408- 9252
Rev L2 of 4
2. DESCRIPTION
The tool frame features a stationary jaw and handle, a
moving jaw and handle, and an adjustable ratchet that
ensures full crimping. The tool frame holds the die
assembly. See Figure 1.
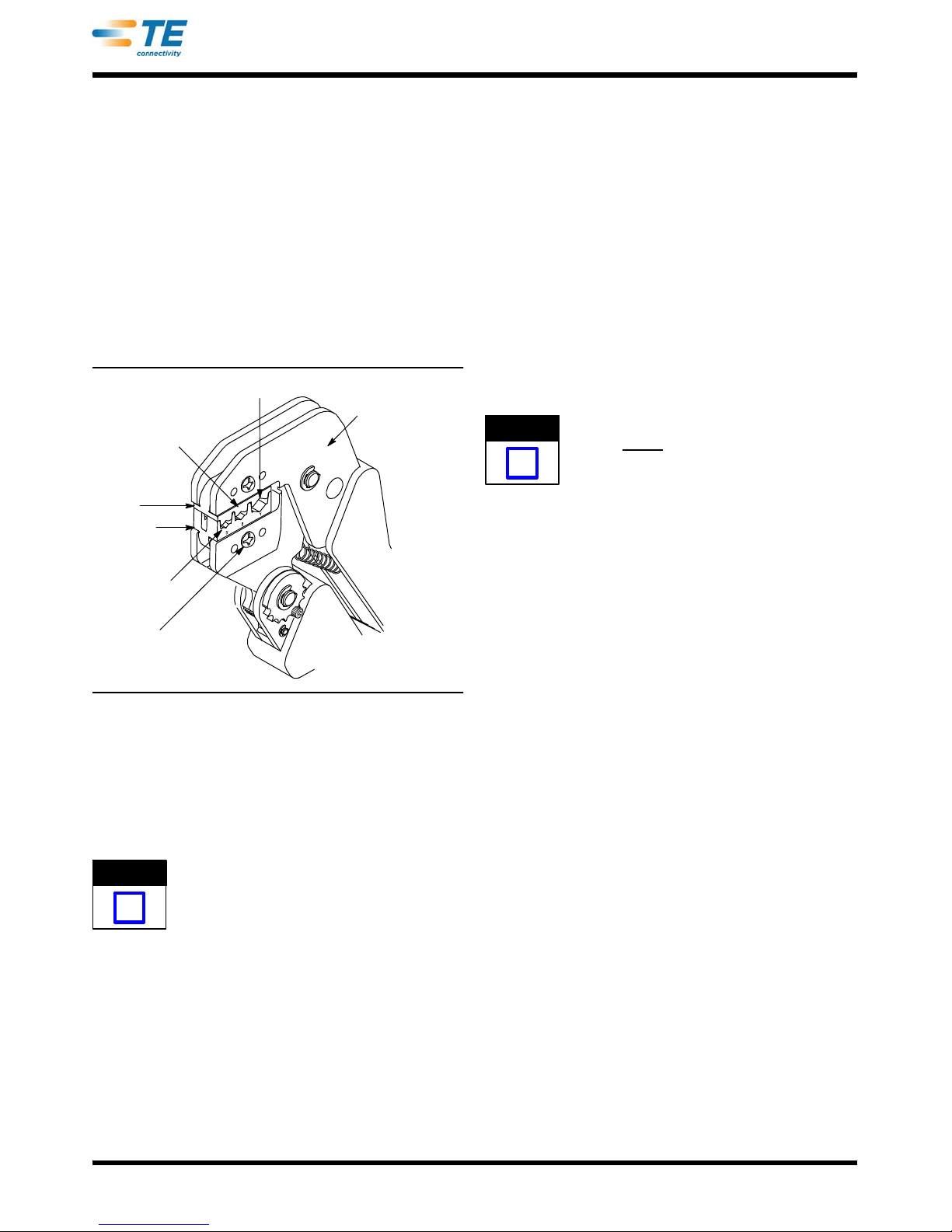
The die assembly consists of an anvil and indenter.
When closed, the dies form three crimping chambers.
The indenter is marked with the letters R, B, and Y
which correspond with the color of the terminal
insulation (red, blue, or yellow). Die retaining screws
are used to secure the dies in the tool frame. See
Figure 2.
Figure 2
Yellow
Blue
Red
Back of Tool
Die Retaining
Screw (2 Places)
Anvil
Indenter
3. INSTALLATION AND REMOVAL OF DIE ASSEMBLY
1. Close the tool handles until the ratchet releases,
then allow the handles to open fully.
The ratchet has detents that create audible clicks
as the tool handles are closed.
2. Remove the two die retaining screws and die
retaining pins (pins will not be used for this die
assembly) from the tool jaws.
3. Place the anvil in the moving jaw so that the
marked surface faces outward. Insert the die
retaining screw through the hole of the moving jaw
and hole of the anvil, and tighten the screw just
enough to hold the anvil in place. DO NOT
completely tighten the screw.
4. Place the indenter in the stationary jaw so that
the marked surface faces outward. Insert the die
retaining screw through the hole of the stationary
jaw and hole of the indenter, and tighten the screw
just enough to hold the indenter in place. DO NOT
completely tighten the screw.
5. Carefully close the tool handles, making sure
that the anvil and indenter align properly. Continue
closing the tool handles until the ratchet engages
sufficiently to hold the anvil and indenter in place,
then tighten both die retaining screws.
6. To disassemble, close the tool handles until the
ratchet releases, remove the two die retaining
screws, then slide the dies out of the tool jaws.
4. CRIMPING PROCEDURE
This tool is provided with a crimp adjustment
feature. Initially, the crimp height of a sample
terminal should be verified in accordance with
Section 5.
Refer to Figure 1, and select wire of the specified size
and insulation diameter. Strip the wire to the length
indicated in Figure 1, taking care not to nick or cut
wire strands.
Refer to Figure 3, and proceed as follows:
1. Hold the tool so that the back (wire side) is
facing you. Squeeze tool handles together and
allow them to open fully.
2. Place the terminal in the proper crimping
chamber (match color code to terminal insulation)
so that the edge of the insulation aligns with the
edge of the indenter. The wire barrel should be at
the back of the tool.
3. Hold the terminal in position, and squeeze the
tool handles together until ratchet engages
sufficiently to hold the terminal. DO NOT deform
the wire barrel.
4. Insert the stripped wire into the wire and holding
the wire in place, squeeze the tool handles
together until the ratchet releases. Allow the tool
handles to open, and remove the crimped terminal.
5. Inspect the terminal crimp height according to
Section 5.
5. CRIMP HEIGHT INSPECTION
This inspection requires the use of calipers. A lead
rod can be used to check the crimp height. Crimp a
rod in each of the crimping chambers. Check the
crimp height of the rod against the crimp height
dimension given in Figure 4.
NOTE
i
NOTE
i












































