At outdoor sites or in case of a high corrosion hazard, all
weld seams should only be carried out as continuous, fillet
weld. The HY-weld of the LRBS fulfills this specification.
The distance lugs assist in achieving the correct air gap for
the root of seam weld (approx. 3 mm, or 1/8") Lugs must
not be removed!
10. After welding, or sooner if conditions dictate, an annual
inspection should be undertaken by a authorized person to
check the continuance of the appropriateness.
Inspection criteria concerning paragraph 2 and 10:
•Completeness of Lashing Point
•Complete and readable marking of Lashing Capacity
as well as manufacturer sign
•Deformation at supporting structures like Basic
Components and Lashing Rings.
•Mechanical damage like strong notches, particully
in areas with tensile stress
•Reduction of cross sectional diameter caused by wear
> 10 %
•strong corrosion (pittings)
•Cracks on supporting structures
•Cracks or any other damage of the weld seam
Warning: Failure to read, understand and follow the
instructions, Lashing Capacity and specifications in this and
other RUD publications could result in serious injury or
property damage!
User Instruction
1. Usage only by authorized and trained persons.
2. Check Lashing Points regular and before every usage
in regard of cracks at weld seam, strong corrosion, wear,
deformations etc.
3. Design location of Lashing Points in such a way that
the base material can withstand lead in forces without
deformation. The weld on material must be free of
impurities, oil and paint.
Material of weld blocks S355J2+N (1.0570+N (St52-3))
B.S. 4360.50 D or AISI 1019
4. The quantity and the arrangement of the Lashing
Points on vehicles have to be determined acc. EN 12640
or EN 75410 (for RORO traffic; Roll-On - Roll-Off) as long
as the vehicles are not designated acc. their design and
mechanism for the transport of specific goods with special
demands for load securing. The Lashing Points shall be
arranged as wide as possible to use the full loading area
and they should not protrude in steady position. Execute
the position of the Lashing Points with the load in such a
way that unacceptable stress like twisting or tilting will be
avoided.
Warning: Lashing Points must not be used for Lifting
of loads.
5. Determine the required, permitted Lashing Capacity
acc. EN 12 195-1 „Load securing devices on road
vehicles“ - calculation of Lashing Capacities and acc.
VDI 2700. RUD-Lashing Points are marked at the
welding block with the permitted lashing capacity
„LC“ in daN.
6. The Lashing device must be free moveable within the
LRBS. During hang up and unhinge of the lashing devices
there must no crush, cutting or traps occur for the
handling.
7. Suitability of temperature use: RUD-Lifting points LRBS
are suitable for the temperature range from -20°C up to
400°C. For the use within the following temperature range,
the WLL must be reduced by the following factors:
200°C up to 300°C: by -10 % and
300°C up to 400°C: by -25 %
The lifting points LRBS can be stress-relieved one-time in
an unloaded condition, together with the load (e.g. welded
construction): Temperature < 600°C (1100°F, without a
reduction of the WLL).
The evidence of the suitability of the used weld metal must
be mentioned by the respective filler material manufacturer.
8. Please make Lashing Point easy visible by using a
contrasting colour as paint.
9. Weld seam arrangement (continuous HY) fulfills the
following requirements: DIN 18 800 Structural steel
elements specifies:
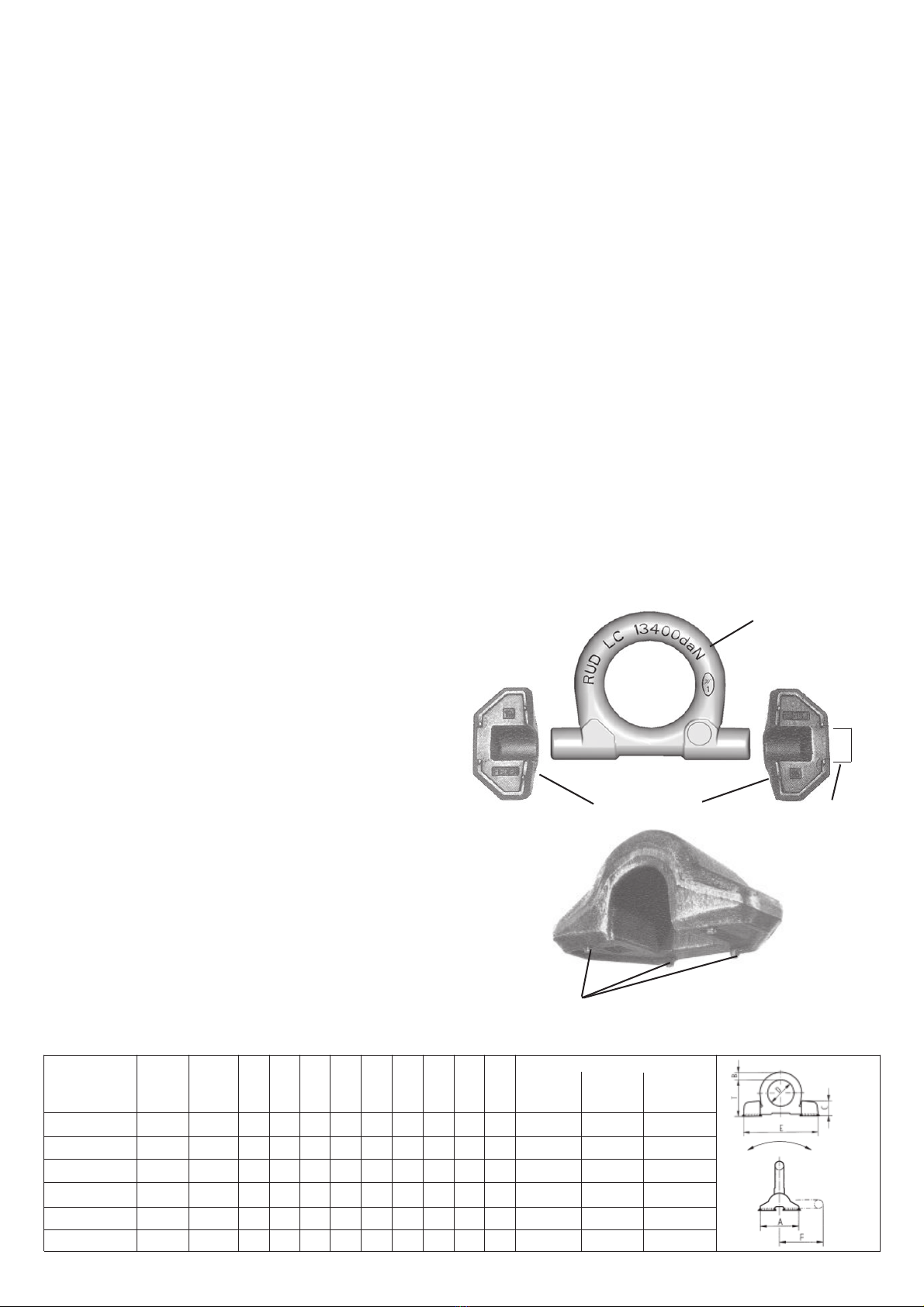
welding block
Lashing Ring
Type pem. Part.-No.:
LC weight A B C D EFTO Q
daN kg LRBS Lashing Ring welding block
LRBS 8000 8000 0.9 62 16 28 48 135 71 65 19+0,5 77+1 7993148 7993477 7992004
LRBS 13400 13400 2.1 88 20 39 60 170 92 84 25+0,5 101+1 7993149 7993478 7992005
LRBS 20000 20000 3.0 100 22 46 65 195 100 95 30+0,5 106+1 7993150 7993479 7992007
LRBS 32000 32000 6.9 130 30 57 90 266 134 127 38+0,5 147+1 7993151 7993480 7992008
chart 1
Pivots
180 °
water outlet
distance lugs approx. 3 mm
(1/8", 0.125 inch)





























