Telefono: +3 0522 43502 / +3 0522 43503 - Website: www.omcasrl.it - E-mail: info@omcasrl.it
УКАЗАТЕЛЬ
1. INTRODUCTION
1.1 WARNINGS ........................................................................... 3
2.
AREA OF APPLICATION AND TECHNICAL DATA
2.1 AREA OF APPLICATION ...................................................... 4
2.2 TECHNICAL DATA ................................................................ 4
2.3 NOISE ................................................................................... 4
2.4 VIBRATION ........................................................................... 4
2.5 MAIN PARTS ......................................................................... 5
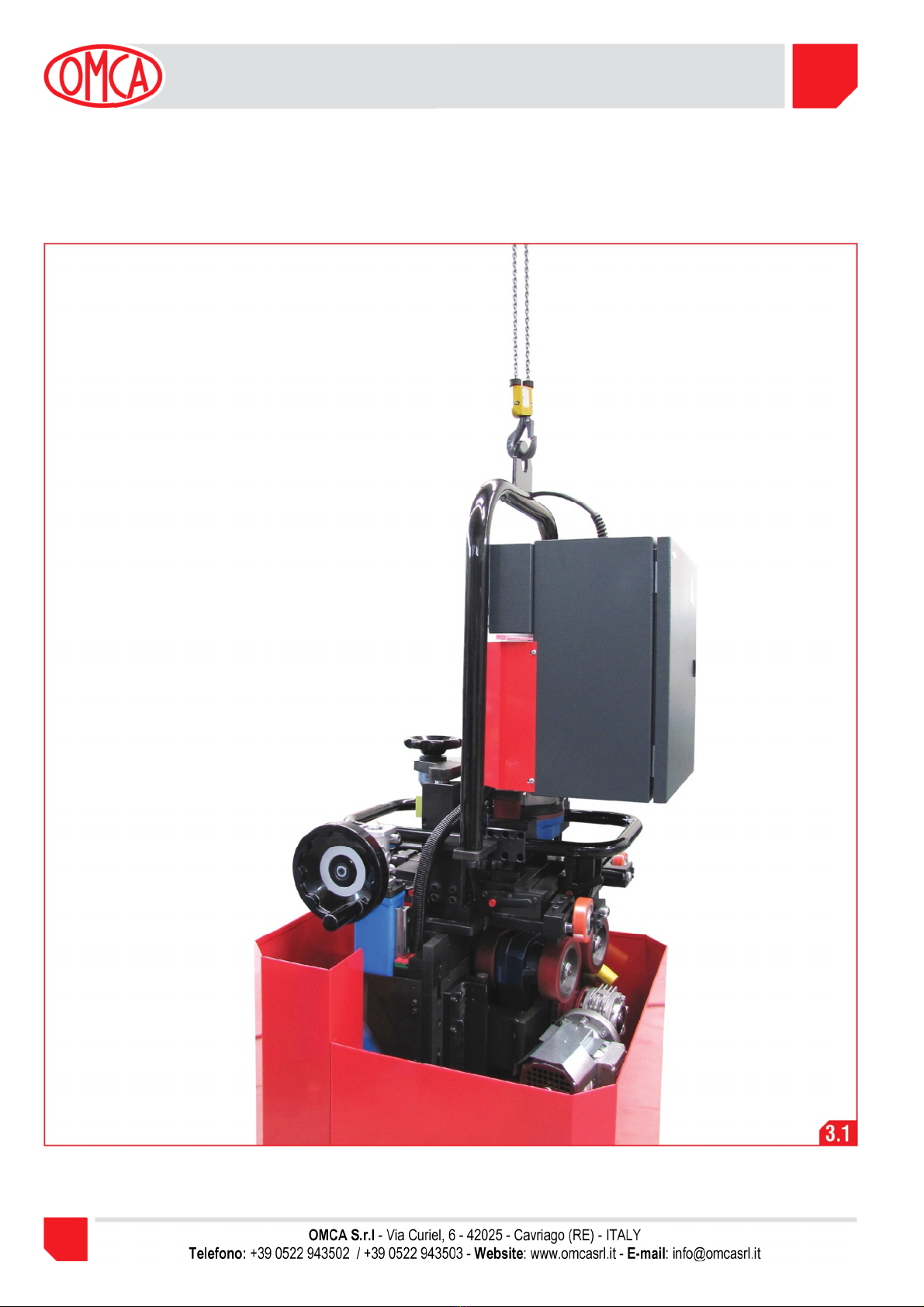
3. TRANSPORT AND INSTALLATION
3.1 UNPACKAGE ........................................................................ 7
3.2 MACHINE HANDLING WITH PACKING ............................... 7
3.3 MACHINE HANDLING WITH TROLLEY ............................... 7
3.4 MACHINE HANDLING WITHOUT TROLLEY ....................... 8
3.5 ELECTRICAL INSTALLATION ..............................................
4. USE
4.1 MAIN CONTROLS ............................................................... 11
4.2 MACHINE SETTING WITH TROLLEY ................................ 15
4.3 MACHINE SETTING WITHOUT TROLLEY ........................ 17
4.4 CHAMFERING ADJUSTMENT - CLAD REMOVING .......... 1
4.5 ANGLE ADJUSTMENT ....................................................... 21
4.6 CUT DEPTH ........................................................................ 22
5. AINTENANCE AND ADJUST ENT
5.1 INSERTS REPLACING ....................................................... 23
5.2 CLEANING .......................................................................... 25
5.3 DISPOSAL ............................................................................. 2
6. ATTACH ENTS
6.1 EC CONFORMITY DECLARATION .................................... 27
6.2 ELECTRICAL DIAGRAM ..................................................... 2
6.3 SPARE PARTS LIST ........................................................... 37
6.4 NOTES ................................................................................ 57
1.
ВВЕДЕНИЕ
1.1 МЕРЫ БЕЗОПАСНОСТИ .................................................... 3
2.
ОБЛАСТЬ ПРИМЕНЕНИЯ И ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ
2.1 ОБЛАСТЬ ПРИМЕНЕНИЯ ...................................................4
2.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ..................................4
2.3 ШУМ ......................................................................................4
2.4 ВИБРАЦИЯ ..........................................................................4
2.5 ОСНОВНЫЕ УЗЛЫ И ЧАСТИ СТАНКА ..............................5
3. ТРАНСПОРТИРОВКА И УСТАНОВКА
3.1 РАСПАКОВКА ………………………………………………….7
3.2 ТРАНСПОРТИРОВКА ФАСКОСНИМАТЕЛЯ В
УПАКОВКЕ…………………………………………………………….7
3.3 ТРАНСПОРТИРОВКА ФАСКОСНИМАТЕЛЯ С
КОЛЕСНОЙ БАЗОЙ………………………………………………… 7
3.4 ТРАНСПОРТИРОВКА ФАСКОСНИМАТЕЛЯ БЕЗ
КОЛЕСНОЙ БАЗЫ…………………………………………………...8
3.5 ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОСЕТИ.................................... 9
4. ЭКСПЛУАТАЦИЯ
4.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ ....................... 11
4.2 УСТАНОВКА ФАСКОСНИМАТЕЛЯ .................................. 15
4.3 УСТАНОВКА ФАСКОСНИМАТЕЛЯ БЕЗ КОЛЕСНОЙ
БАЗЫ .......................................................................................... 17
4.4 НАСТРОЙКА ФАСКОСНИМАТЕЛЯ-ПОВЕРХНОСТНОЕ
СНЯТИЕ МАТЕРИАЛА ............................................................... 1
4.5 УСТАНОВКА УГЛА ФАСКИ ............................................... 21
4.6 ГЛУБИНА ОБРАБОТКИ ..................................................... 22
5.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И НАЛАДКА
5.1 ЗАМЕНА ВСТАВОК ФРЕЗЫ .............................................. 23
5.2 ОЧИСТКА ........................................................................... 25
5.3 УТИЛИЗАЦИЯ ………………………………………………...25
6.
ПРИЛОЖЕНИЯ
6.1 СЕРТИФИКАТ СООТВЕТСТВИЯ CE .............................. 27
6.2 ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ............................................. 2
6.3 ПЕРЕЧЕНЬ ЗАПАСНЫХ ЧАСТЕЙ .................................. 37
6.4 ЗАМЕТКИ ............................................................................ 57