2 of 55
FF 500 CNC Commissioning Manual
1. Some generalities in advance…...................................................................................4
2. The technology of your FF 500 CNC at a glance .........................................................5
2.1. A short overview of the mechanics:..........................................................................5
2.2. A short overview of the electronics:..........................................................................6
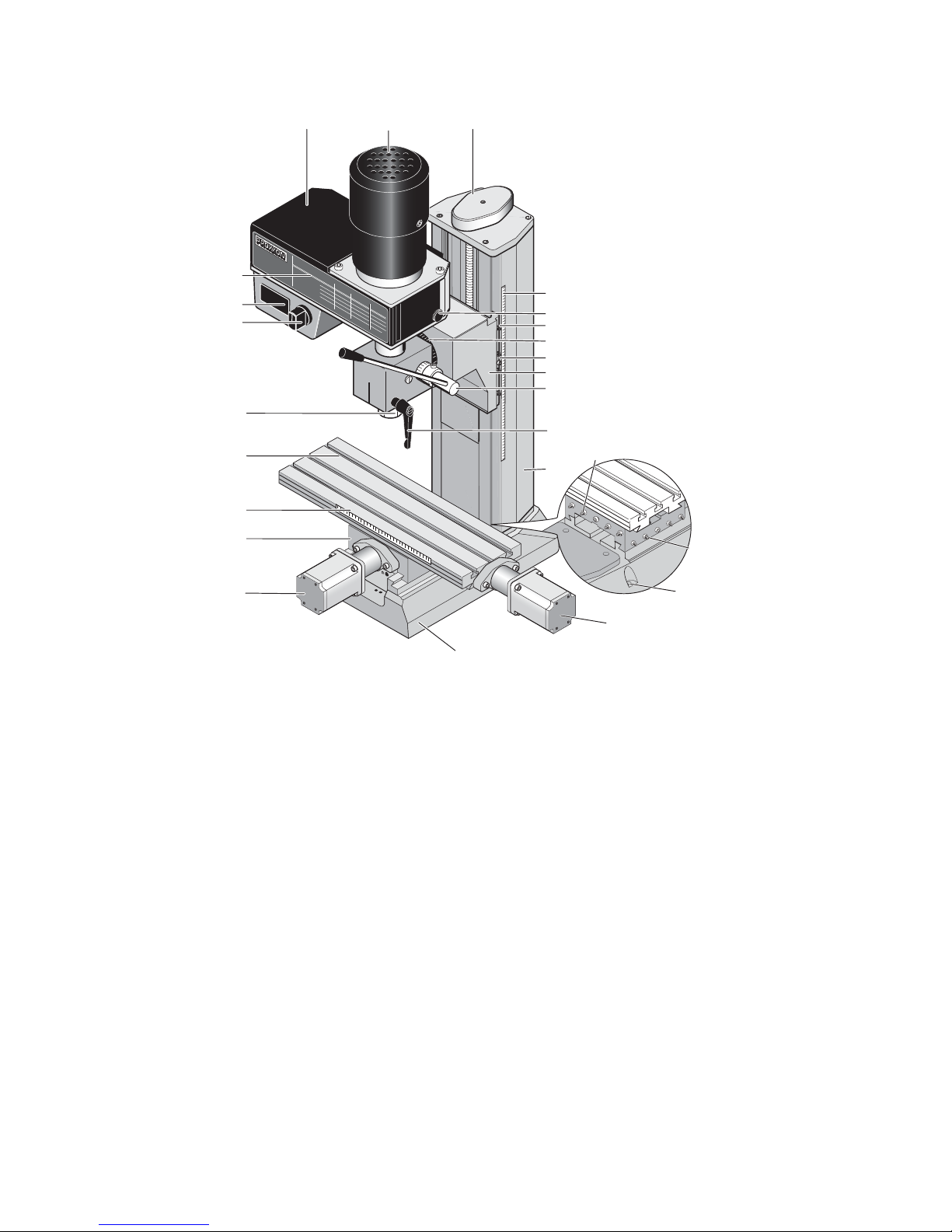
3. View of the machine with its elements..........................................................................8
4. CNC control MCS with operating elements ..................................................................9
5. Technical data ............................................................................................................10
5.1. Milling machine:......................................................................................................10
5.2. Drives of the tool axes ............................................................................................11
5.3. Software and stepping motor controllers ................................................................11
5.4. Further data ............................................................................................................12
5.5. Milling cutter dimensions ........................................................................................12
6. Scope of delivery ........................................................................................................12
7. Basic tips on setting up and installing the machine ....................................................13
7.1. Unpacking and setting up the machine ..................................................................13
7.2. Connecting the cabling ...........................................................................................15
7.3. Additional connection options.................................................................................16
8. Installing the software.................................................................................................17
8.1. Minimum hardware requirements ...........................................................................17
8.2. Installation procedure .............................................................................................17
8.3. Starting the software nccad7.5 ...............................................................................18
8.4. Parameter settings .................................................................................................18
8.5. The status display at the CNC control MCS ...........................................................18
8.6. EMERGENCY stop / lock .......................................................................................19
9. The program nccad 7.5 milling ...................................................................................20
9.1. The integrated manual with the help system ..........................................................20
9.2. The structure of the "Help topics" window ..............................................................21
9.3. Search methods .....................................................................................................21
9.3.1 Contents .............................................................................................................21
9.3.2 Index...................................................................................................................21
9.3.3 Search ................................................................................................................21
9.3.4 Explanation of the icons and the Status bar .......................................................22
9.4. Online support ........................................................................................................22
10. Important note for working in practice ........................................................................23
10.1. Simple stopping of the machine and the Emergency-Off switch ........................23
10.2. Safety stop, lock .................................................................................................23
10.3. Direction of rotation switch..................................................................................23
10.4. Room EMERGENCY Off ....................................................................................23
11. First steps ...................................................................................................................24
11.1. Simple test of the machine .................................................................................24
11.2. Semi-automatic operation: Traversing the CNC axes with the cursor keys........25
12. Working with the milling cutter....................................................................................26
12.1. General information for working with milling cutter .............................................26
12.2. Working with the drilling lever .............................................................................27
12.3. Swivelling the milling head by its own transverse axis .......................................28
12.4. Mounting the collet chucks .................................................................................28
12.5. Changing the spindle speed ...............................................................................30
12.6. Milling..................................................................................................................32
12.7. Feed:...................................................................................................................32
13. Accessories ................................................................................................................33
14. Repair, Cleaning and Maintenance ............................................................................34
14.1. In general............................................................................................................34
14.2. Replacing the drive belt ......................................................................................35
14.3. Adjusting the play of the cross table or Z carriage guides..................................36