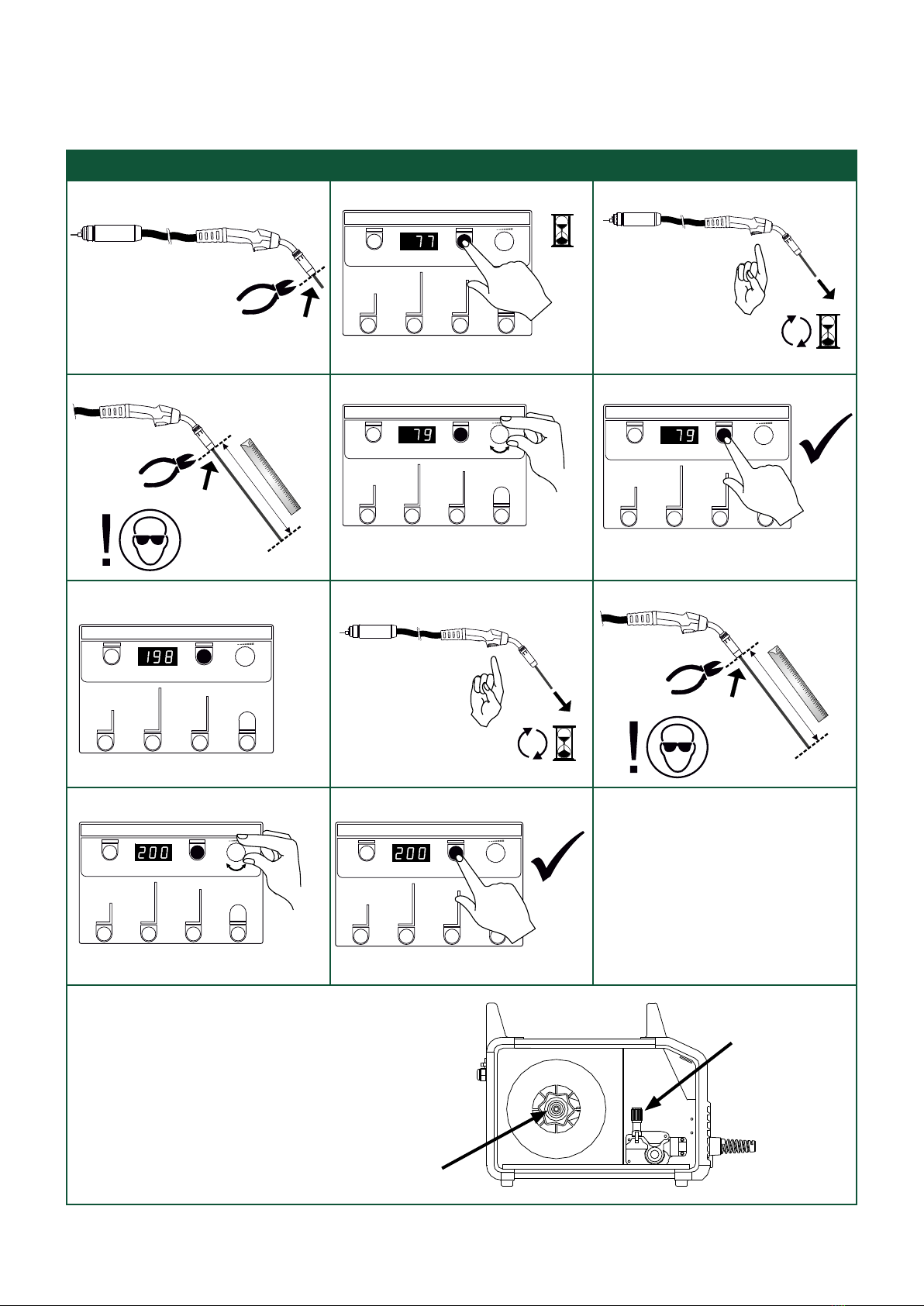
Migatronic RALLY MIG 161i User manual
Other Migatronic Welding System manuals

Migatronic
Migatronic FOCUS MIG 130 PFC User manual

Migatronic
Migatronic DELTA 140 E User manual

Migatronic
Migatronic SIGMA2 SYNERGIC User manual

Migatronic
Migatronic AUTOMIG 273i User manual

Migatronic
Migatronic PI 400 PLASMA User manual

Migatronic
Migatronic RALLY MIG 160 User manual

Migatronic
Migatronic OMEGA YARD PULSE User manual

Migatronic
Migatronic SIGMA ONE 300 User manual

Migatronic
Migatronic FOCUS TIG 200 PFC User manual

Migatronic
Migatronic TIG Scout 160 HP User manual

Migatronic
Migatronic MULTIMOTIVE Duo User manual

Migatronic
Migatronic Commander User manual

Migatronic
Migatronic AUTOMIG User manual

Migatronic
Migatronic FOCUS TIG 200 DC PFC User manual

Migatronic
Migatronic SIGMA SELECT 300 COMPACT User manual

Migatronic
Migatronic AUTOMIG XE User manual

Migatronic
Migatronic PI 200 DC HP User manual

Migatronic
Migatronic SIGMA NEXT RC 400 User manual

Migatronic
Migatronic automation CoWelder UR10E PI350 AC/DC Manual

Migatronic
Migatronic SIGMA SELECT ROBO User manual




Popular Welding System manuals by other brands







GF
GF MSA 330 instruction manual

Hakko Electronics
Hakko Electronics FX-888D instruction manual

Abicor Binzel
Abicor Binzel ABIPLAS WELD 100 W operating instructions

EWM
EWM Taurus 355 Basic TDM operating instructions

Thermal Dynamics
Thermal Dynamics PakMaster 100 XL plus operating manual

Berner
Berner PLASMACUT 54 instruction manual