Bosch Rexroth AG TS 2plus 4.11–2
Eigenschaften TS 2plus · TS 2plus features · Caractéristiques TS 2plus
3 842 531 138 (2011.04)
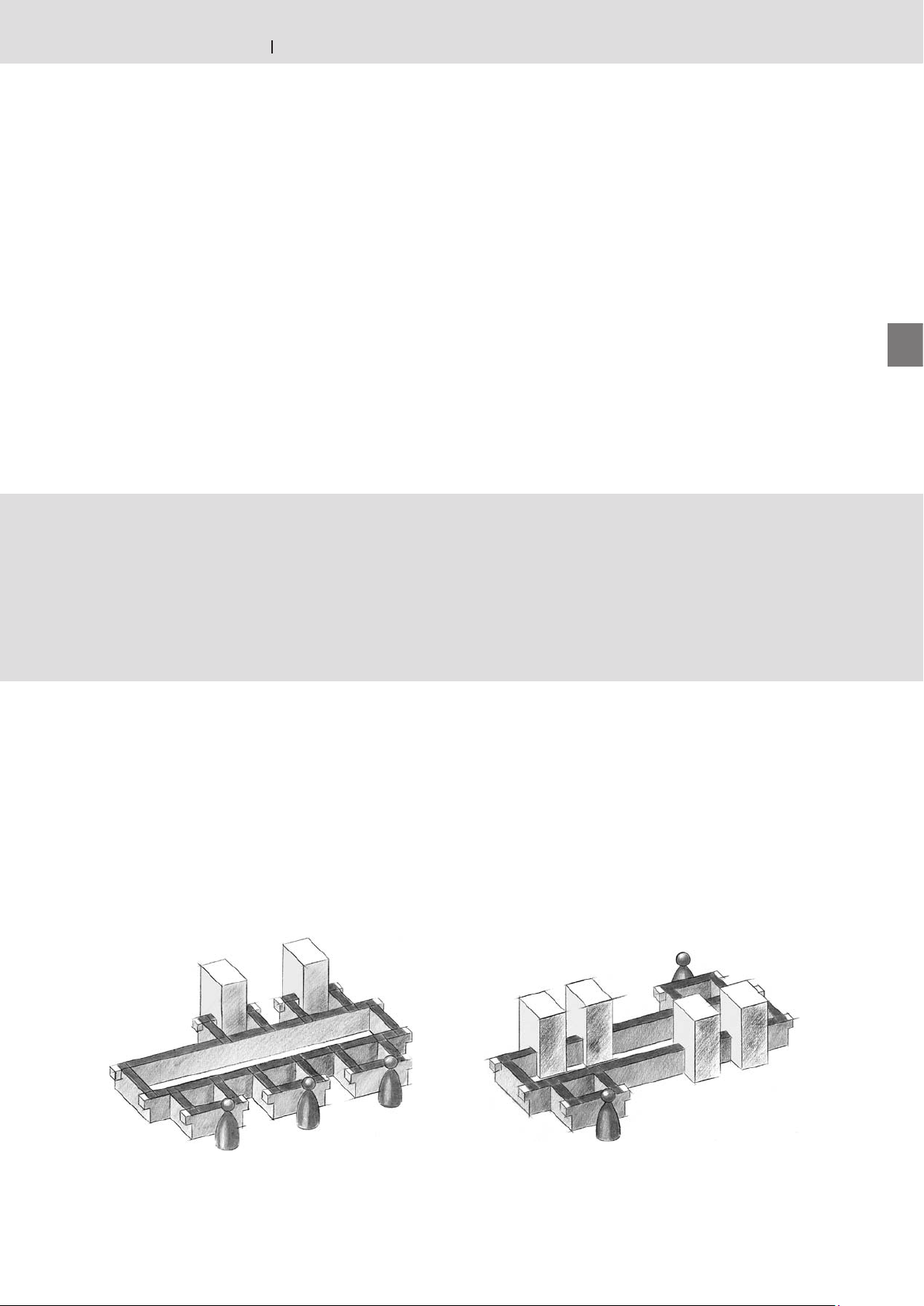
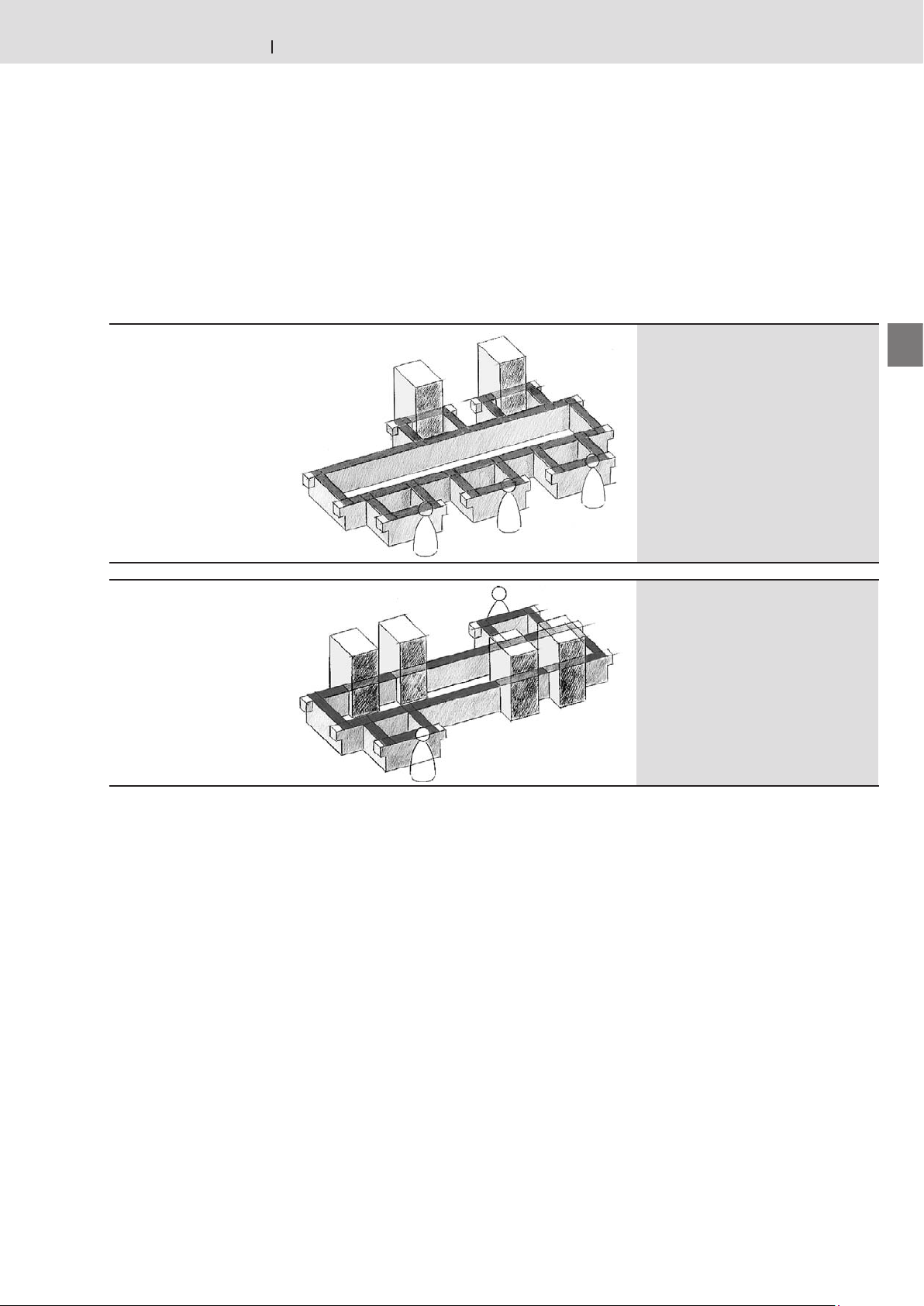
Funktionsprinzip
Operating principle
Principe de fonctionnement
Hauptschluss
Main circuit
Circuit principal
In einer Montagelinie werden mit Hilfe
eines Transfersystems Werkstücke von
Station zu Station befördert.
Auf zwei stetig umlaufenden Gurten,
Zahnriemen, Flachplattenketten oder
Staurollenketten oder Rundriemen
werden Werkstückträger (WT) über
Reibung mitgenommen. Die WT
nehmen die Werkstücke auf. Alle
Bearbeitungen erfährt das Werk stück
auf dem WT. Im Datenspeicher auf dem
WT werden Infor mationen über Ziele
und Bearbeitungszustände mitgeführt.
An den Stationen (Handarbeitsplätzen
oder Automatikstationen) wird der
WT durch Verein ze ler VE angehalten,
während das Fördermittel weiterläuft. Vor
einzelnen Stationen können mehrere WT
aufgestaut werden. Damit können kleine
Puffer gebildet werden. Nach beendetem
Arbeitsgang an der je weiligen Station
wird der WT für den Transport zur
nächs ten Ar beitsstation freigegeben.
Das Öff nen des pneumatischen VE
erfolgt dabei manuell oder durch eine
Stationssteuerung.
Am Ende des Montageablaufes wird das
fertig montierte Werkstück aus dem WT
entnommen.
On an assembly line workpieces have
to be transported from one station to
another using a transfer system.
Workpiece pallets (WT) are conveyed
by friction on two constantly moving
belts, toothed belts, flat top chains,
accumulation roller chains or rounded
belts. The workpiece pallets hold
the workpieces. A workpiece on the
workpiece pallets is transported through
all the processing stages. Information
about destination and processing
stage are carried in the workpiece
pallet memory. The workpiece pallet is
stopped by stop gates at stations (areas
for manual work or automatic stations),
while the conveyor continues moving.
Several workpiece pallets can be built up
in front of certain stations, to form small
buffers. Once the processing stage at
a station is completed, the workpiece
pallet is released to travel on to the
next work station. At the same time, the
pneumatic stop gate is opened, either
manually or with a station control.
At the end of the assembly process
the workpiece is removed from the
workpiece pallet.
Dans une chaîne de montage les pièces
sont transportées d’un poste à l’autre à
l’aide d’un système de transfert.
Des palettes porte-pièces (WT)
sont convoyées par friction sur deux
courroies de transport, courroies
dentées, chaînes à plate-formes,
chaînes à galets d‘accumulation ou
corroies rondes continuellement en
mouvement. Les palettes porte-pièces
servent à la réception des pièces. La
pièce est entièrement usinée sur la
palette porte-pièces. Les informations
concernant les destinations et l‘état
d‘usinage sont enregistrées dans la
mémoire de données sur la palette
porte-pièces. La palette porte-pièces est
stoppée aux postes de travail (postes de
travail manuel et postes automatiques)
grâce au séparateur VE pendant que
le convoyeur continue à avancer.
Plusieurs palettes porte-pièces peuvent
être accumulées devant un poste
permettant d‘en avoir quelques-unes
d‘avance. Une fois l‘opération terminée
au poste de travail correspondant, la
palette porte-pièce peut passer au
poste de travail suivant. L‘ouverture du
séparateur pneumatique VE se fait alors
soit manuellement, soit à l‘aide de la
commande poste.
En fin de chaîne de montage, la pièce
assemblée est enlevée de la palette
porte-pièce.