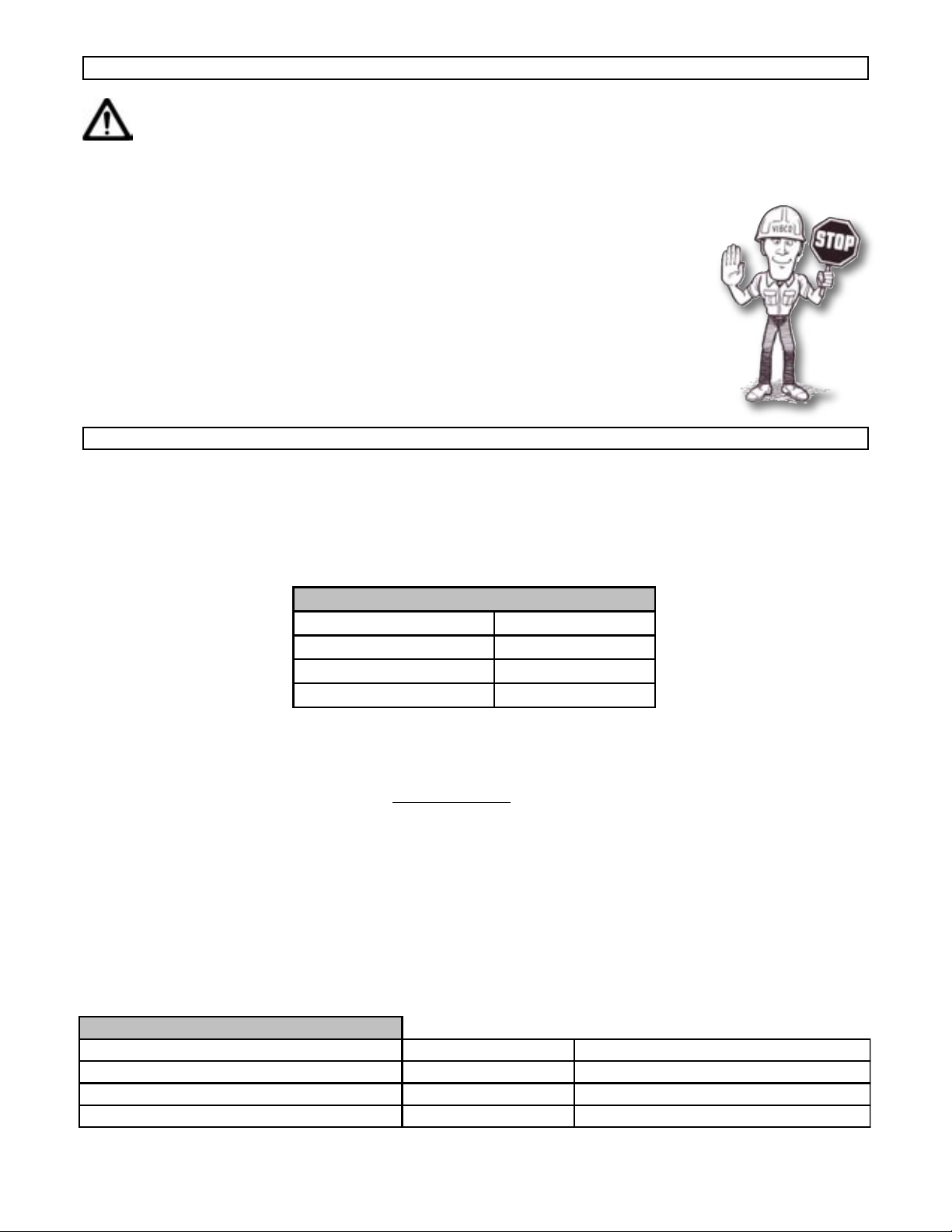
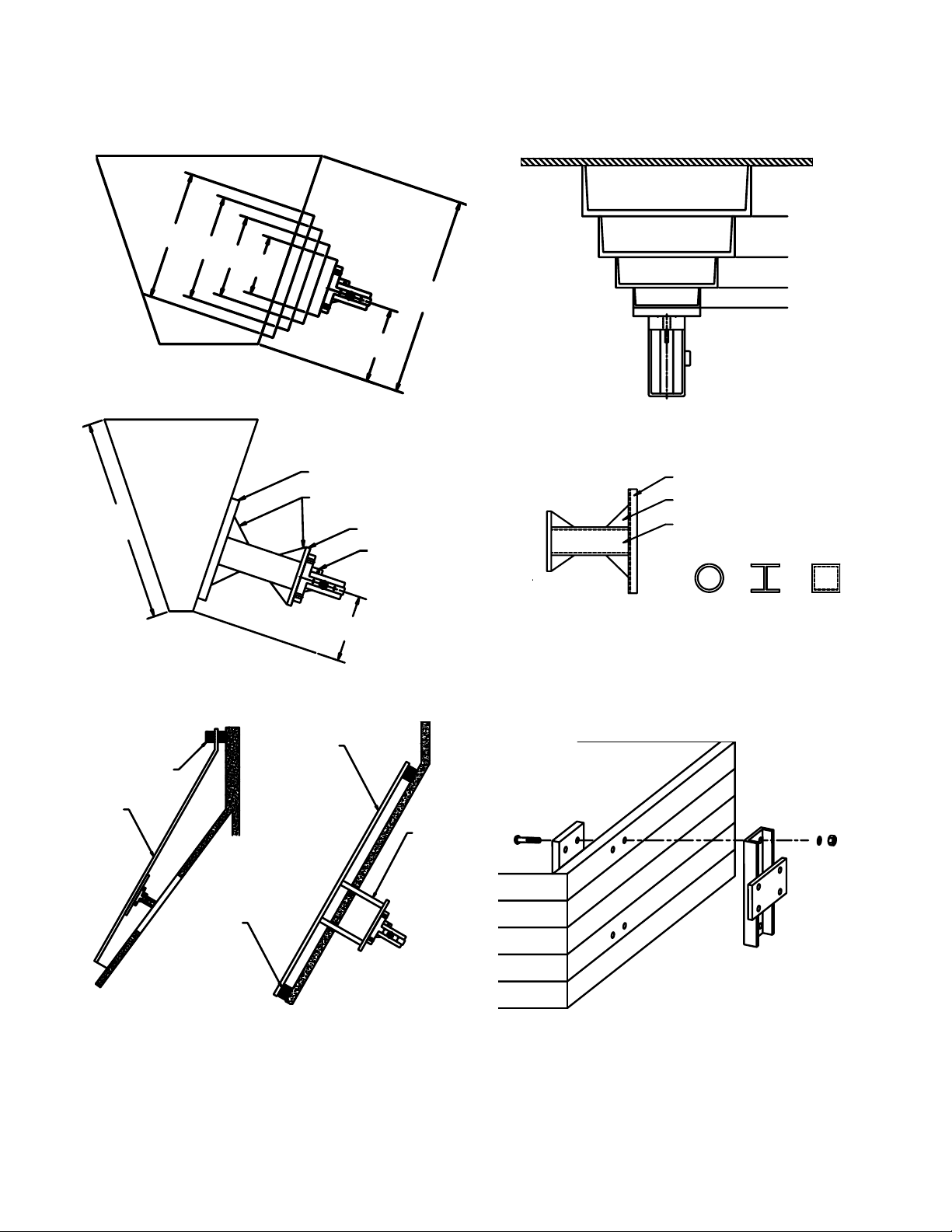
Different Suggestions for Mounting the Channel
1. Mounting plate welded to legs of channel iron.
2. 3 or 4 in. channel with holes drilled thru and nuts welded on back , or just holes drilled thru.
3. Mounting channel with mounting plate and holes drilled or tapped thru.
4. Notch the channel for access to mounting bolts.
5. Weld studs to back of channel.
NOTE: for a list of alternate mounting brackets, see pg. 35 of the VIBCO General Catalog.
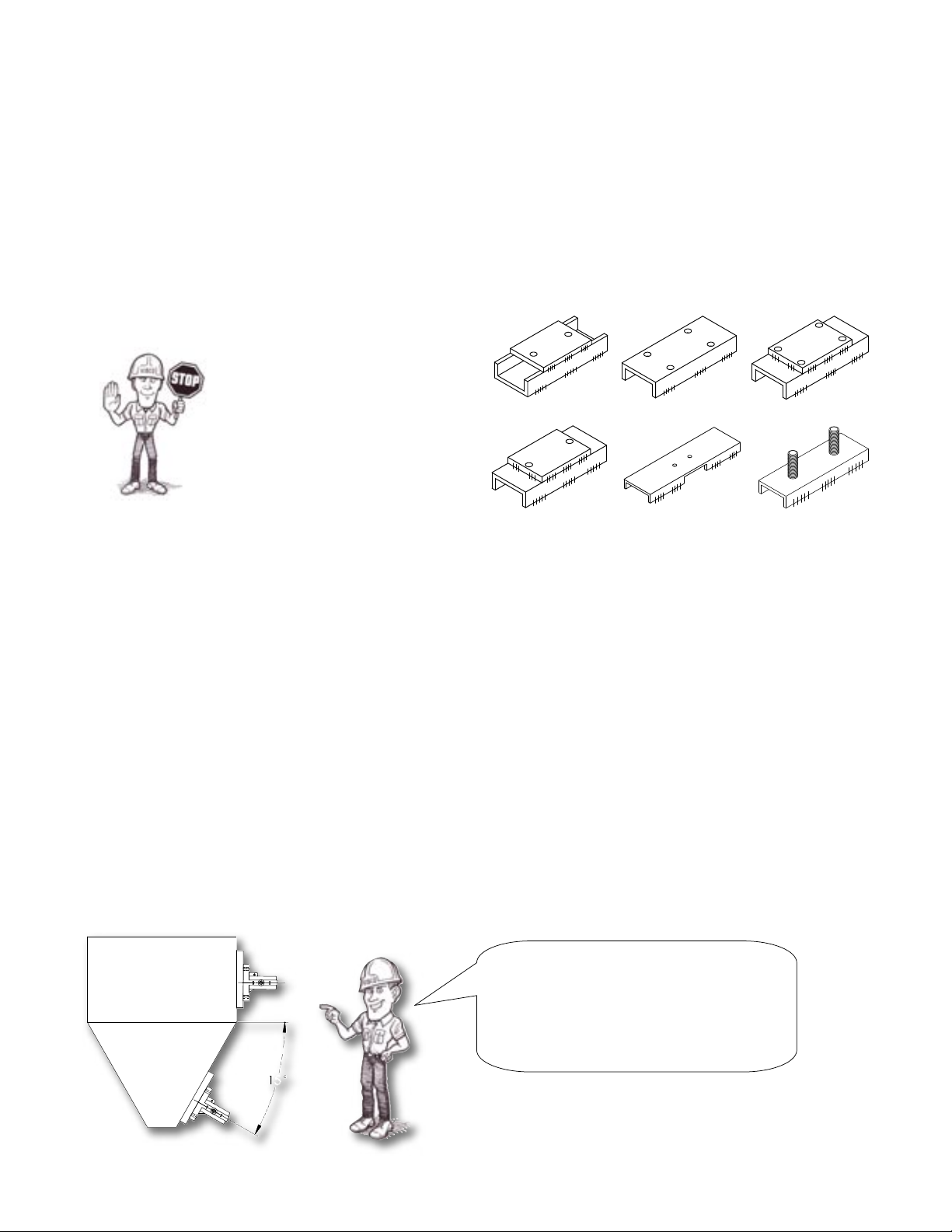
Placement
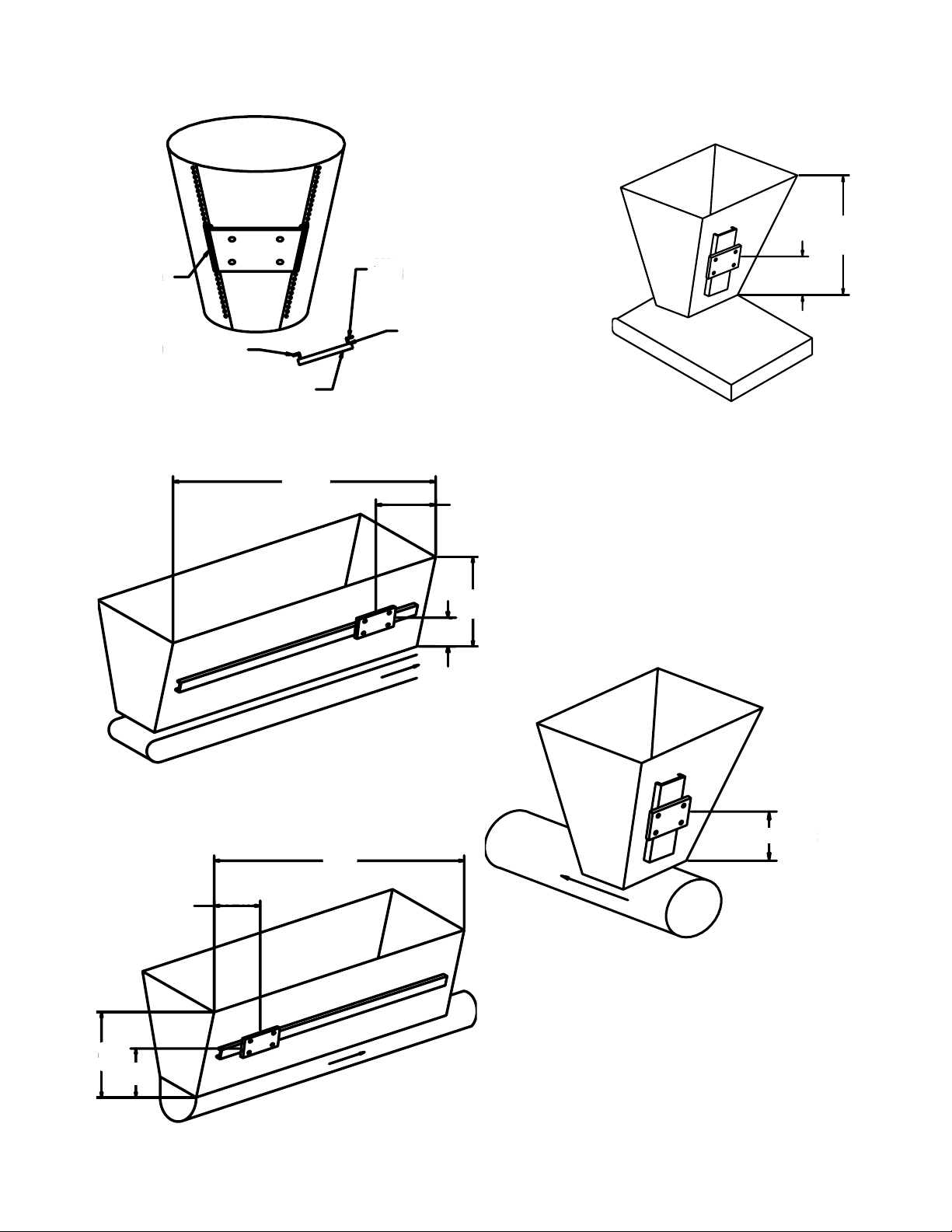
For coarse materials the vibrator should be mounted approximately 1/3 of the distance from
the discharge opening to the top of the sloped portion of the bin. For ne grain materials place
the vibrator approximately 1/4 of the same distance (see different mounting suggestions on the
following pages).
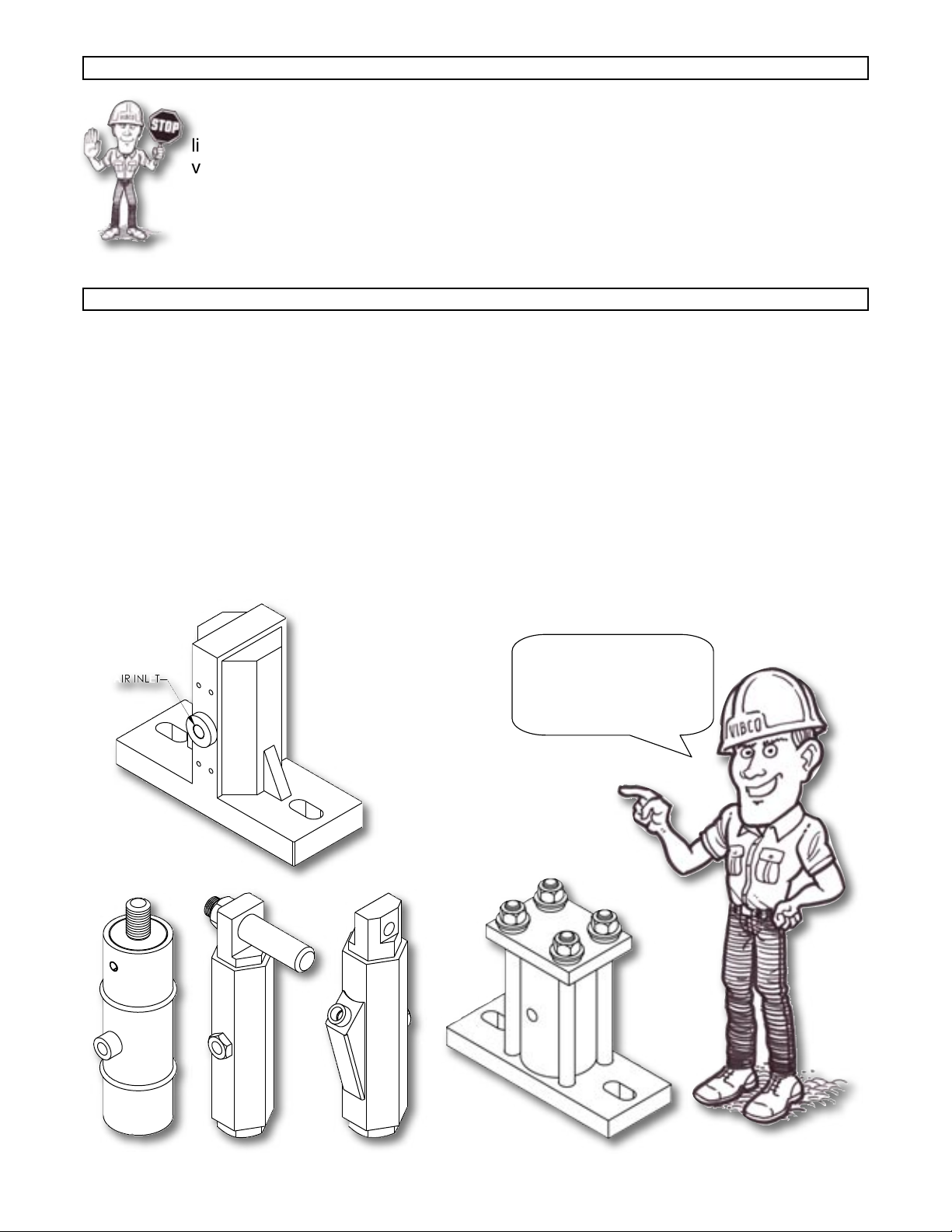
Welding Channel Iron to Bin
Where possible, the mounting plate or the channel iron should be placed 1/3 to 1/4 of the distance
from the discharge opening to the top of the sloped portion of the bin. Tack weld channel iron
in place, then weld intermittent welds 3 in. to 6 in. long with 3 in. between them along the entire
length of the channel. Stop weld a minimum of 1 in. from the ends. It is important that you do not
weld the ends of the channel iron. The heat concentration when welding the ends could cause
premature fatigue cracks.
Installing Safety Chain
It is important to install a safety chain or wire in order to prevent the vibrator from falling and
potentially causing injury if it comes loose from its mount.
1
54
3b
3a
2
4
PHONE: 1-800-633-0032 FAX: 1-401-539-2584
Always stop welds 1 in.
from ends to prevent heat
concentration and bin crack.
Stitch weld channel: weld 2 to
3 inches, skip 1 to 2 inches and
repeat until securely mounted.
Standard piston models should
be mounted at least 15 degrees
from the ground. Anything less
than 15 degrees requires a
spring (-SP) model.
Welding Mounting Plate to Channel Iron
Stitch weld the mounting plate to the middle of the channel iron. If the bin plate is 3/16 in. or
less, weld the mounting plate to the back of the channel iron (see Figure 3 or 4). If the bin plate
is over 3/16 in. weld the mounting plate to the legs of the channel iron (see Figure 1). Drill and
tap holes or use studded plate (see Figure 1 or 5). Make sure the mounting plate does not warp
or distort. If this occurs, straighten, replace it or shim vibrator.
X