Table of contents
SCHMIDT®HydroPneumaticPress 361-376 –V3.1 3
Table of contents
1Safety..................................................................4
1.1 Designated use.....................................................................................4
1.2 Organizational measures of the owner.................................................4
1.3 Residual risks........................................................................................5
1.4 Noise emission of the press..................................................................6
1.5 Standards and regulations....................................................................6
2HydroPneumaticPress.......................................7
2.1 HydroPneumaticPress ..........................................................................7
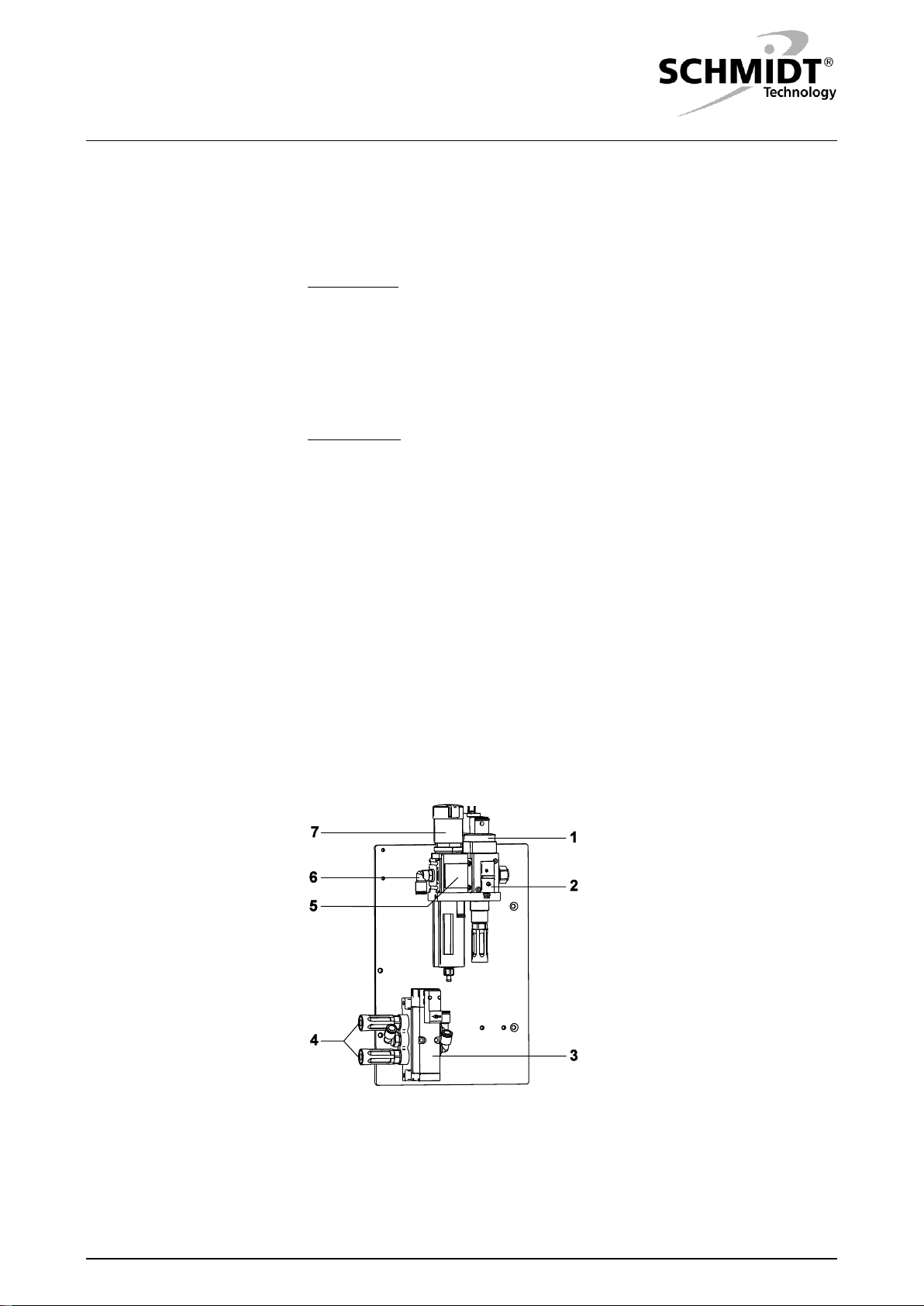
2.2 Pneumatic block (optional)....................................................................8
3Assembly and start-up....................................11
3.1 Delivery ...............................................................................................11
3.2 Transport.............................................................................................11
3.3 Installation of the press.......................................................................12
3.4 Mounting tools.....................................................................................14
3.5 Adjusting the working height...............................................................16
3.6 Adjusting the working stroke...............................................................19
3.7 Connecting the compressed air..........................................................20
3.8 Setting the stroke takeover .................................................................21
4Maintenance and servicing.............................22
4.1 Checking the compressed air preparation..........................................23
4.2 Cleaning the press and the ram..........................................................23
4.3 Checking the ram guiding ...................................................................23
4.4 Checking the hydraulic hoses.............................................................24
4.5 Adjusting the force measurement.......................................................25
4.6 Checking the stroke sensor ................................................................25
4.7 Checking the oil level..........................................................................26
4.8 Check height adjustment ....................................................................27
4.9 Troubleshooting ..................................................................................28
4.10 Customer service................................................................................29
5Decommissioning and disposal.....................30
5.1 Decommissioning................................................................................30
5.2 Disposal ..............................................................................................30
6Appendix..........................................................32
6.1 Technical data.....................................................................................32
6.2 Pressure/Force diagrams....................................................................33
6.3Air consumption ..................................................................................34
6.4 Tightening torques ..............................................................................34