1. CAMPO DI UTILIZZO ..................................................................................6
2. CARATTERISTICHE TECNICHE ....................................................................6
3. DIMENSIONI e PARTI.................................................................................6
4. SICUREZZA ................................................................................................6
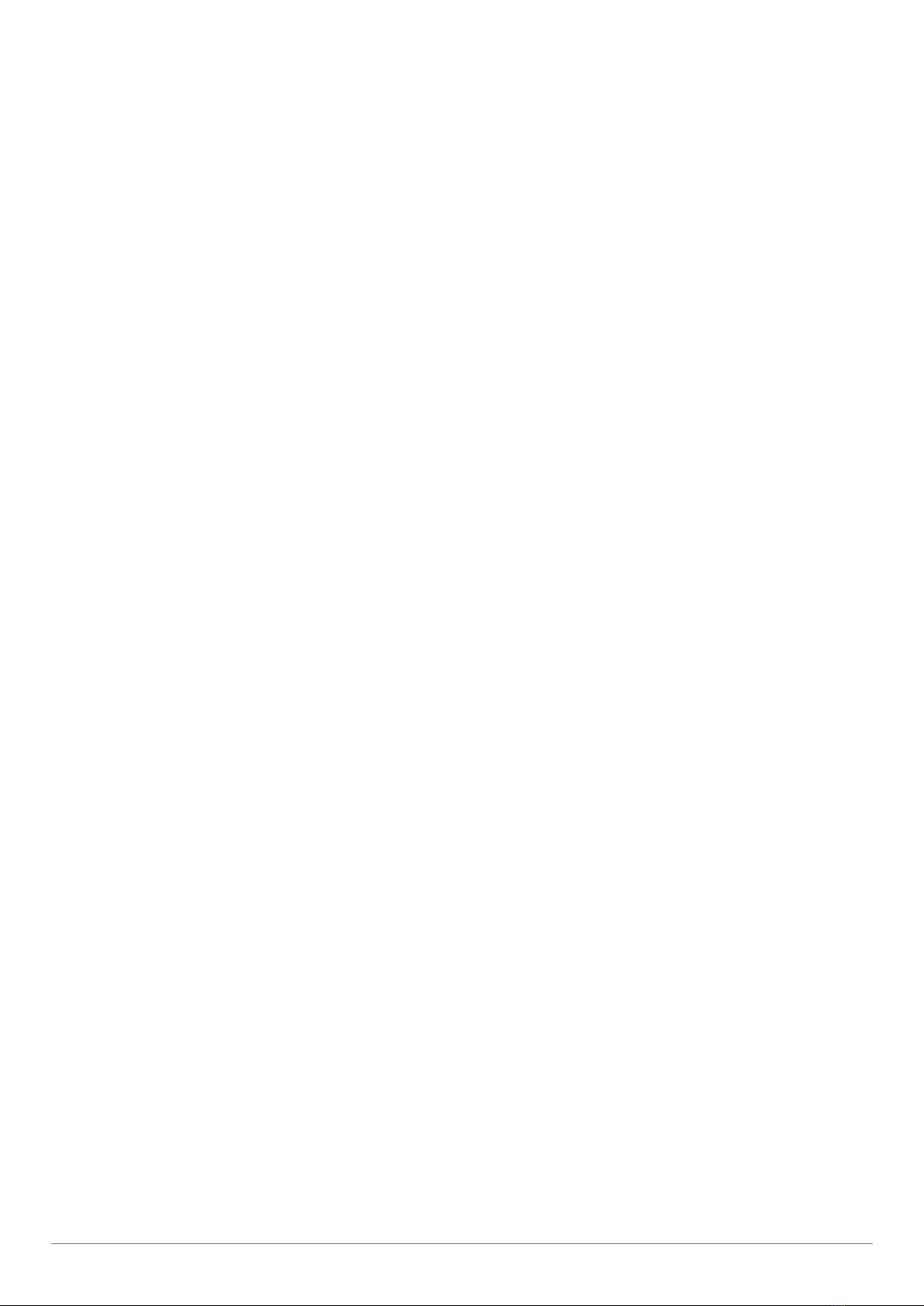
5. CRITERI GENERALI DI SALDATURA.............................................................8
6. USO...........................................................................................................9
PREPARAZIONE ESTRUSORE.....................................................................9
SOSTITUZIONE PATTINO .......................................................................9
COLLEGAMENTO ELETTRICO.................................................................9
ACCENSIONE.......................................................................................10
MENU MATERIALI...............................................................................10
RISCALDAMENTO................................................................................10
IMPOSTAZIONE TEMPERATURE PERSONALIZZATE .................................10
IMPOSTAZIONE TEMPERATURA ARIA .................................................10
IMPOSTAZIONE TEMPERATURA ESTRUSO ..........................................10
FLUSSO ARIA ..........................................................................................10
VERIFICHE ..............................................................................................10
ISTRUZIONI OPERATIVE..........................................................................11
SPEGNIMENTO.......................................................................................11
MENÙ IMPOSTAZIONI GENERALI ...........................................................12
CONTAORE .........................................................................................12
TEMPERATURA CELSIUS-FAHRENHEIT ................................................12
ACCENSIONE.......................................................................................12
REGOLAZIONE FLUSSO ARIA ...............................................................12
7. MANUTENZIONE.....................................................................................12
APERTURA ESTRUSORE.......................................................................12
8. MALFUNZIONAMENTI.............................................................................13
1. FIELD OF APPLICATION ...........................................................................15
2. TECHNICAL FEATURES.............................................................................15
3. DIMENSIONS AND PARTS........................................................................15
4. SAFETY RECOMMENDATIONS.................................................................15
5. WELDING CRITERIA .................................................................................17
6. USE .........................................................................................................18
SETUP ....................................................................................................18
SHOE REPLACEMENT ..........................................................................18
MAINS CONNECTION..........................................................................18
STARTUP.............................................................................................19
MATERIAL SELECTION.........................................................................19
WARM UP...........................................................................................19
CUSTOM TEMPERATURE SETTINGS .......................................................19
AIR TEMPERATURE SETTING...............................................................19
EXTRUDATE TEMPERATURE SETTING .................................................19
AIR FLOW...............................................................................................19
CHECKS ..................................................................................................19
OPERATING INSTRUCTIONS ...................................................................20
SHUTDOWN...........................................................................................20
SETTINGS MENU ....................................................................................21
WORKING HOURS...............................................................................21
CELSIUS-FAHRENHEIT TEMPERATURE.................................................21
STARTUP.............................................................................................21
AIR-FLOW SETTING.............................................................................21
7. MAINTENANCE .......................................................................................21
OPENING THE CASING ...........................................................................21
8. TROUBLESHOOTING................................................................................22
1. ANWENDUNGSBEREICH..........................................................................24
2. TECHNISCHE EIGENSCHAFTEN ................................................................24
3. ABMESSUNGEN UND BESCHREIBUNG DER BAUTEILE .............................24
4. SICHERHEITSNORMEN ............................................................................24
5. SCHWEIßNAHTFORMEN..........................................................................26
6. GEBRAUCHSANWEISUNG........................................................................27
VORBEREITUNG DES EXTRUDERS...........................................................27
SCHWEIßSCHUH ERSETZEN.................................................................27
ELEKTRISCHE ANSCHLÜSSE .................................................................27
EINSCHALTEN .....................................................................................28
SCHWEISSMENÜ.................................................................................28
VORWÄRMEN.....................................................................................28
BENUTZERDEFINIERTE TEMPERATUREINSTELLUNG ...............................28
EINSTELLUNG DER LUFTTEMPERATUR................................................28
TEMPERATUREINSTELLUNG DER PLASTIFIZIEREINHEIT.......................28
VERWENDUNG DES GEBLÄSES ...............................................................28
ÜBERPRÜFUNG ......................................................................................28
OPERATIVE ANWEISUNGEN ...................................................................29
AUSSCHALTEN........................................................................................29
STUNDENZÄHLER................................................................................30
ANLAUFEN..........................................................................................30
EINSTELLUNG DES LUFTSTROMS.........................................................30
7. WARTUNG ..............................................................................................30
ÖFFNEN DES GEHÄUSES.........................................................................30
REINIGUNG DER ZUFÜHRUNG ...............................................................31
8. FEHLERMEDLUNGEN...............................................................................31
1. CAMPO DE USO ...................................................................................... 33
2. CARACTERÍSTICAS TÉCNICAS ..................................................................33
3. DIMENSIONES Y PARTES.........................................................................33
4. CRITERIOS DE SEGURIDAD......................................................................33
5. CRITERIOS GENERALES DE SOLDADURA ................................................. 35
6. INSTRUCCIONES DE USO......................................................................... 36
PREPARACIÓN DE LA EXTRUSORA .........................................................36
SUSTITUCIÓN DEL PATÍN .................................................................... 36
CONEXIÓN ELÉCTRICA ........................................................................36
PUESTA EN MARCHA..........................................................................37
MENU DE LOS MATERIALES................................................................37
CALENTAMIENTO ............................................................................... 37
AJUSTE DE TEMPERATURA PERSONALIZADO......................................... 37
ESTABLECER TEMPERATURA DEL AIRE ............................................... 37
ESTABLECER TEMPERATURA PLASTIFICACIÓN.................................... 37
FLUJO DE AIRE.......................................................................................37
VERIFICACIONES.................................................................................... 37
INSTRUCCIONES OPERATIVAS................................................................ 38
APAGADO.............................................................................................. 38
MENÚ de CONFIGURACIÓN GENERAL ...................................................39
TIEMPO DE TRABAJO.......................................................................... 39
TEMPERATURA CELSIUS-FAHRENHEIT................................................ 39
PUESTA EN MARCHA..........................................................................39
AJUSTE DE FLUJO DE AIRE ..................................................................39
7. MANTENIMIENTO................................................................................... 39
APERTURA DE LA CARCASA ...................................................................39
REEMPLAZO DE CEPILLOS Y LIMPIEZA DE ARMADURA .......................... 40
8. MALFUNCIONAMIENTO.......................................................................... 40