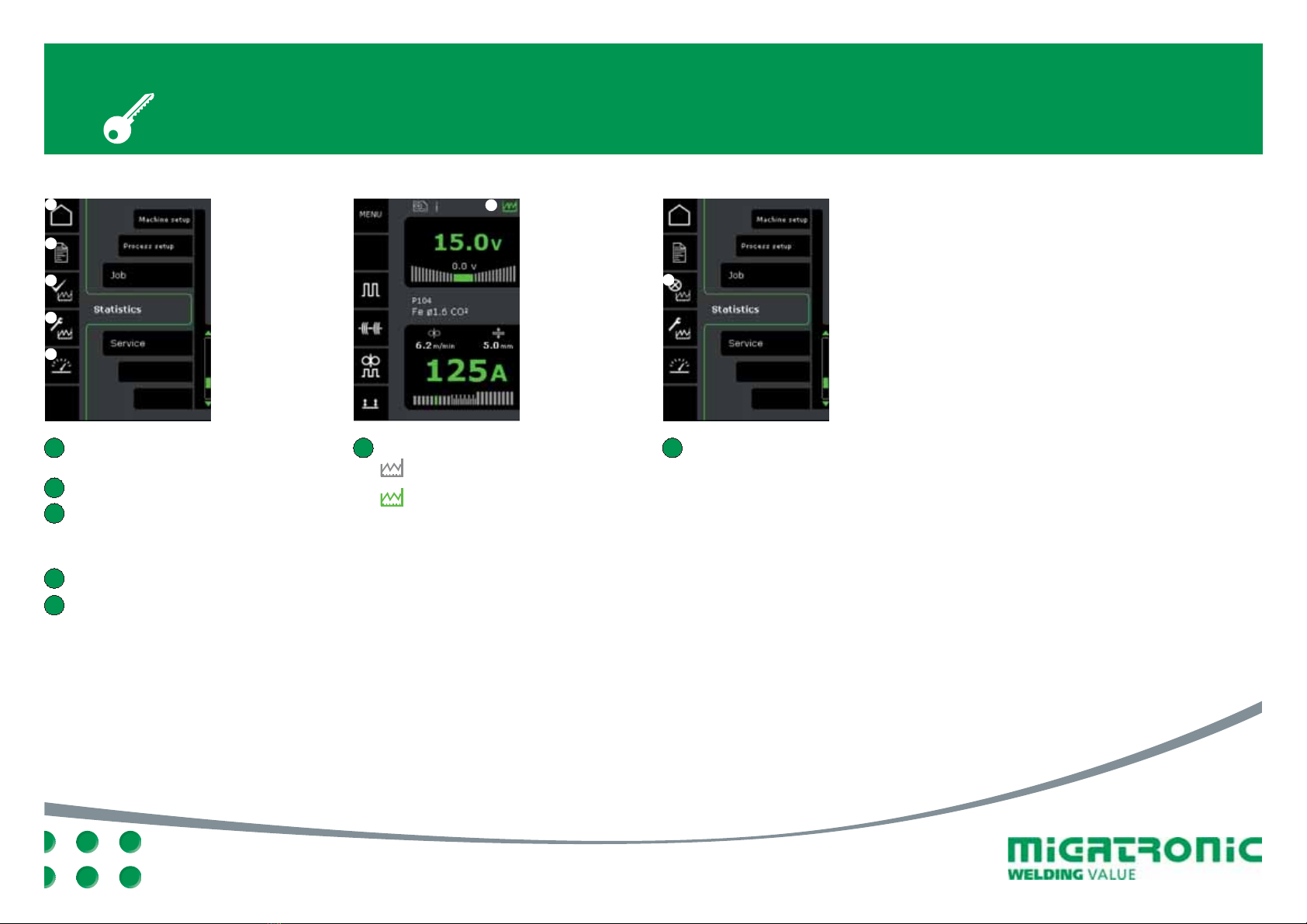
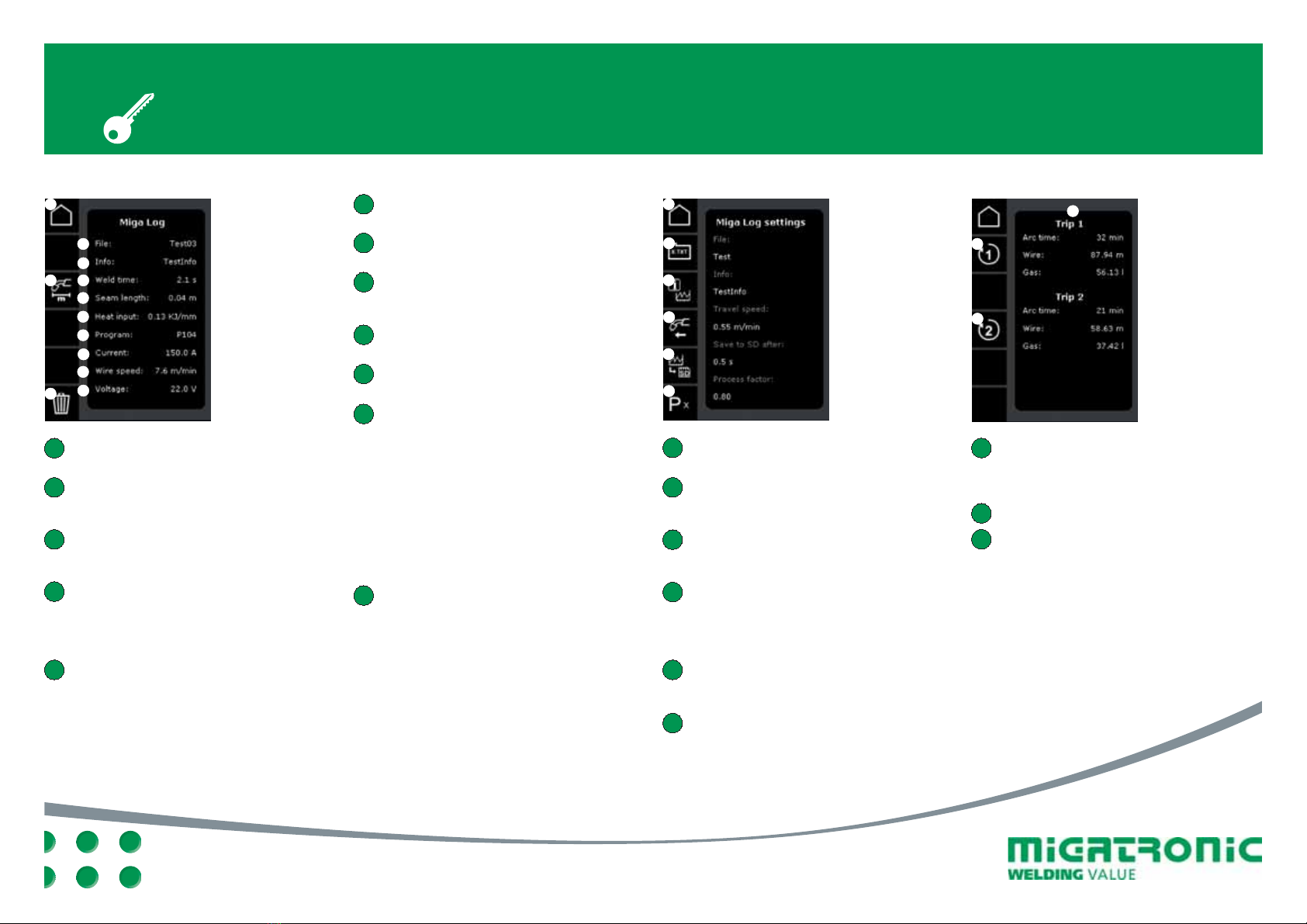
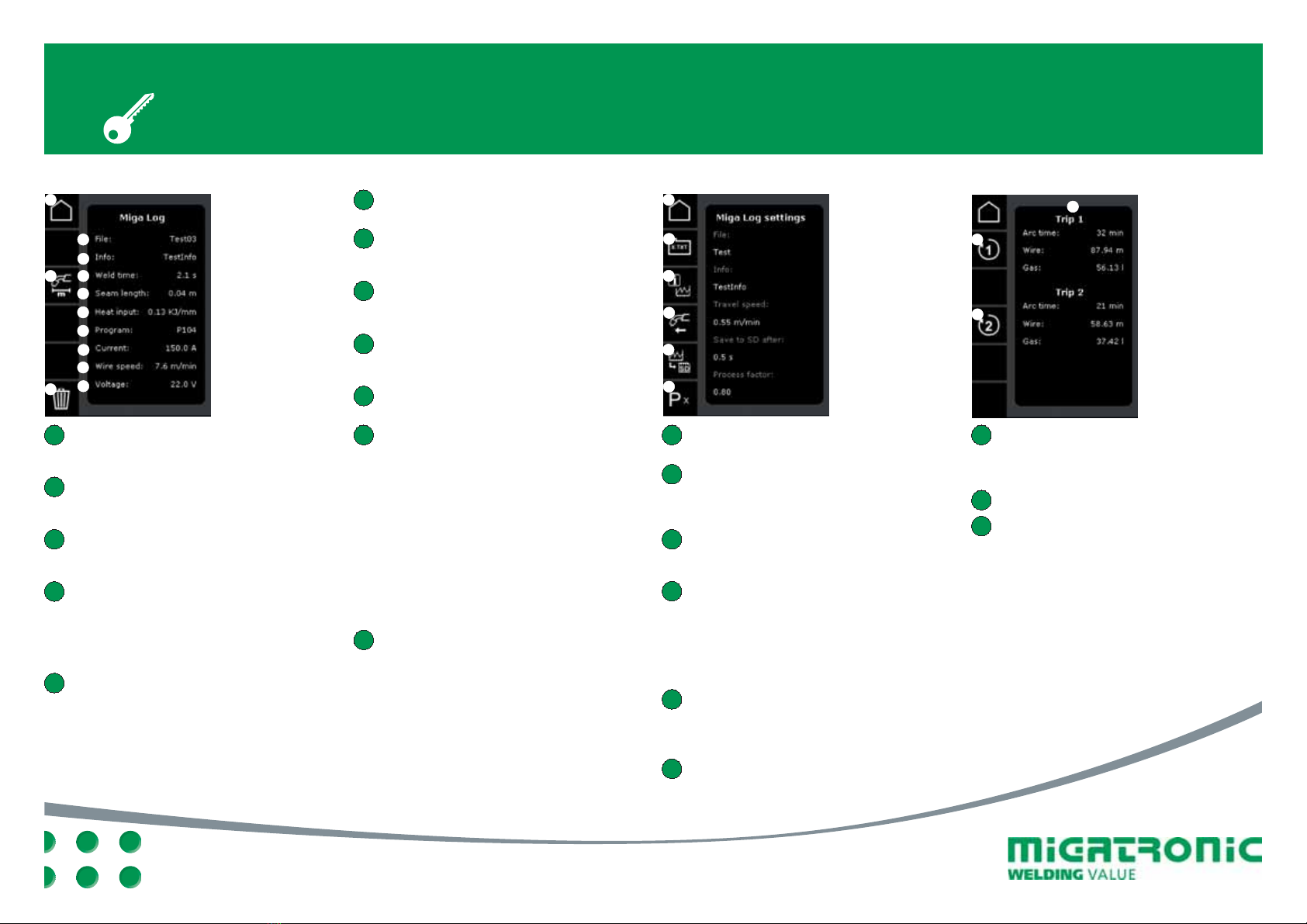
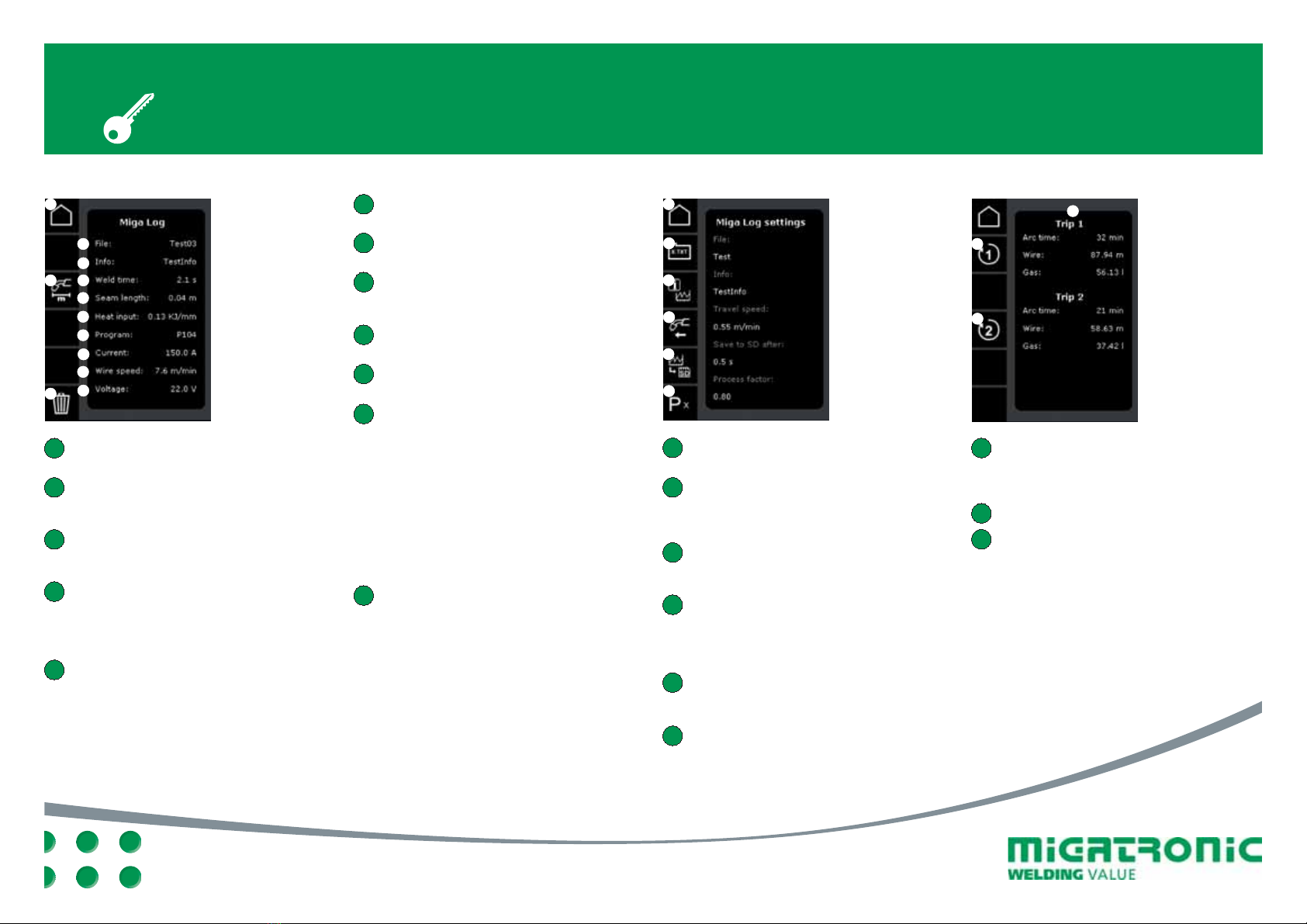
Migatronic MIGALOG User manual
Other Migatronic Welding System manuals

Migatronic
Migatronic PILOT 200 HP User manual

Migatronic
Migatronic PILOT 1800 User manual

Migatronic
Migatronic AUTOMIG 273i User manual

Migatronic
Migatronic PILOT 161 AC/DC User manual

Migatronic
Migatronic NAVIGATOR 2500 User manual

Migatronic
Migatronic PI PLASMA User manual

Migatronic
Migatronic PILOT 200 AC/DC User manual

Migatronic
Migatronic MIG 300 STB User manual

Migatronic
Migatronic MIG 385 MK III User manual

Migatronic
Migatronic PI 350 PLASMA User manual

Migatronic
Migatronic ZETA 60 User manual

Migatronic
Migatronic SIGMA 300 Compact User manual

Migatronic
Migatronic RALLY MIG 161i User manual

Migatronic
Migatronic MWF 11x User manual

Migatronic
Migatronic MIGACUT 5i User manual

Migatronic
Migatronic Automig X User manual

Migatronic
Migatronic FOCUS STICK 160E PFC User manual

Migatronic
Migatronic AUTOMIG 2 User manual

Migatronic
Migatronic ZETA 60 User manual

Migatronic
Migatronic AUTOMIG User manual




Popular Welding System manuals by other brands







TAFA
TAFA 30*8B35 owner's manual

Lincoln Electric
Lincoln Electric INVERTEC V350-PRO CE Technical specifications

ESAB
ESAB Buddy Arc 145 instruction manual

CIGWELD
CIGWELD 636804 use instructions

Red-D-Arc
Red-D-Arc DC-400 Operator's manual

Hobart Welding Products
Hobart Welding Products Spool Gun DP 3035-10 owner's manual