CONTENTS
1. Specifications ............................................................................................... 1
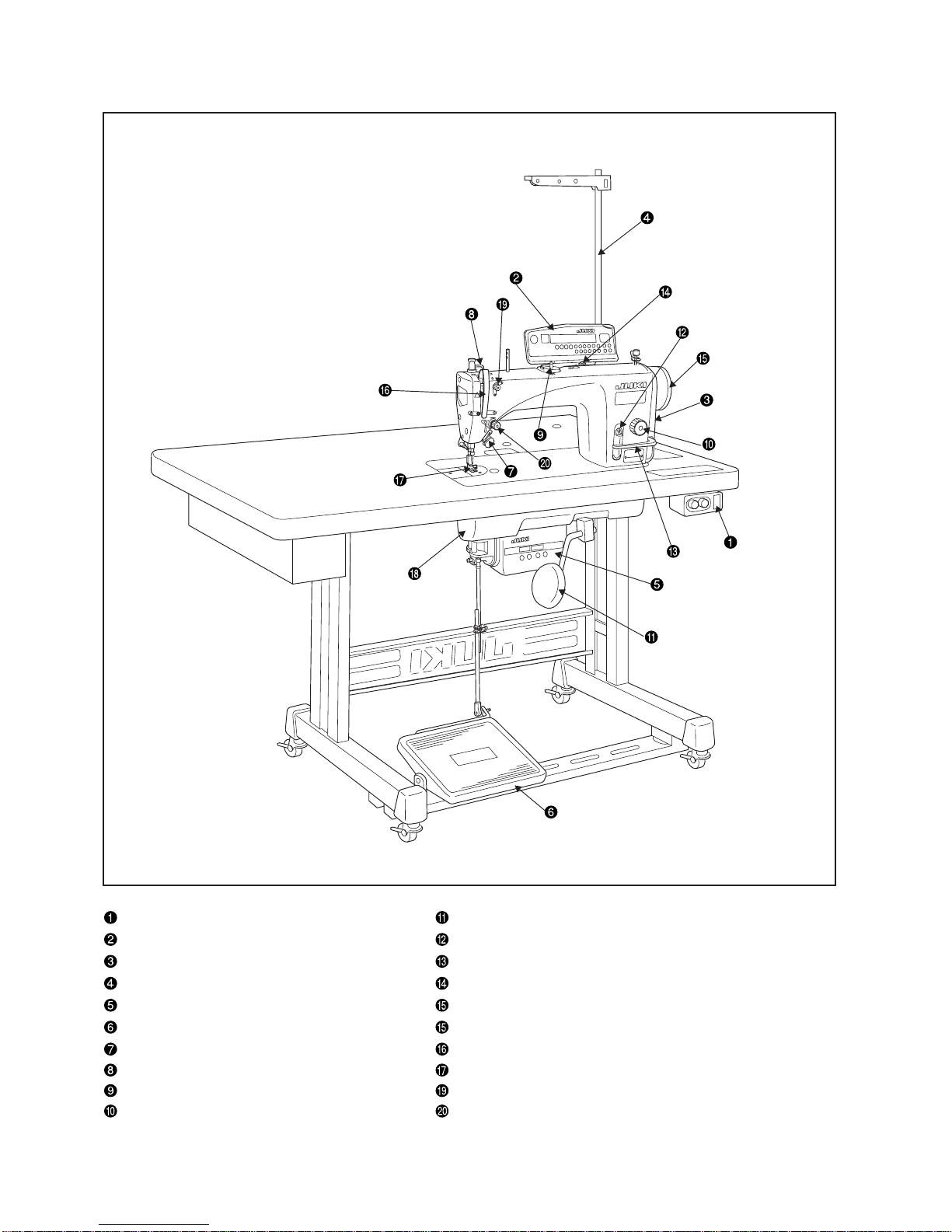
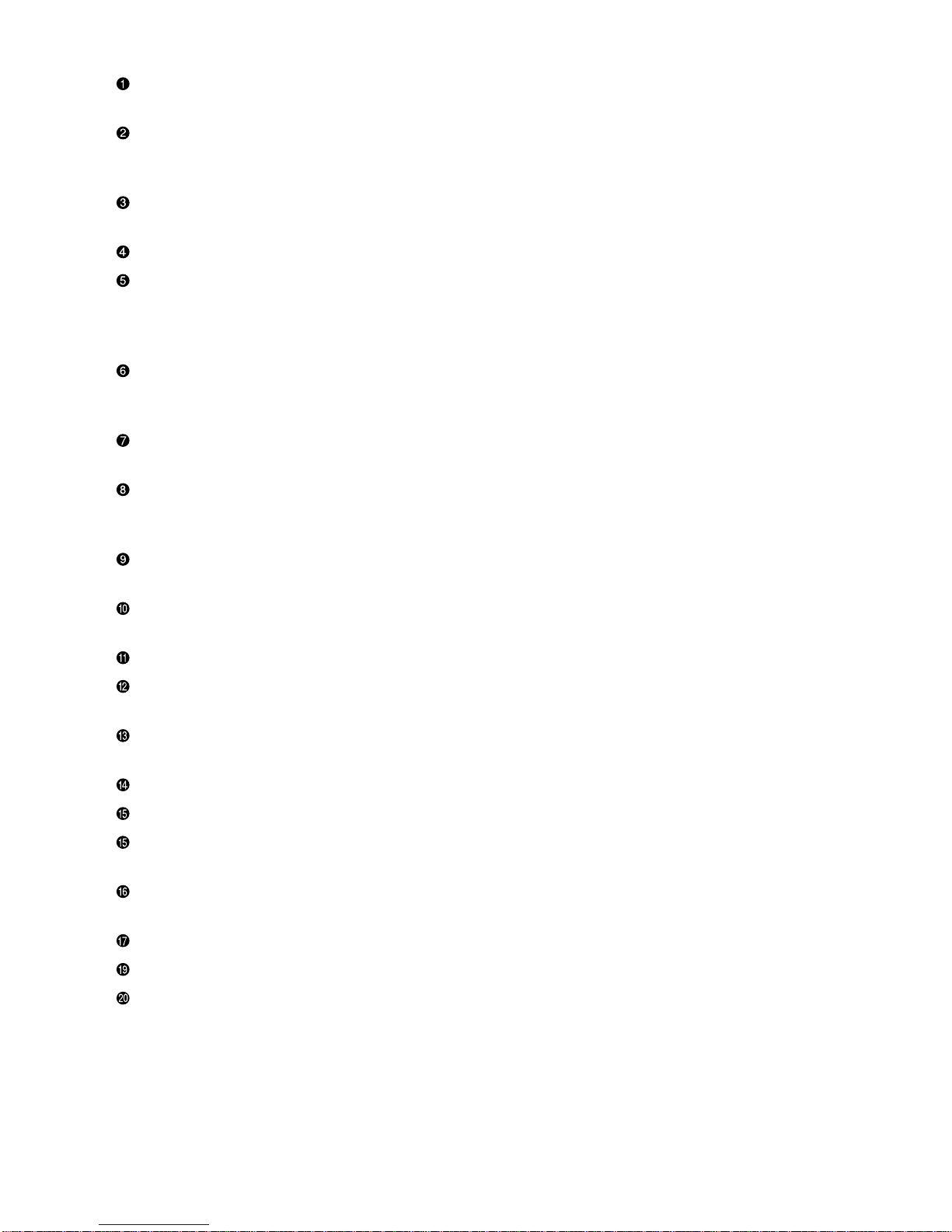
2. Name of each component ............................................................................ 2
3. Standard adjustment .................................................................................... 4
(1) Feed dog height and gradient ...................................................................................4
(2) Timing for the needle and the inner hook ................................................................6
(3) Needle and feed timing ..............................................................................................8
(4) Feed locus and phase ..............................................................................................10
(5) Bobbin insertion .......................................................................................................12
1) Bobbin case with idling prevention spring ..................................................................................12
(6) Adjustment of inner hook presser position ...........................................................14
(7) Lubrication ................................................................................................................16
1) Method of lubrication .....................................................................................................................16
2) Method of lubrication to the oil tank.............................................................................................18
3) Method of oil drainage from the oil tank ......................................................................................18
4) Cleaning of the oil filter..................................................................................................................20
5) Oil in the gear box ..........................................................................................................................22
6) Placement/displacement of the gear box cover ..........................................................................22
7) Cautions for gear box cover oil during transportation ...............................................................22
8) Adjustment of hook oil quantity....................................................................................................24
9) Hook oil adjustment procedures...................................................................................................24
10)Essentials for hook oil adjustments .............................................................................................24
11) Replacement of the hook shaft oil wick .......................................................................................24
(8) Adjustment of the amount of feeding .....................................................................26
1) Adjustment of forward feed stitch length.....................................................................................26
2) Adjustment of reverse feed stitch length (manual) .....................................................................26
3) Adjustment of reverse feed stitch length (motor-power)............................................................26
4) Optional switch ...............................................................................................................................28
5) Adjustment of normal/reverse stitching.......................................................................................30
6) Adjustment of Feed 0 .....................................................................................................................30
1. Method by removing the gear box cover (standard adjustment) .................................................30
2. Method without removing the gear box cover (fine adjustment).................................................32
7) Adjustment of the feed dial section ..............................................................................................34
8) Adjustment of the reverse feed solenoid .....................................................................................36
9) Adjustment of feed changing shaft balancer arm (asm) positioning ........................................36
(9) Adjustment of the presser lifter ..............................................................................38
1) Adjustment of the presser pressure .............................................................................................38
2) Adjustment of thread release changeover ...................................................................................38
3) Adjustment of the micro-lifter .......................................................................................................40
4) Adjustment of the micro-lifter unit (available separately) ..........................................................40
(10) Adjustment of needle stop position........................................................................42
1) Adjustment of upper stop position (Stop position after thread trimming) ................................42
2) Adjustment of lower stop position ................................................................................................42
(11) Thread trimming unit................................................................................................44
1) Standard timing for the thread trimming cam..............................................................................44
1. Method of confirmation ................................................................................................................45
2. Method of adjustment ..................................................................................................................45
2) Correct position of the moving knife ............................................................................................46
1. Extreme backward position .........................................................................................................47
2. Initial position...............................................................................................................................47