Tecline
UM-5
The Partly Completed Machinery shown in this catalog is to be
considered a mere supply of simple Cartesian axes and their ac-
cessories agreed when the contract is stipulated with the client. The
following are therefore to be considered excluded from the contract:
1. Assembly on the client’s premises (direct or final)
2. Commissioning on the client’s premises (direct or final)
3. Testing on the client’s premises (direct or final)
It is therefore understood that the aforementioned operations
in points 1.,2., and 3. are not chargeable to Rollon. Rollon is the
supplier of Partly Completed Machinery, the (direct or final) client
• Mechanical risks due to the presence of moving elements (X, Y axes).
• Risk of fire resulting from the flammability of the belts used on the axes,
for temperatures in excess of 250 °C in contact with the flame.
• The risk of the Z axis dropping during handling and installation
operations on the partly completed machinery, before commissioning.
• Risk of the Z axis dropping during maintenance operations in the case
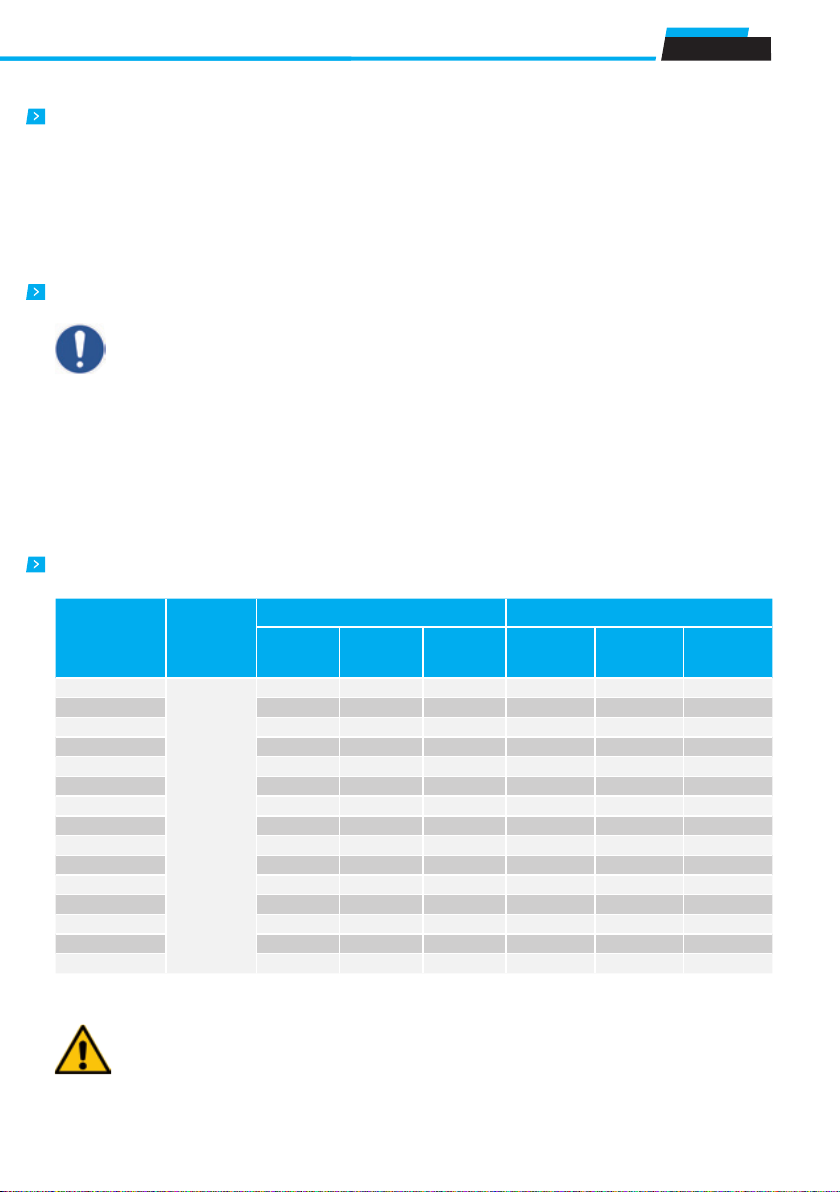
All the screws belong to the UNI-3740. Locking assemblies are provided with class 12.9 fastening screws.
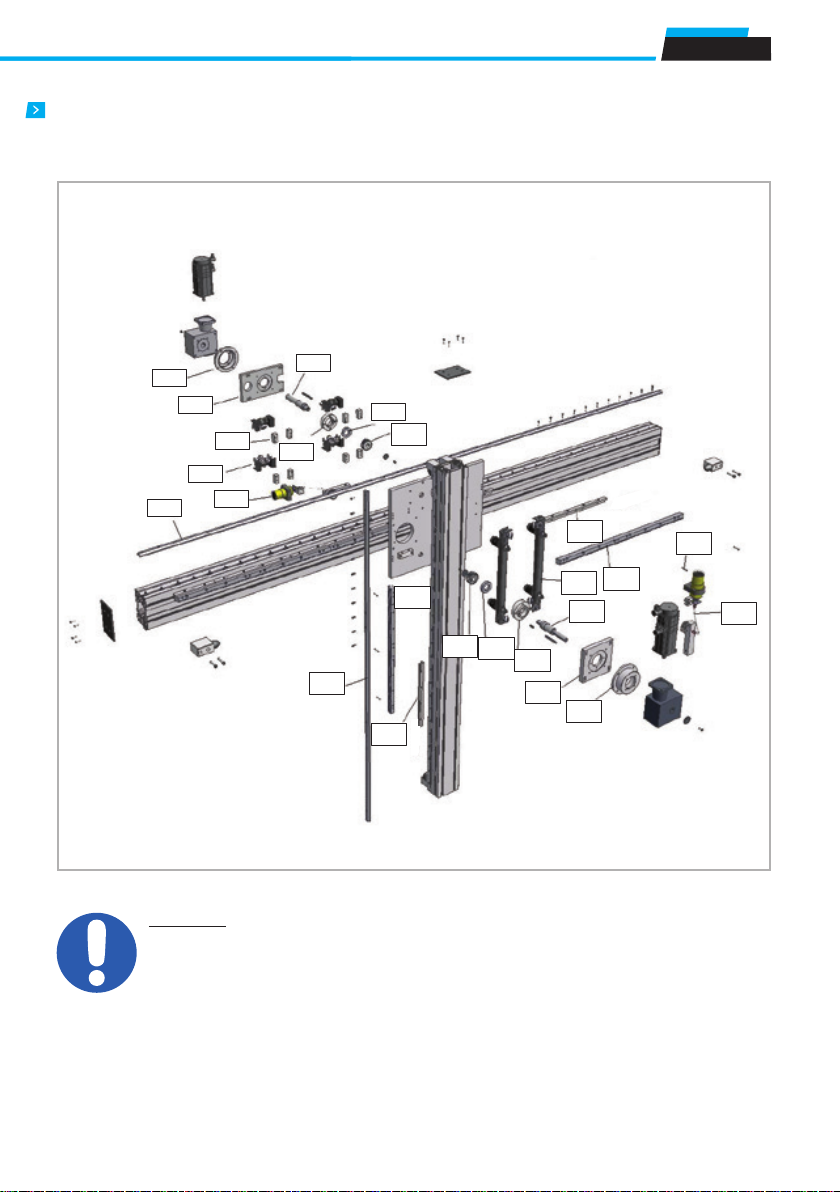
Basic components
Residual risks
Tightening torque and traction vector values
Thread
Friction
coefficient
Tightening torque [Nm] Traction vector [Nm]
Resistance
grade
8,8
Resistance
grade
10,9
Resistance
grade
12,9
Resistance
grade
8,8
Resistance
grade
10,8
Resistance
grade
12,8
M3
0,15
1,21 1,21 2,09 2075 3048 3567
M4 2,78 4,09 4,79 3594 5279 6178
M5 5,5 8,1 9,5 5886 8645 10116
M6 9,5 14,0 16,4 8302 12194 14269
M8 23 34 40 15242 22388 226498
M10 46 67 79 24275 35655 41724
M12 79 116 136 35401 51995 60845
M14 127 187 219 46816 71408 83563
M16 1998 291 341 66955 98340 115079
M18 283 402 471 8346 119454 139787
M20 402 570 667 107941 153657 179811
M22 552 783 917 134806 192157 224865
M24 691 981 1148 155489 221266 258928
M27 1022 1452 1700 204577 291534 341157
M30 1387 1969 2305 248811 354209 414500
is responsible for testing and safely checking all equipment whi-
ch, by definition, cannot be theoretically tested or checked at our
facilities where the only movement possible is manual movement
(for example: motors or reduction gears, cartesian axes movements
that are not manually operated, safety brakes, stopper cylinders,
mechanical or induction sensors, decelerators, mechanical limit
switches, pneumatic cylinders, etc.). The partly completed machine
must not be commissioned until the final machine, in which it is to
be incorporated, has been declared compliant, if necessary, with the
instructions in Machinery Directive 2006/42/CE.
IMPORTANT!
All screws used for installing ROLLON modules have self-
locking washers or semi-permanent threadlock fluid (blue,
such as Loctite 243). We recommend that the user also
employ these devices, both while setting up the partially
assembled machine in this manual, and during the assembly
or maintenance phases: If this is not done, the manufacturer
of the partially assembled machine declines all responsibility
for any accidents, breakage, damage and the consequences
of said events on people, animals and property, due to the
failure of fixing elements.
of a drop in the electrical power supply voltage.
• Crushing hazard near moving parts with divergent and convergent
motion.
• Shearing hazard near moving parts with divergent and convergent
motion.
• Cutting and abrasion hazards.