603.11
Strapex SMA 30
5BESCHREIBUNG
5.2 FUNKTIONSBESCHREIBUNG
a) Aggregat
Das Aggregat besteht im wesentlichen aus zwei 230
V-Motoren M23 und M26 welche über Antriebsriemen
die Spanneinheit sowie die Verschliesseinheit antrei-
ben.
Die Verschliesseinheit wird über Kurvenscheiben und
dazugehörende Stössel gesteuert. Über die Stössel
werden drei Klemmer bewegt, die für das Halten,
Abschneiden und Verschweissen des Bandes benutzt
werden. Über eine weitere Kurvenscheibe wird das
Heizelement zu den Bändern geschwenkt, um sie zu
erhitzen und zu verschweissen.
Der Ventilator dient dazu, den Rauch, der während
des Schweissvorgangs entsteht, abzusaugen.
Die Spanneinheit welche über den umschaltbaren Mo-
tor M26 angetrieben wird ist für den Vorschub/Rück-
zug des Kunststoffbandes zuständig. Das Spannen
erfolgt über einen Spannarm an der Spanneinheit.
b) Maschinengestell
Das Maschinengestell ist der fahrbare Träger aller
Baugruppen. Die beiden Tischbleche sowie die seitli-
che Servicetüre können für Wartungsarbeiten geöffnet
werden. Beim Öffnen der Servicetüre wird der Motor-
Stromkreis unterbrochen.
Seitlich am Maschinengestell ist die Abrollereinheit (e)
platziert. Ein Einfädelschema befindet sich ebenfalls
bei der Abrollereinheit. Oben am Maschinengestell ist
das Bedienpanel (f) sowie der Bogen (c) angebracht.
c) Bogen
Der Bogen welcher in fünf Grössen erhältlich ist, be-
steht aus federbetätigten Bandführungen. Das Band
wird in die geschlossenen Bandführungen eingescho-
ben, während des Zurückziehen des Bandes geben
die Bandführungen das Band frei.
d) Bandmagazin
Im Bandmagazin wird das Band aufbewahrt, welches
für die nächste Umreifung benötigt wird. Der Bandvor-
schub erfolgt über den 230 V Motor M29. Auch Band,
welches beim Bandrückzug/Bandspannen zurückge-
zogen wird, sammelt sich im Magazin.
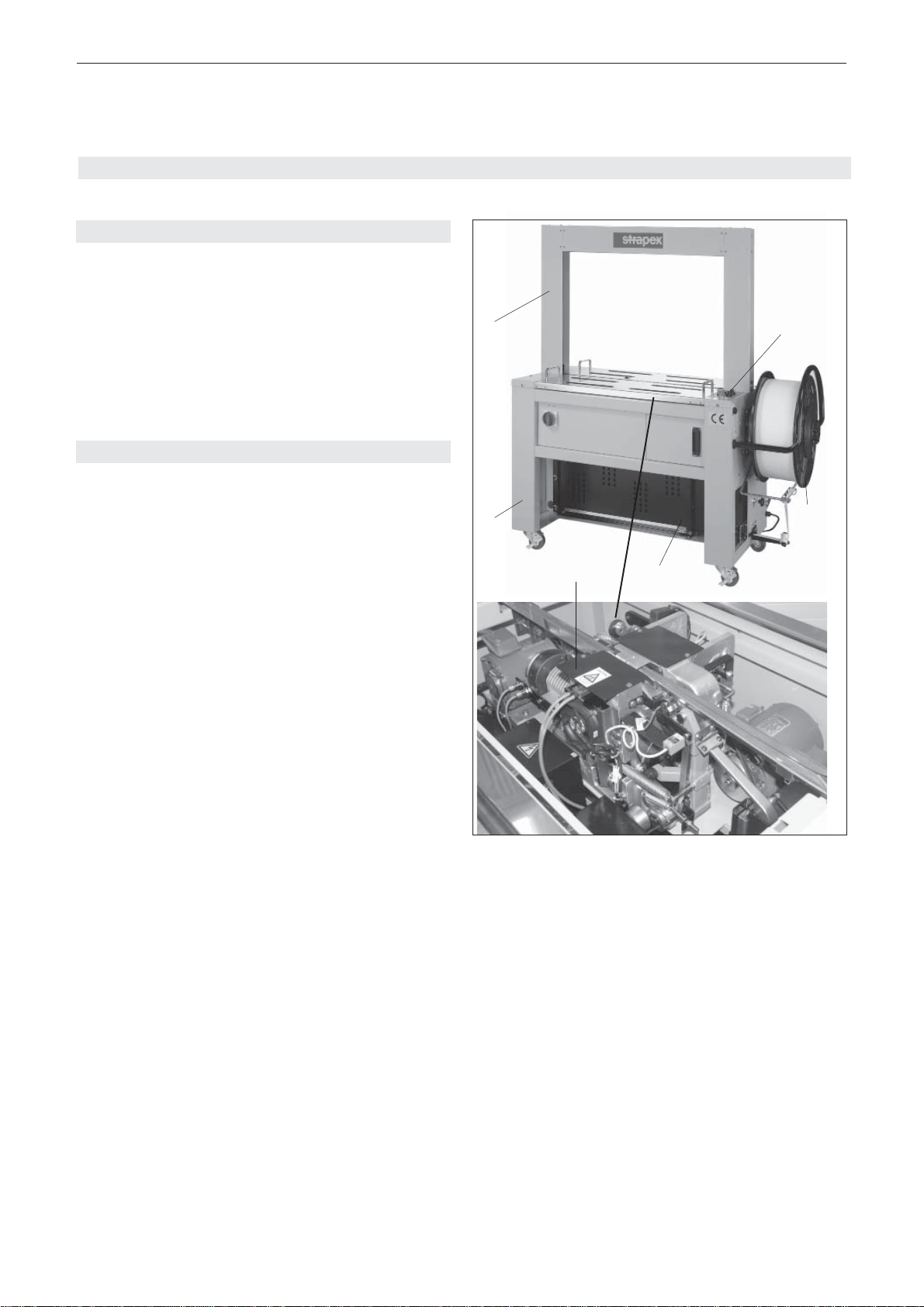
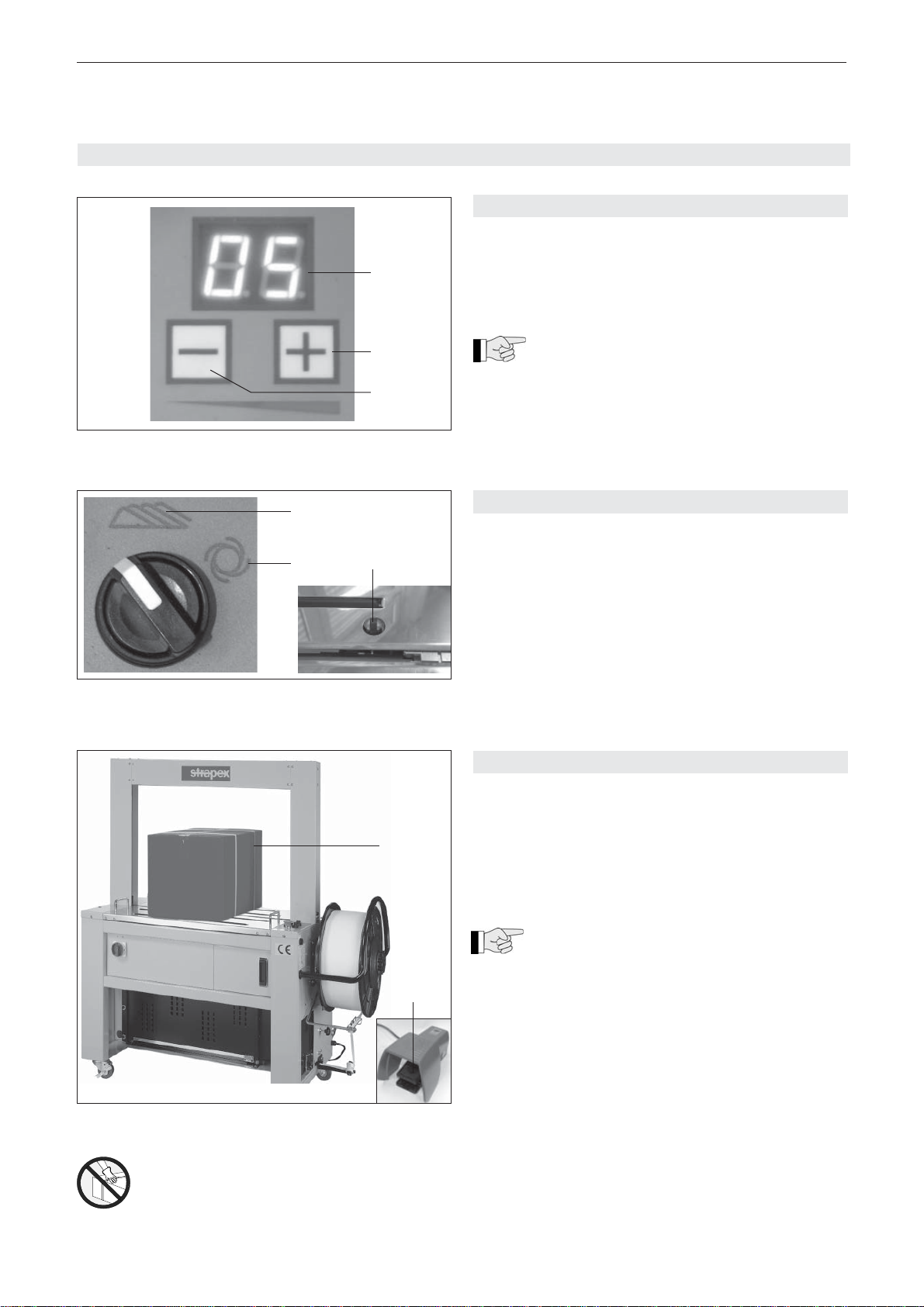
5.1 AUFBAU
Die Maschine besteht aus folgenden Hauptbaugrup-
pen (siehe Fig. 2):
a Aggregat
b Maschinengestell
c Bogen
d Bandmagazin
e Abrollereinheit
f Bedienpanel /Elektroteil
b
Fig. 2
a
c
d
e
f
Die Bandmenge im Magazin ist abhängig von der
Paketgrösse welche umreift wird. Diese Bandmenge
wird über ein Handrad unterhalb des Abrollers einge-
stellt.
e) Abrollereinheit
Die Abrollereinheit dient zur Aufnahme der Bandspule.
Das Einfädeln des Bandes, muss gemäss Einfädel-
schema sowie der Beschreibung in dieser Anleitung
vorgenommen werden.
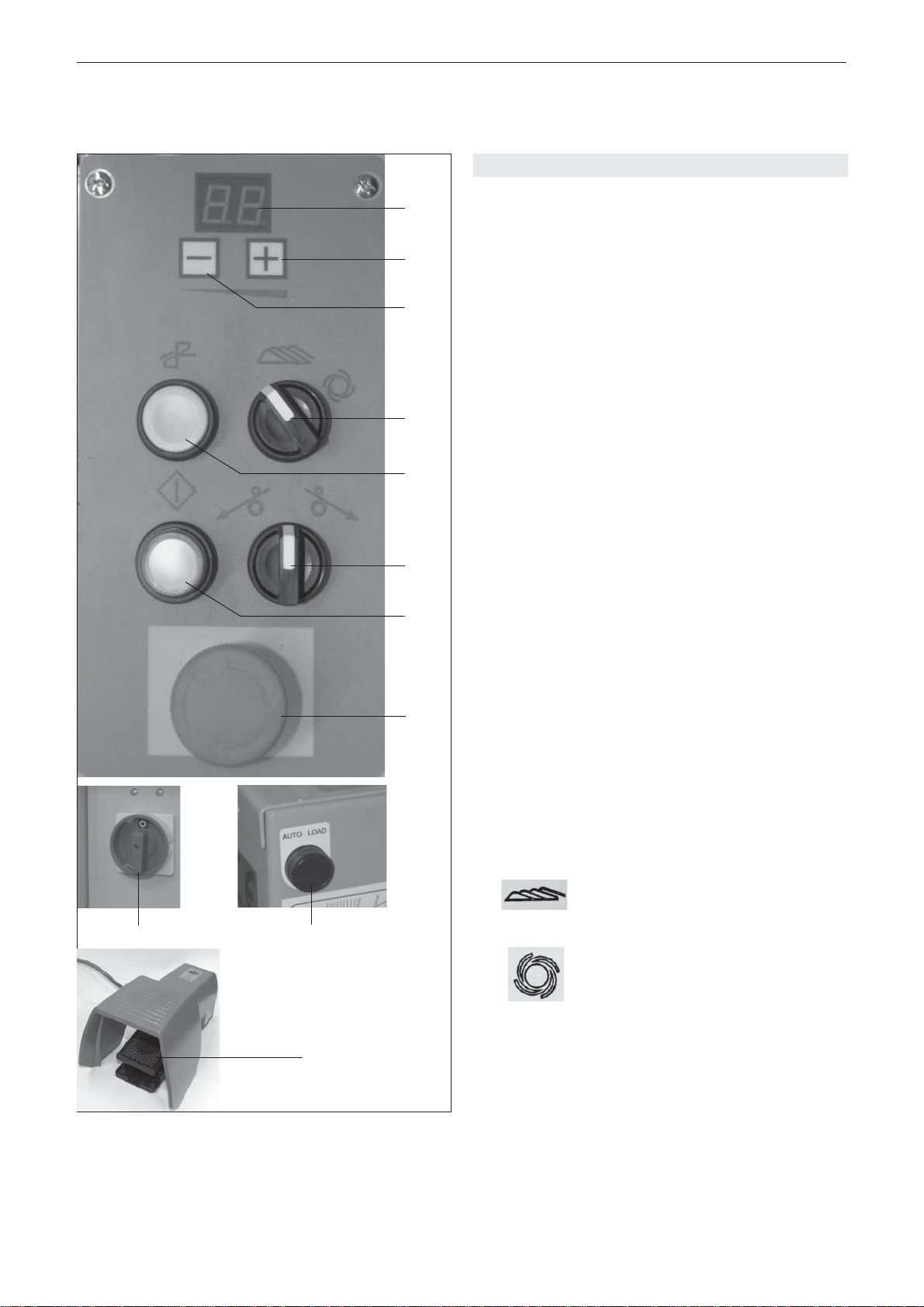
f) Bedienpanel / Elektroteil
Im Bedienpanel befinden sich sämtliche Bedienungs-
elemente, siehe Kapitel Bedienelemente 5.3.
Der Elektroteil befindet sich unten auf der hinteren
Seite des Maschinengestelles. Der Elektroteil ist für
Wartungsarbeiten nach dem Entfernen von zwei
Deckeln gut zugänglich.