4. Open upper access door and rotate blade
wheel by hand until weld portion of blade is
between the two fingers.
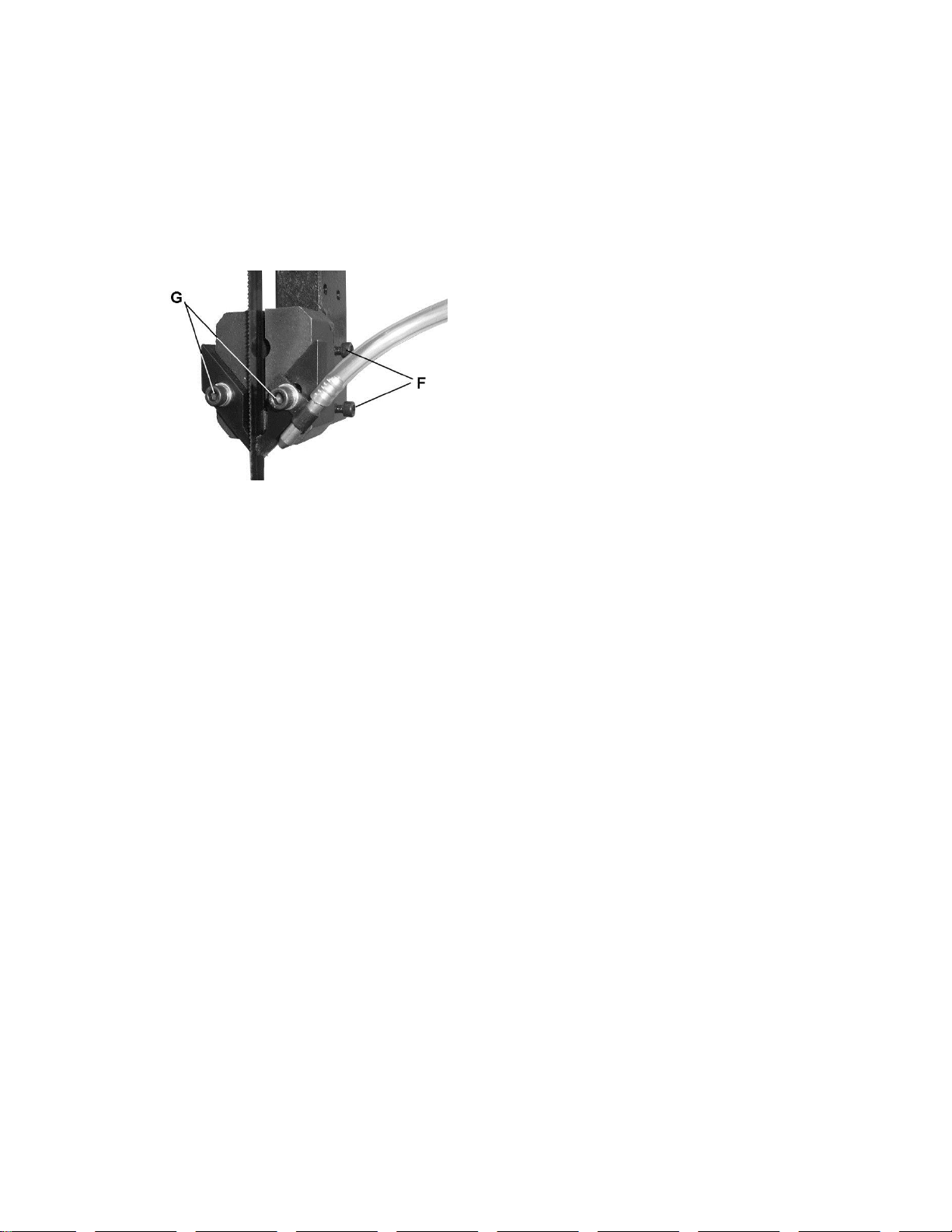
5. Loosen two socket head cap screws (G, Figure
9) and adjust each finger toward the blade.
They should not touch the blade. Adjust for
0.25mm clearance on either side.
6. Retighten the two screws (G, Figure 9) once
proper adjustment has been made. Be sure that
adjustment for air nozzle has not changed and
it directs the flow of air to the cut.
Figure 9
7. Adjust lower blade guides in similar manner.
Note: Even properly adjusted blade guides will show
wear after continual use. Readjust as necessary. If
the blade guides become difficult to adjust, switch
the left and right blade guides.
8.4 Top guide adjustment
Always position top guide to within 3mm of the top
surface of workpiece. This minimizes exposure of
operator’s hands to the saw blade.
8.5 Changing saw blades
1. Disconnect saw from power source.
2. Move upper blade guide to its highest position
and lock in place.
3. Open both wheel doors. Turn tension
adjustment handwheel counterclockwise to
loosen tension on blade.
4. Remove blade from both wheels and maneuver
it around blade guard on column and protective
shield on upper blade guide. Use gloves when
handling blades.
5. Install new blade by maneuvering around blade
guard on column and protective shield on upper
blade guide.
6. Place it between the fingers of both blade
guides and onto both wheels. Position next to
both wheel flanges. Make sure teeth point down
toward table. NOTE: If teeth will not point
downward regardless of blade orientation, the
blade is inside-out. Twist blade outside-in and
reinstall.
7. Tension blade by turning tension handwheel.
Rotate wheel by hand and make sure blade is
properly seated in blade guides. Blade guides
will have to be adjusted if the replacement blade
is a different type and width.
8. Turn on saw and check blade tracking. Adjust
tracking if necessary.
8.6 Work lamp
The work lamp uses a standard 20W/24V Halogen
light.
9.0 Blade selection
Proper blade selection is just as important to band
saw operation as is blade speed and material feed.
Proper blade selection will impact blade life,
straightness of cut, cut finish, and efficiency of
operation. Excessive blade breakage, stripping of
teeth, and waviness of cut are some of the results of
improper blade selection.
Blades are classified by material composition, tooth
shape, tooth pitch, tooth set, gage of the band
material, and kerf of the set (width of cut).
9.1 Material composition
Carbon Steel –low cost, for use with non-ferrous
materials, wood, and plastics.
High Speed Steel –resists heat generated by dry
cutting. Used for ferrous metals.
Alloy Steel –tough and wear resistant, cuts faster
with longer blade life. Used on hard materials. More
expensive than carbon or high speed steel.
Carbide Tipped –for cutting unusual materials
such as uranium, titanium, or beryllium.
9.2 Tooth shape
Note: When cutting thin materials, the rule for blade
pitch is to have a minimum of two teeth engaging
the material being cut at all times.
Standard Tooth - generally used to cut ferrous
metals, hard bronze, hard brass, and thin metals.
Skip Tooth - have better chip clearance (larger
gullet) and are used on softer, non-ferrous materials
such as aluminum, copper, magnesium, and soft
brass.
Hook Tooth - provides a chip breaker and has less
tendency to gum up in softer materials. Used in the
same materials as skip tooth but can be fed faster
than standard or skip tooth blades.
9.3 Set type
Straight Set –used for free cutting non-ferrous
materials; i.e., aluminum, magnesium, plastics, and
wood.