7
02.11
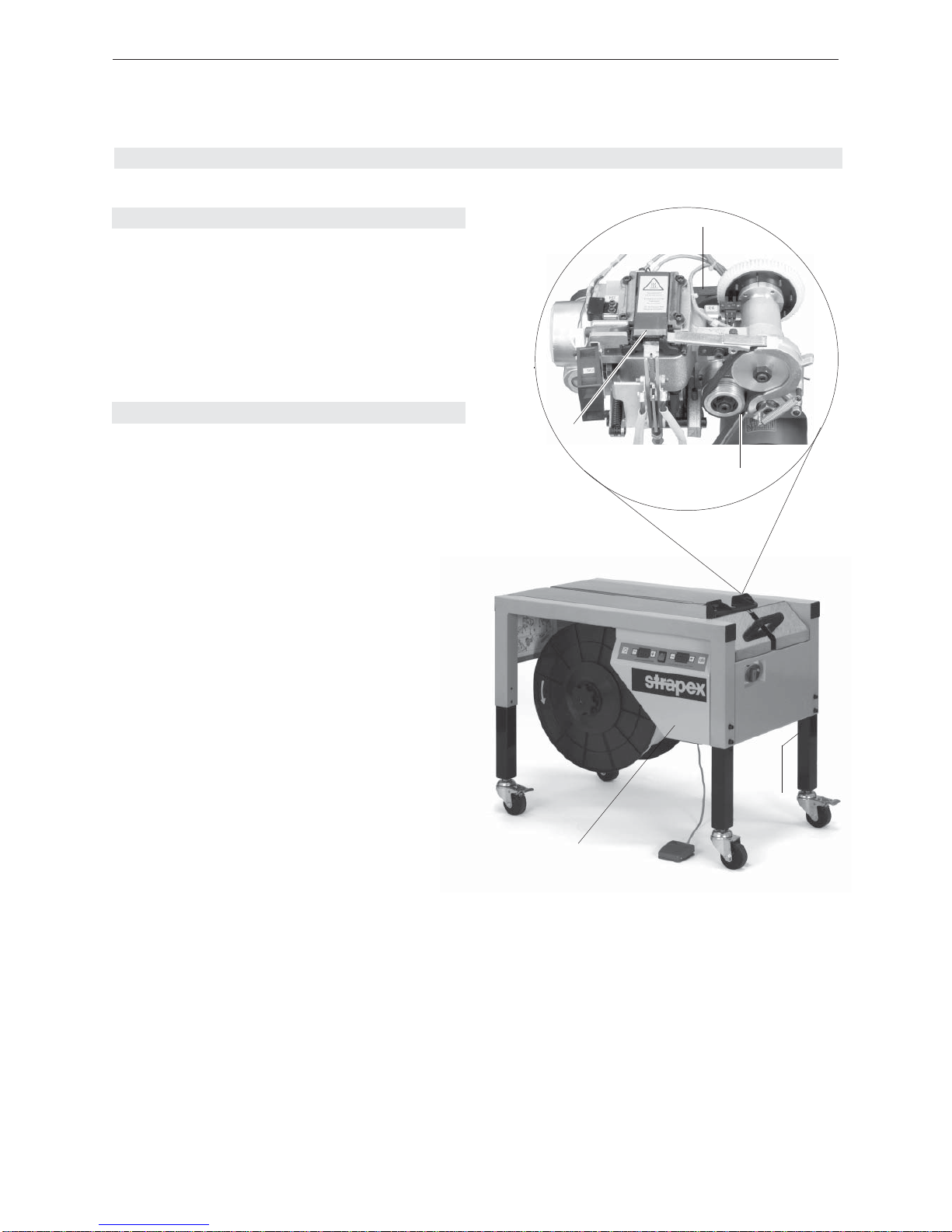
Strapex SMA 20
5.2.1 ABLAUFBESCHREIBUNG
Die Ablaufbeschreibung bezieht sich auf eine auto-
matische Umreifung. Die Bezeichnungen der Kupp-
lungen und Mikroschalter sind dem Elektroschema
auf Seite 51 und dem Ablaufdiagramm auf Seite 53
entnommen.
Voraussetzung
– Maschine eingeschaltet
– Band vorgeschoben
– Heizelement ist heiss
a) Band zurückziehen und spannen
Nachdem das Band manuell um das Packgut gelegt
wurde, wird der Bandanfang in den Verschlusskopf
geführt. Dort wird der Mikroschalter B4 „Umreifung
auslösen“ aktiviert. Dadurch zieht die Elektromagnet-
Kupplung Y1 an. Über eine Kurvenscheibe und einen
Stössel wird der rechte Klemmer nach oben bewegt.
Dadurch wird das Band geklemmt. Über die gleiche
Kurvenscheibe wird nach dem Klemmen der Mikro-
schalter B1 „Aggregat“ aktiviert. Die Elektromagnet-
Kupplung Y1 wird ausgeschaltet und gleichzeitig zieht
die Elektromagnet-Kupplung Y2. Dadurch wird der
Spannriemen in die Gegenrichtung bewegt und das
Band wird gespannt. Ist die eingestellte Spannung er-
reicht (keine Impulse mehr an der Gabellichtschranke
B3), wird die Elektromagnet-Kupplung Y1 „Aggregat“
wieder aktiviert.
b) Band abschneiden und verschliessen
Über das Schneckengetriebe wird eine Kurvenscheibe
gedreht, wodurch über einen Stössel der linke Klem-
mer nach oben gefahren und das Band geklemmt
wird. Über die gleiche Kurvenscheibe wird nach dem
Klemmen der Mikroschalter B2 „Bandspannung lösen“
aktiviert. Die Elektromagnet-Kupplung Y2 wird ausge-
schaltet. Dadurch wird das Band durch den Spannrie-
men nicht mehr gespannt.
Nachdem der linke Klemmer die Klemmposition er-
reicht hat, wird über eine Kurvenscheibe das erhitzte
Heizelement zwischen die Bänder eingeschwenkt.
Dabei erhitzen sich die Bänder. Danach wird über
eine weitere Kurvenscheibe und einen Stössel der
mittlere Klemmer nach oben gefahren und das Band
abgeschnitten.
In der Folge wird der mittlere Klemmer etwas nach
unten gefahren, das Heizelement herausgeschwenkt
und anschliessend der mittlere Klemmer wieder
nach oben bewegt. Bei diesem Vorgang werden die
erhitzten Bänder zusammengepresst und dadurch
verschweisst.
Nach dem Schweissvorgang werden alle drei Klem-
mer nach unten bewegt. Die Schieberplatte wird kurz
zurückgefahren und das verschweisste Band freige-
geben. Danach fährt die Schieberplatte wieder vor.
Sind die drei Klemmer unten und die Schieberplatte
wieder vorgefahren, ist die Verschliesseinheit in der
0°-Stellung (Grundstellung).
c) Band vor
In der 0°-Stellung wird der Mikroschalter B1 „Aggre-
gat“ aktiviert. Die Elektromagnet-Kupplung Y3 zieht
und das Band wird auf den voreingestellten Wert
vorgeschoben.