Fundamentals
7
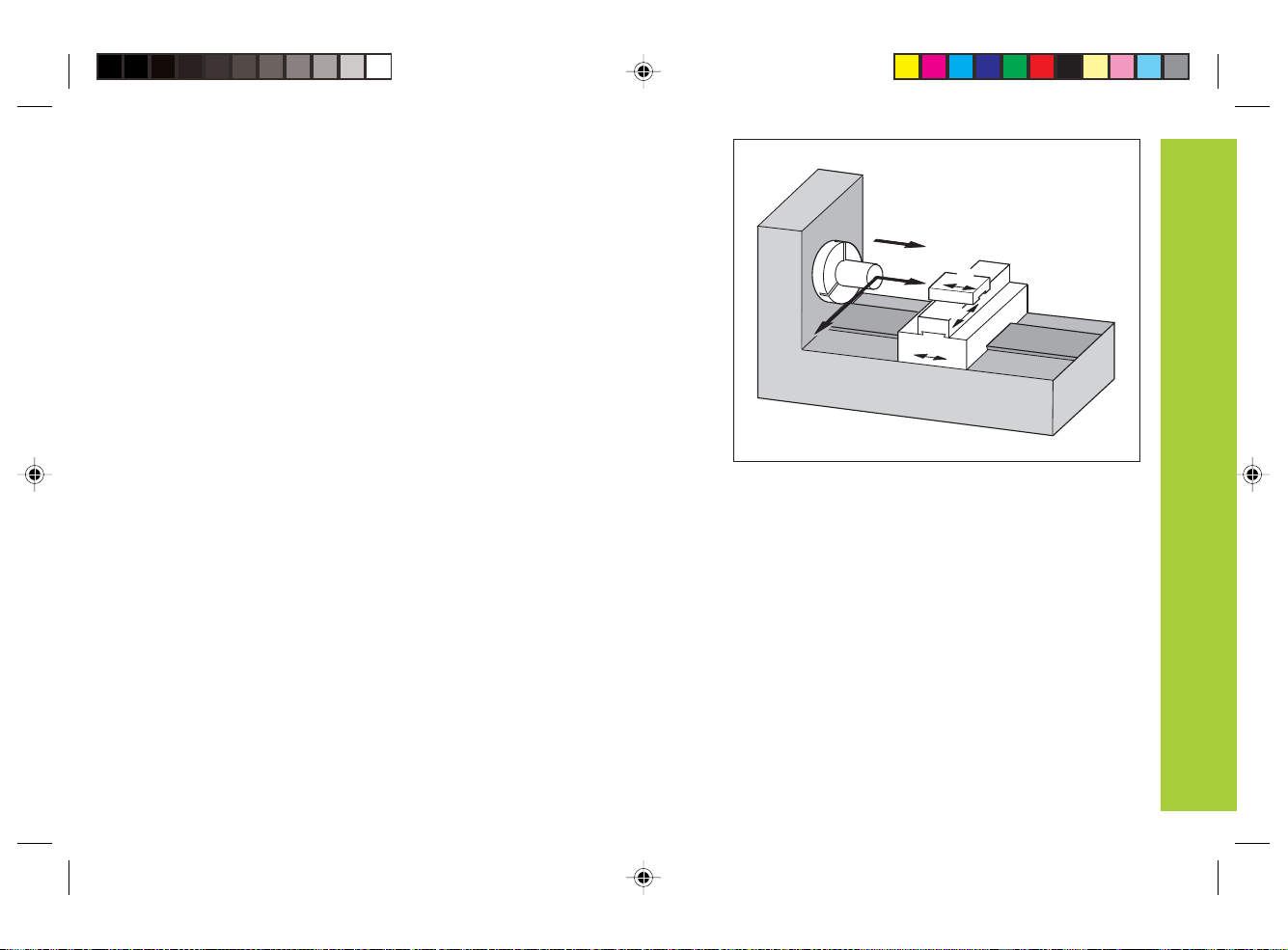
Nominalposition,actualpositionanddistance-to-go
The positions to which the tool is to move are called the nominal
positions (
S
). The position at which the tool is actually located at any
given moment is called the actual position (
I
).
The distance from the nominal position to the actual position is called
the distance-to-go (
R
).
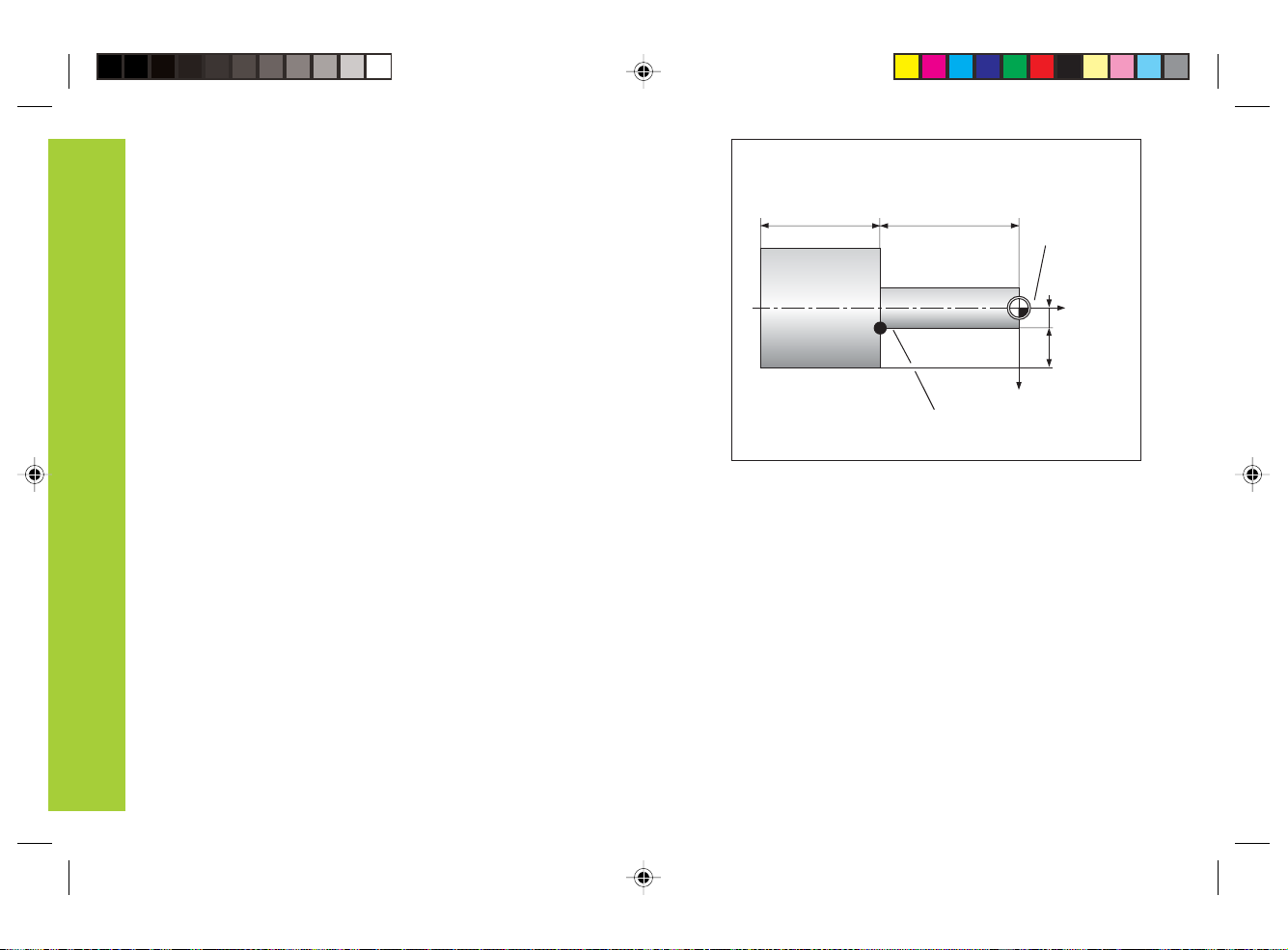
Signfordistance-to-go
When you are using the distance-to-go display, the nominal position
becomes the relative datum (display value 0). The distance-to-go is
therefore negative when you move in the positive axis direction, and
positive when you move in the negative axis direction.
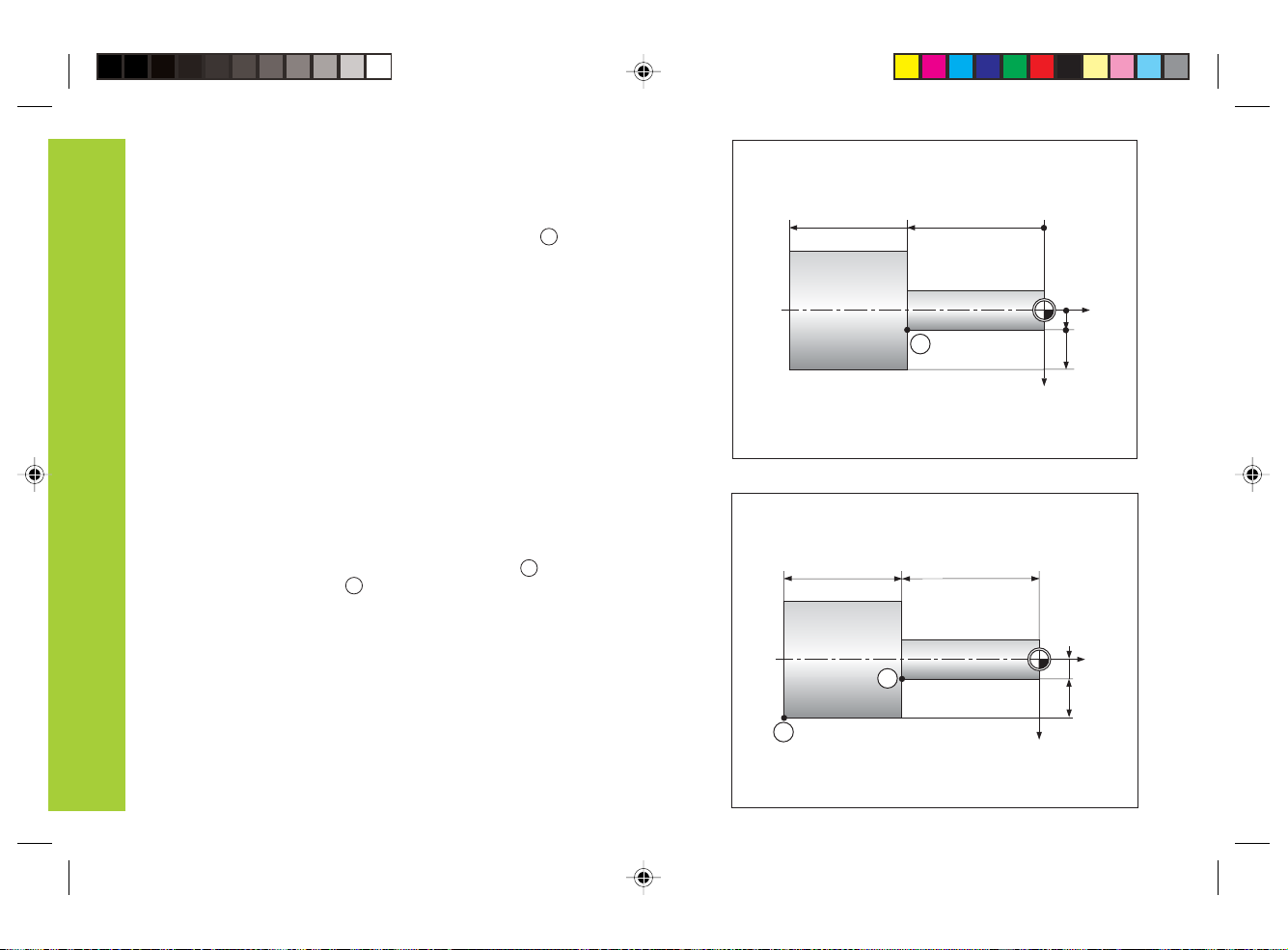
Tooldatums(toolcompensation)
Your display unit should show you the absolute position of the
workpiece, regardless of the length and shape of the particular tool
being used. For this reason you must determine the tool data and
enter it. First touch the workpiece with the cutting edge of the tool
and then enter the associated display value for that position.
You can enter tool data for up to 9 tools. When you have set the
absolute workpiece datum for a new workpiece, all tool data (= relative
datum points) are referenced to the new workpiece datum.
IS
Z
X
R
T1 T2 T3
730_770t1.pm6 21.07.2004, 08:357