsglas, moet tijdens het lassen zo dicht mogelijk bij de ogen worden gehouden
om ze te beschermen tegen de straling en eventuele druppels gesmolten metaal.
Controleer voordat u de lasprocedure start of het lter en de interne en externe
transparante beschermplaatjes goed zijn aangebracht.
Regel de lichtgradatie "Shade" op de modellen waarbij dat mogelijk is, afhankelijk van
de lasstroom en -procedure.
In staan de lichtgradatienummers "Shade" die worden aanbevolen
voor elektrisch booglassen, voor algemene gebruiksprocedures en diverse
intensiteitsniveaus van de lasstroom. Controleer of de intensiteit van de lasstroom en
de lasprocedure geschikt zijn voor de lichtgradatiebescherming van het lter.
Regel de gevoeligheid "Sensitivity", op de modellen waarop dat is voorzien, afhankelijk
van de lichtintensiteit van de lasboog.
Regel de "delay-time" op de modellen waarop dat is voorzien, om de vertragingstijd in
te stellen voor de overgang van de donkere naar de lichte status, na onderbreking van
de boog en afhankelijk van de lichtintensiteit van het werkstuk.
Voer voor gebruik een test uit met het starten van een lasboog.
Na het gebruik en hoe dan ook voordat de helm wordt opgeborgen na het werk, moet
worden gecontroleerd of de helm niet beschadigd is en moeten eventuele druppels
gesmolten metaal van het zichtlter worden verwijderd omdat die het zicht kunnen
verminderen.
De helm moet zo worden opgeborgen dat er geen permanente vervormingen van de
afmetingen kunnen ontstaan en dat het lterende gezichtsglas niet kan breken.
• Vervang de externe/interne transparante beschermplaatjes van het lter als deze
breuken, krassen, kerven of vervormingen hebben. Beschermingen van slechte
kwaliteit belemmeren het zicht op uw werk, waardoor het beschermingsniveau van
de helm gevaarlijk veel wordt verminderd.
• Reinig regelmatig het oppervlak van het lter en de beschermplaatjes met een
zachte doek met een niet-agressieve reinigingsoplossing, bijvoorbeeld glasreinigers
(het product niet direct op het lter gieten).
• Controleer regelmatig of de zonnecellen en de sensoren niet verduisterd of bedekt
zijn door vuil. Als dat wel het geval is, maak deze dan schoon met een zacht papieren
zakdoekje dat eventueel licht is bevochtigd met een glasreiniger (het product niet
direct op het lter gieten).
• Reinig en desinfecteer de helm uitsluitend met water en zeep of in ieder geval met
een product zonder oplosmiddelen. Het gebruik van chemische oplosmiddelen
tast het uiterlijk van de helm aan en kan zelfs de volledige integriteit van de helm
verminderen.
• Een goede algemene verzorging van de helm zorgt ervoor dat de helm in goede
staat blijft, zowel wat het gebruik als de onderdelen van de helm betreft.
Tijdens de werking van de helm kunnen er algemeen voorkomende problemen
ontstaan, die hier worden vermeld, samen met de oplossingen:
• Het lter kleurt niet donker of de overgang van de lichte naar de donkere staat en
vice versa is instabiel.
Mogelijke oplossing:
- De transparante externe bescherming van het lter is vuil of beschadigd (vervang
de transparante externe bescherming).
- De sensoren zijn vuil (reinig het oppervlak van de sensoren).
- Het niveau van de lasstroom is te laag (verhoog de gevoeligheid, indien aanwezig,
of vervang de helm door een andere met een lter dat geschikt is voor het gebruik).
• Langzame overgang.
Mogelijke oplossing:
- Bedrijfstemperatuur te laag (niet gebruiken bij een omgevingstemperatuur van
minder dan -5°C (+23°F).
• Slecht zicht.
Mogelijke oplossing:
- De externe en/of interne bescherming van het lter en/of het lter zelf zijn vuil of
beschadigd (reinig de vuile onderdelen en vervang de beschadigde).
- Er is niet voldoende licht in de omgeving (zorg voor een betere verlichting van de
omgeving).
- Het gradatienummer op de schaal is niet goed ingesteld (selecteer de juiste
waarde op de modellen waarop dat mogelijk is).
OPGELET!
MAG
TIG
Procedure van
lassen en
aanverwante technieken
Beklede elektroden
MIG op zware metalen (*)
MIG op lichte legeringen
Boogsnijden met perslucht
Plasmajet-snijden
Microplasma-booglassen
Stroom in Ampères
Nummers van gradatie (shade) en aanbevolen gebruiken voor het booglassen
(*) De uitdrukking "zware metalen" is van toepassing op stalen, staallegeringen, koper en legeringen, enz.
TAB. 1
12
1.5
8
8
10
4 5 6 7 8 9 10 11
9 10 11 12 13
11 12 13 14 15
8
10 11 12 13 14
9 10 11 12 13 14
9 10 11 12 13
9 10 11 12 13 14
9 10 11 12 13 14
610 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
1.5 6 10 15 30 40 60 70 100 125 150 175 200 225 250 300 350 400 450 500 600
This manual suits for next models
1
Table of contents
Languages:
Other Telwin Welding Accessories manuals


























