7
5. Do not use fluxes which contain chloride or acid. Use only rosin or resin activated
fluxes.
6. If an oxide film forms, it can be removed by careful buffing with 600-800 grit
emery cloth, isopropyl alcohol or equivalent and then the tinned areas with
rosin-core solder after the resin-core has melted.
NEW TIPS
Applying the following steps give the tip optimum life.
1. Set both temperature to min. then turn the main power switch to the “ON”
position.
2. Set soldering tip temperature to 250℃(500℉approx.) and desoldering tip
temperature to min. Coat the tinned surfaces with rosin-core solder after reaching
250℃.
3. Set to the desired temperature about 3 minutes after being warmed that the station
will be ready for sue once it reaches preset temperature.
IMPORTANT: Remove and clean the tip daily. If a new tip is installed, remove any
loose build up ion the tip and barrel assembly, otherwise the tip may fuse to the
heating element or retaining barrel.
METHOD TO CHECK FOR LOSS OF SUCTION
The following procedures should be used on LF-8000 to check whether loss of
suction is due to the tip, solder collector, tube or in-line filter.
CAUTION: THE DESOLDER SWITCH MUST BE “OFF” AND ALLOW THE
IRON TO COLL BEFORE ATTEMPTING THE FOLLOWING PROCEDURES:
1. Disconnect vacuum tube form the fitting on the front panel, place finger over the
hole of the fitting, depress vacuum switch and you should have a strong vacuum.
If not, send back to your nearest service center for pump repair.
2. Disconnect the inline filter from the iron assembly, depress vacuum switch,
replace filling of the in-line filter if there is little vacuum pressure or the filters are
discolored.
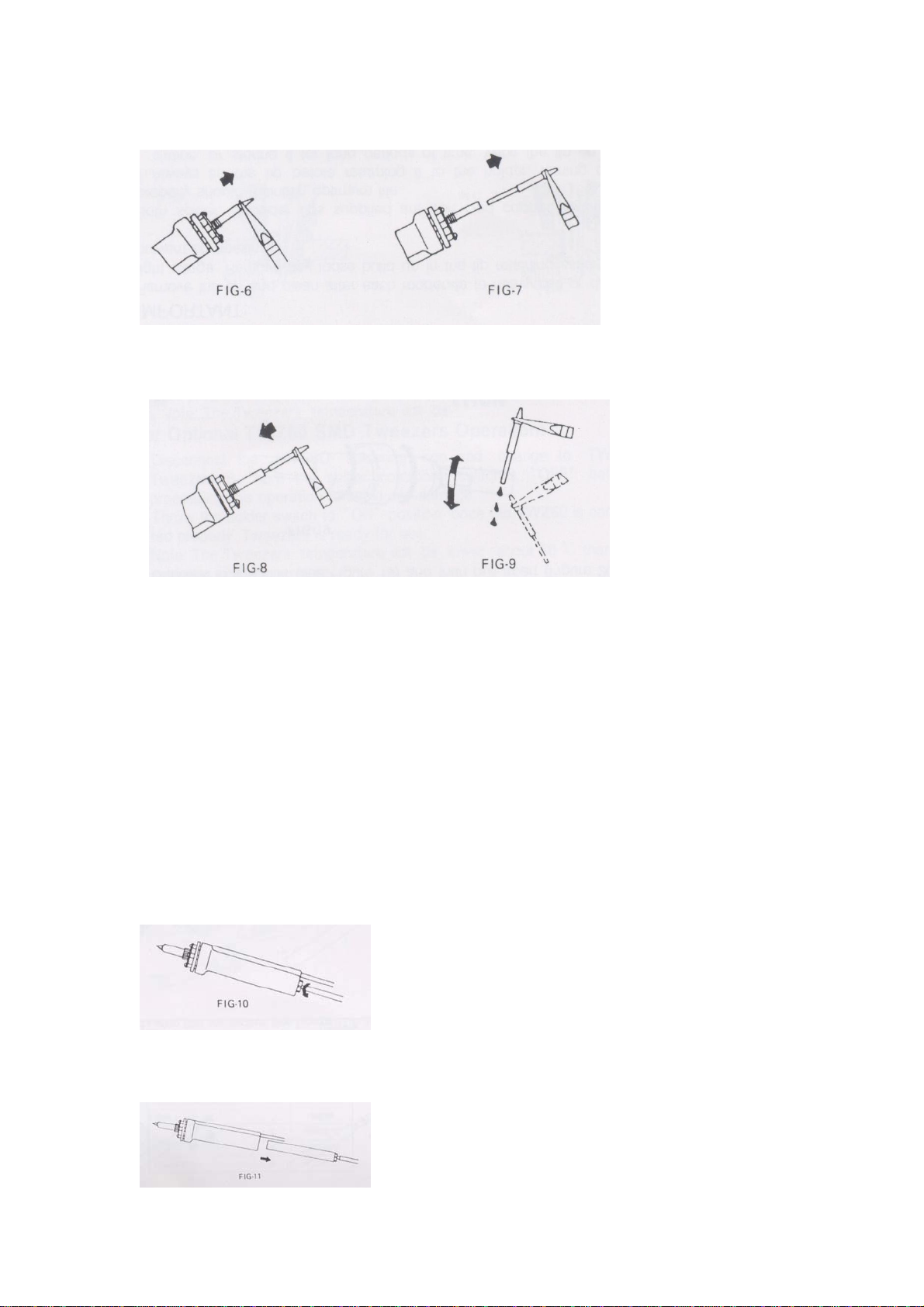
3. Remove solder collector from desolder iron assembly, place finger over the hole
of the collector, depress vacuum switch. There is little suction clean or replace the
collector tube.
4. Depress vacuum witch, clean the tip tube with spring wire provided if there is no
suction per the “Procedure for Cleaning Clogged Tip” section below.