12
INSTALLATION
DE
5.4 Herstellen der Netzwerkverbindung
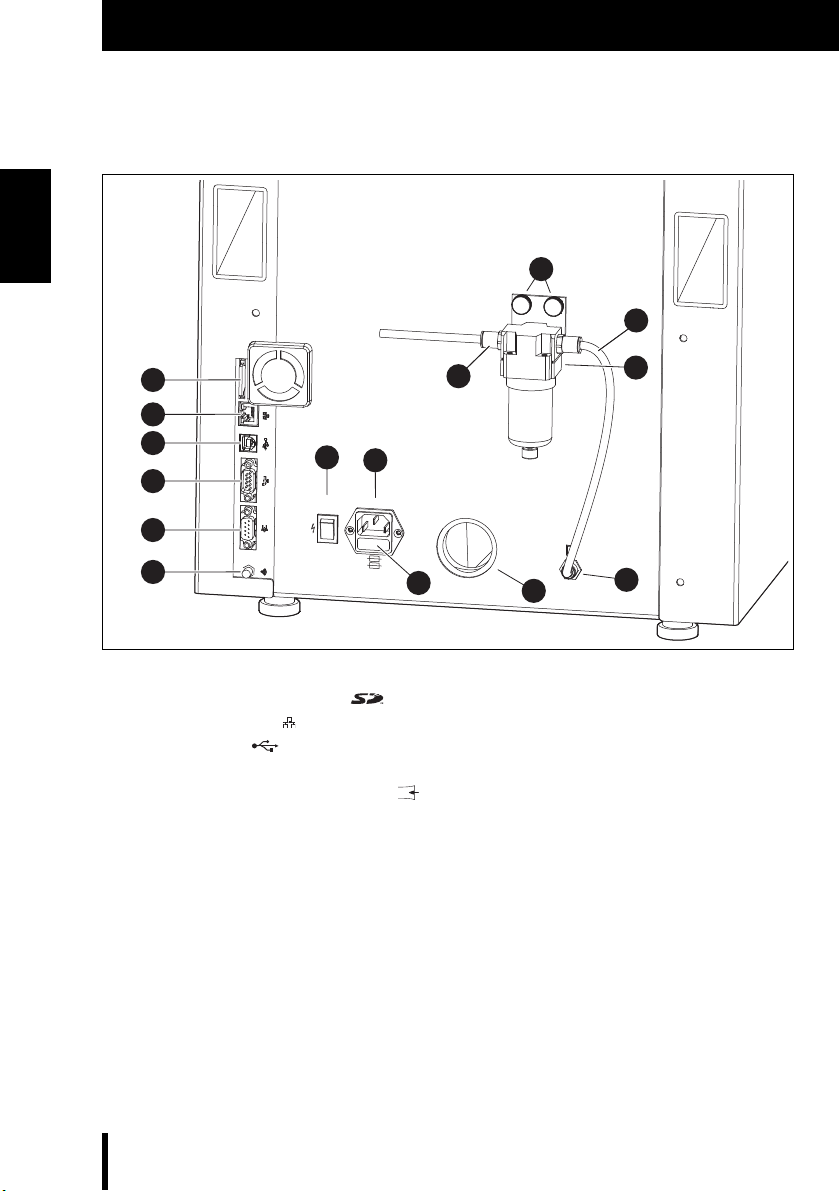
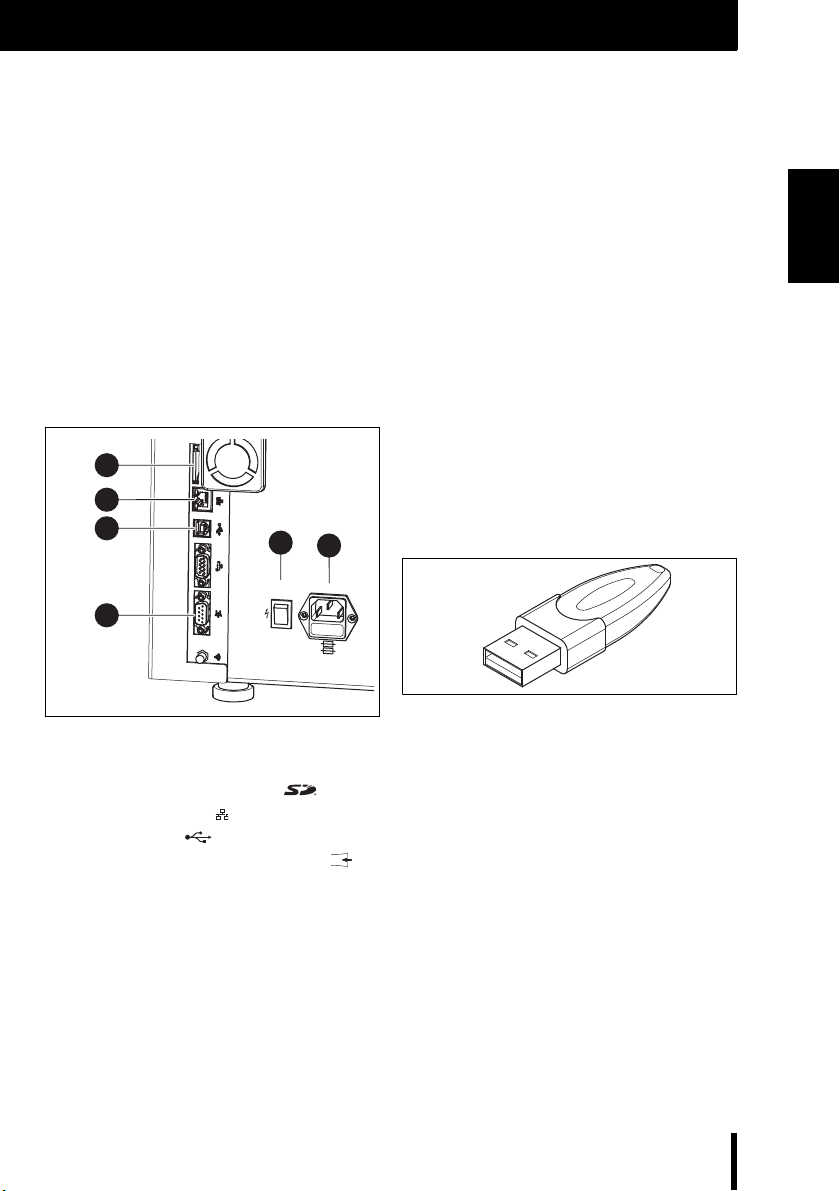
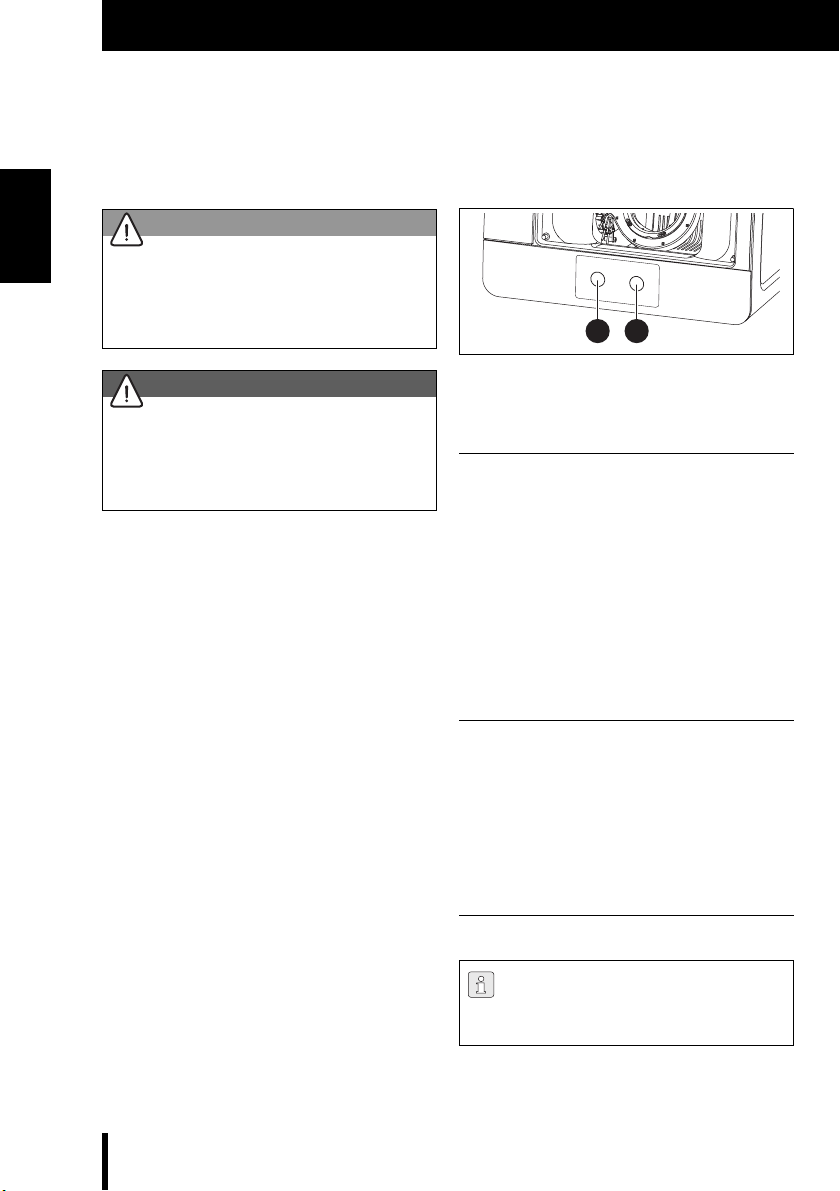
▷Die Ethernet-Schnittstelle ([2] n Bild 4) der
Fräsmaschine mit dem PC bzw. dem Netzwerk
über ein Netzwerkkabel verbinden.
Die maximal zulässige Länge der Netzwerk-Lei-
tung zum PC bzw. zum Netzwerk-Router beträgt
100 m.
▷Die Fräsmaschine einschalten.
▷Die Fräsmaschinen-Software starten.
▷Nach Initialisierung der Fräsmaschine in der
Software unter
Einstellungen
>
Kommunikation
die Anschlussart von USB auf Ethernet umstel-
len und ggf. IP-Adresse anpassen (siehe
Beschreibung Software der Fräsmaschine).
▷Die Fräsmaschine ausschalten und erneut ein-
schalten.
▷Die Fräsmaschine in der Software initialisieren.
▷Nachdem die Software die Ethernetverbindung
erkannt hat, das USB-Kabel abziehen.
5.5 Inbetriebnahme der Fräsmaschine
Zusätzlich zu den Standardwerkzeugen lassen
sich optional im Werkzeughalter Schwesterwerk-
zeuge einstecken. Wenn ein Standardwerkzeug
seine Verschleißgrenze erreicht hat, greift die
Fräsmaschine automatisch auf das ent-
sprechende Schwesterwerkzeug zu.
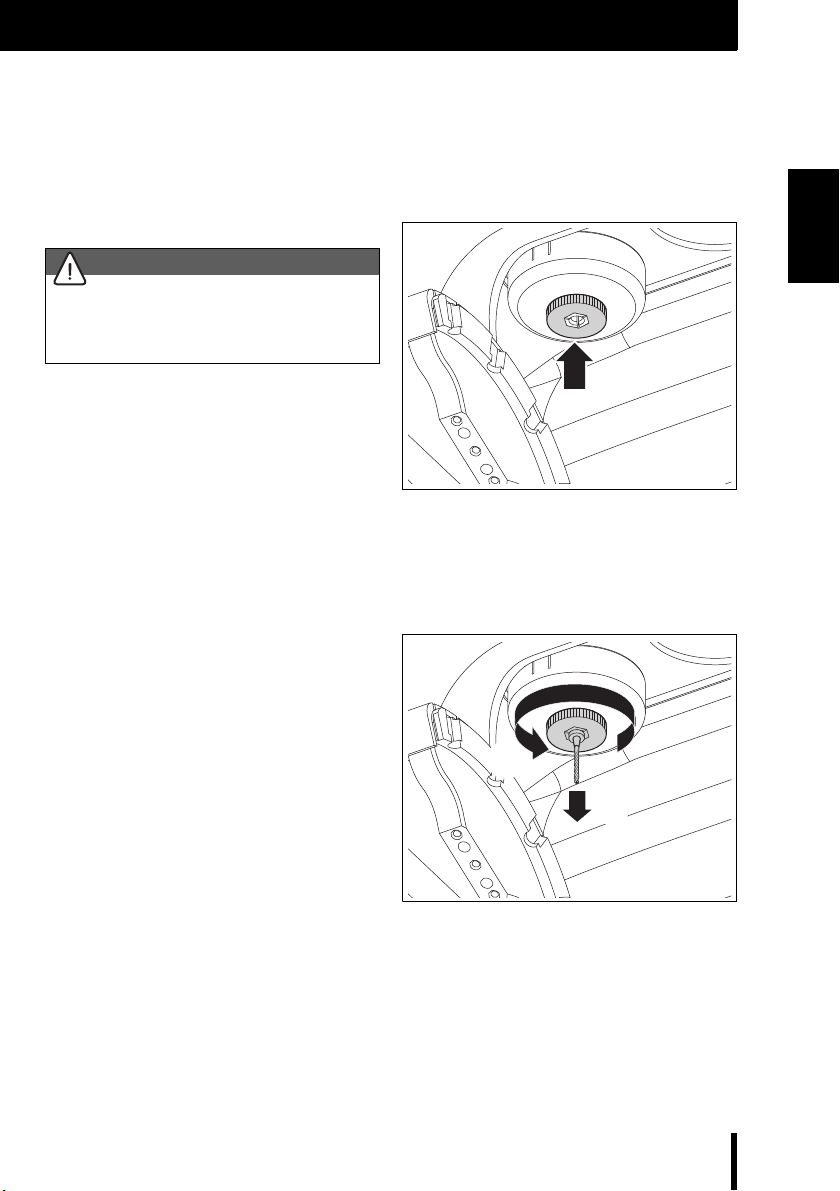
Bild 6 Werkzeughalter
▷Die Standardwerkzeuge CNC-Fräser in den
Werkzeughalter der Fräsmaschine einstecken.
Werkzeugschaft dabei nach außen positionie-
ren.
▪CNC-Fräser 2,5 befindet sich in der Spindel.
▪CNC-Fräser 1,0 auf Platz 2 stecken.
▪CNC-Fräser 0,6 auf Platz 3 stecken.
▪CNC-Fräser 0,3 auf Platz 4 stecken.
▷Optional: Die Schwesterwerkzeuge in den Werk-
zeughalter der Fräsmaschine einstecken. Werk-
zeugschaft dabei nach außen positionieren.
▪CNC-Fräser 2,5 auf Platz 5 stecken.
▪CNC-Fräser 1,0 auf Platz 6 stecken.
▪CNC-Fräser 0,6 auf Platz 7 stecken.
Bei Betrieb über ein Netzwerk können bis
zu acht Geräte angeschlossen und über
die CAM-Software angesteuert werden.
PC und Fräsmaschine müssen sich im sel-
ben Sub-Netzwerk befinden.
Die vier Standardfräser auf den Werkzeug-
plätzen 1 – 4 sind für den Betrieb zwingend
erforderlich.