Operational Instructions for
EAS®-reverse Type 4100/4103/4104
Sizes 3 –6 (B.4100.EN)
14/07/2021 VN/GF/GC/SU Chr. Mayr GmbH + Co. KG
Eichenstraße 1, D-87665 Mauerstetten
Phone: +49 8341 804-0, Fax: +49 8341 804-421
Page 8 of 16 www.mayr.com, E-Mail: public.mayr@mayr.de
4 Installation
4.1 Installation preparations (customer-side)
Bore or shaft surface quality:
Ra = 0.8 µm acc. ISO 4762.
Standard bore or shaft tolerances: h6.
Standard tolerance of the keyway: JS9.
4.2 Important Installation Guidelines for
Types 4103/4104
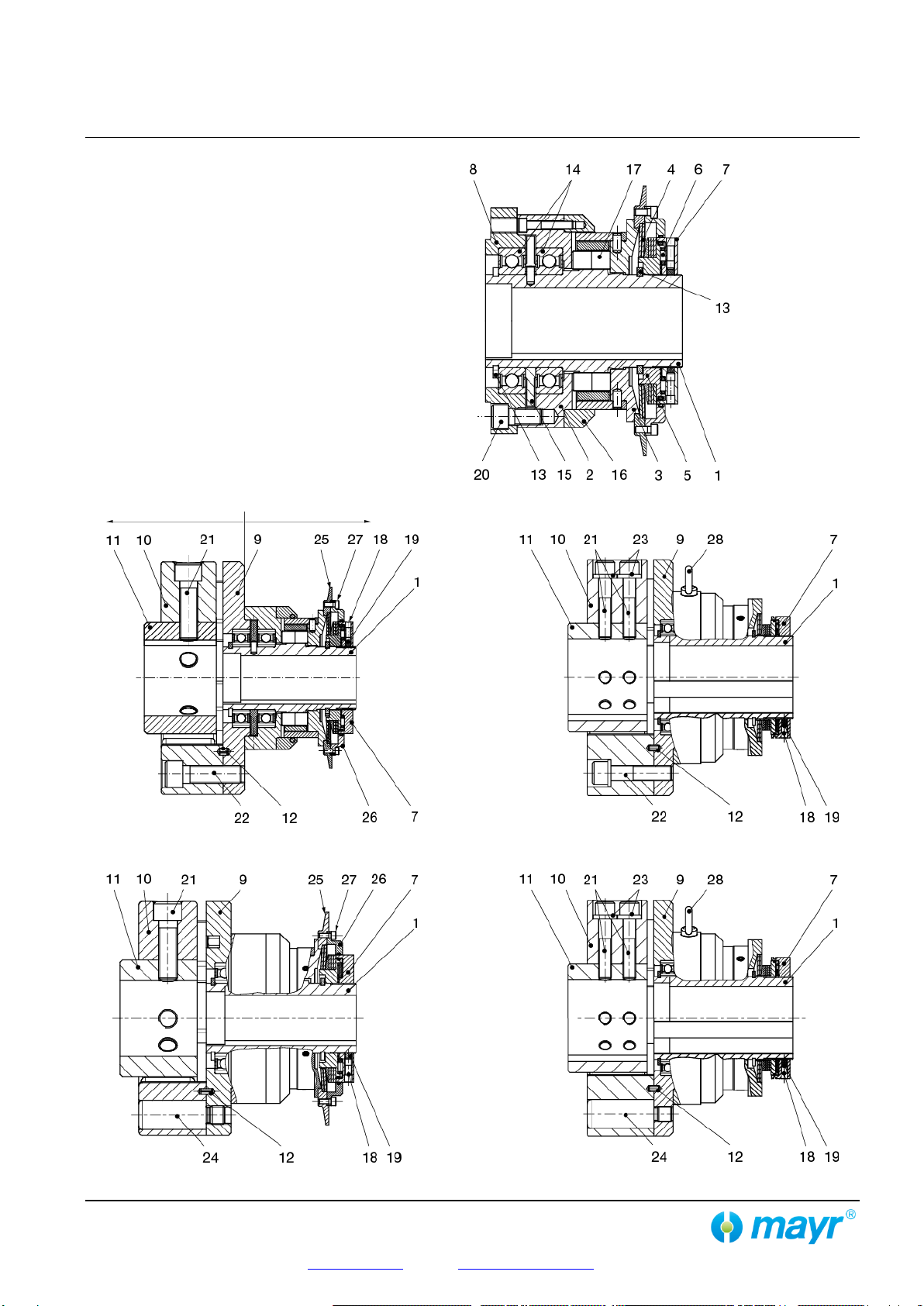
Tighten all cap screws (21) which connect the
elastomer ring (10) with the hub (11) to the
tightening torque according to the table (section
3.4) using the torque wrench.
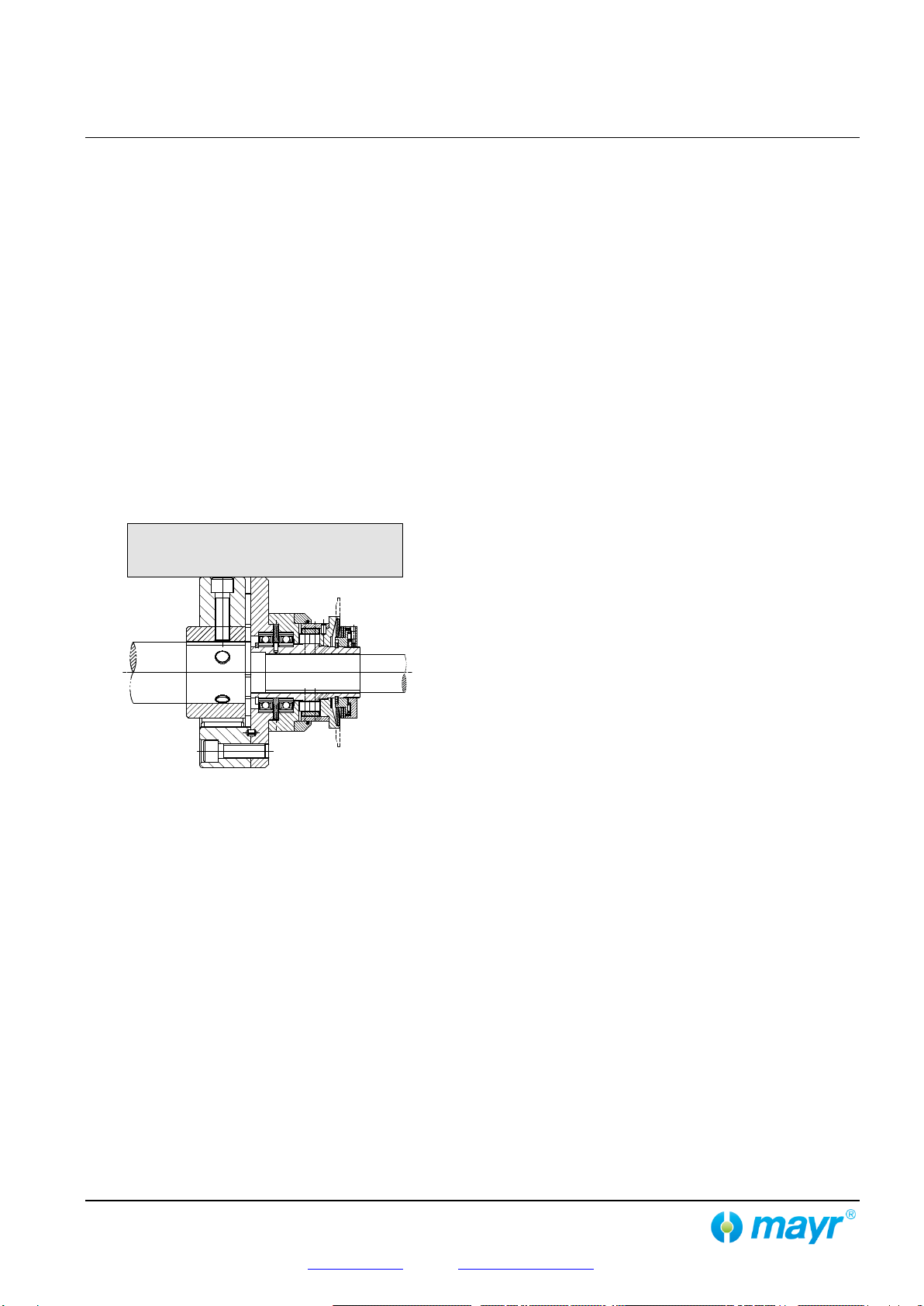
When tightening the screw, ensure that the
aluminium bushing in the elastomer ring (10) is not
turned as well; instead it should sit straight (Fig.
6). In order to reduce the friction between the
screw head and the alumnum part, you must apply
a small amount of grease under the screw head
before starting the installation. If necessary,
prevent a rotation (tilt) of the elastomer ring (10)
when tightening the screws through the
application of counter-pressure using a suitable
tool.
If the clutch is pre-assembled on delivery, it should
not be dismantled again, but rather installed in its
pre-assembled state.
Checking the tightening torques.
4.3 Guidelines for elastomer ring
Please only use the screws included in
delivery - they are marked by a colored
mass (blue) on the threads. This mass
contains micro-capsulated adhesive, which
glues the screws in the thread and
therefore reliably protects against
loosening. After screwing in, the hardening
time of this adhesive at room temperature
(20 °C) is approximately 4 - 5 hours to take
adequate effect. The clutch should not be
operated beforehand.
The hardening is fully completed after 24
hours. Higher temperatures accelerate the
hardening, e.g. the hardening time is only
15 minutes at +70 °C (heated via a warm
air blower). The micro-capsulated adhesive
is temperature-resistant from -80 °C to
+90 °C, and the screws can be re-used a
maximum of 3 times.
Any adhesive which may have been
removed during screwing in, will get caught
between the hub (11) and the aluminium
part. This is not a disadvantage; on the
contrary, it is an advantage as this
increases the frictional locking between
these parts. Attention: Anaerobic adhesives
(such as Loctite, Omnifit etc.) loosen the
rubber adhesion on the metal and therefore
lead to destruction of the clutch. If possible,
do not use these adhesives. If using these
adhesives cannot be avoided (e.g. for
securing screws), then apply economically,
so that no excess adhesive wets the
rubber. We cannot be held reliable for
rubber parts that have become defective
due to adhesives.